基于最优品质因子信号共振稀疏分解的滚动轴承故障诊断
2015-05-08于德介张顶成
李 星, 于德介, 张顶成
(湖南大学汽车车身先进设计制造国家重点实验室, 湖南 长沙 410082)
基于最优品质因子信号共振稀疏分解的滚动轴承故障诊断
李 星, 于德介, 张顶成
(湖南大学汽车车身先进设计制造国家重点实验室, 湖南 长沙 410082)
滚动轴承常常在复杂工况下工作,当滚动轴承出现局部故障时,其振动信号中除了与故障信息相关的周期性瞬态冲击成分外,还包含轴转频等谐波成分和背景噪声。因此,在滚动轴承故障早期,对滚动轴承振动信号直接进行包络解调分析往往效果不佳。针对上述问题,提出了基于最优品质因子信号共振稀疏分解的滚动轴承故障诊断方法。该方法首先以信号共振稀疏分解低共振分量的峭度最大为目标,利用遗传算法对信号共振稀疏分解方法的品质因子进行优化,得到最优品质因子;然后利用最优品质因子对轴承振动信号进行信号共振稀疏分解,得到高共振分量和低共振分量;最后对低共振分量进行希尔伯特解调分析,提取轴承故障特征频率,进而诊断滚动轴承故障。仿真信号和试验信号的分析结果表明,该方法能有效提取轴承故障振动信号中的冲击成分,诊断轴承故障。
故障诊断; 滚动轴承;共振稀疏分解; 品质因子; 遗传算法
引 言
滚动轴承运转时,如果内圈、外圈或滚动体发生局部损伤,滚动体在旋转过程中会在轴承滚道的接触面上产生一种交变的激振力。由于损伤形状的无规则性,该激振力激起的振动将是由多种频率成分组成的随机振动[1]。然而,轴承往往在复杂工况下运行,传感器拾取的振动信号中不仅包含表征轴承故障的瞬态冲击成分,还包含轴的转频及其倍频等谐波成分和背景噪声,而瞬态冲击成分往往淹没在这些干扰信号中,不易被识别。因此,滚动轴承故障诊断的关键在于如何将表征故障信息的冲击成分从轴承振动信号中分离出来。
基于品质因子可调小波变换(Tunable Q-Factor Wavelet Transform,TQWT)[2-3],Selesnick提出了信号共振稀疏分解方法[4]。传统的信号分解方法通过频带划分的方法将信号分解成若干分量,而信号共振稀疏分解方法则根据谐波信号和冲击信号所具有的品质因子Q不同,利用TQWT分别对信号进行高Q和低Q的稀疏表示,然后采用形态分量分析(MorphologicalComponentAnalysis,MCA)对信号进行非线性分离[5],得到具有高品质因子的高共振分量和具有低品质因子的低共振分量。文献[6-7]将信号共振稀疏分解方法引入轴承故障诊断,利用信号共振稀疏分解从轴承故障振动信号中提取包含故障信息的瞬态冲击成分。但在背景噪声及干扰信号较强的情况下,仅采用传统的信号共振稀疏分解并不能有效分离轴承振动信号中的瞬态冲击成分,原因在于传统的信号共振稀疏分解方法不能自适应选择分解参数,导致对应的品质因子可调小波变换的基函数不能与信号中的瞬态冲击成分进行最优匹配,从而降低了分离效果。因此,如何根据信号特点自适应地选择分解参数是提高信号共振稀疏分解方法效果的关键。
峭度是一个无量纲参数,反映的是信号幅值偏离正态分布的程度。高斯噪声和谐波信号的峭度值分别为3和1.5,而脉冲信号的峭度要远大于3。因此,利用峭度可以分离信号中的冲击成分与噪声及谐波成分[8]。文献[9,10]分别以轴承振动信号的拉普拉斯小波变换系数的峭度最大、轴承振动信号与Morlet小波基函数内积的峭度最大为目标,对小波的形状参数(衰减因子和中心频率)进行优化,以获得最佳Morlet小波滤波器,最后对最佳滤波输出信号进行自相关分析和功率谱分析,识别相邻冲击的时间间隔和轴承故障特征频率。
遗传算法是一种模拟自然选择和遗传机制的非线性全局寻优算法,具有适用范围广,寻优能力强等特点,因而得到了广泛的应用[11-12]。文献[13-14]利用遗传算法,分别以轴承振动信号的Morlet小波变换系数的稀疏性和香农熵为优化目标,对Morlet小波变换的形状参数进行优化,以获得最佳Morlet小波滤波器,并对最佳滤波输出信号进行解调分析,从而诊断轴承故障。
信号共振稀疏分解可以在提取冲击成分的同时提取出信号中的谐波成分,适用于复杂信号的分解。为了避免信号共振稀疏分解品质因子手动选择带来的随意性,本文将遗传算法和信号共振稀疏分解方法相结合,提出了基于最优品质因子信号共振稀疏分解的滚动轴承故障诊断方法。该方法首先以低共振分量的峭度最大为目标,利用遗传算法对信号共振稀疏分解方法的品质因子进行优化,得到最优品质因子;然后利用最优品质因子对轴承振动信号进行信号共振稀疏分解,得到高共振分量和低共振分量;最后对低共振分量进行希尔伯特解调分析,通过观察包络解调谱中的频率成分对轴承故障进行识别。仿真信号和试验信号的分析结果验证了本文方法在滚动轴承故障诊断中的有效性。
1 最优品质因子信号共振稀疏分解
1.1 信号共振稀疏分解方法
信号共振稀疏分解方法根据信号共振属性的差异,并综合考虑信号的中心频率与频率带宽因素,能够将具有不同品质因子但中心频率相近且频率带相互重叠的信号进行有效分离。
该方法首先利用如图1所示的双通道分解滤波器组对分析信号进行TQWT,获得高Q变换与低Q变换的基函数库,并采用迭代计算的方法得到相应的变换系数。再利用MCA建立稀疏分解的目标函数

λ1‖W1‖1+λ2‖W2‖1
(1)
式中λ1,λ2为正则化参数;W1和W2分别表示信号x1和x2在框架S1,S2下的变换系数。

图1 双通道分解滤波器组Fig.1 Two-channel decompose filter banks
采用分裂增广拉格朗日收缩算法(SplitAugmentedLagrangianShrinkageAlgorithm,SALSA)[15],对式(1)进行迭代运算,更新变换系数,并获得最小的目标函数J。

(2)
1.2 基于遗传算法的品质因子优化
信号共振稀疏分解方法根据信号中成分的共振属性的差异,利用TQWT,分别获得高Q变换和低Q变换的带通滤波器组,从而将信号分解成高共振分量和低共振分量,其低通滤波器组和高通滤波器组的尺度参数分别为α和β,当品质因子Q和冗余度r确定后,对应滤波器组的尺度参数由下式确定

(3)
由式(3)可以看出,增大Q和r,将使得尺度参数α和β变小,即提高了滤波器组的频率分辨率。TQWT的分解层数L由下式确定
(4)
由式(4)可以看出,若盲目增大Q或r,将导致分解层数L过大,从而浪费计算资源;同时,过大的Q或r将使得TQWT的子带信号中出现奇异信号,不利于获得最佳的分解效果。因此,如何根据信号的特点,选择合适的Q和r值,是获得理想分解效果的关键。当r大于等于3时,TQWT已能获得良好的局部化性能,为了减小计算负荷,本文将r均取值为3[6,7]。至此,获得理想分解效果的关键在于如何自适应地选择最优品质因子。然而,传统的信号共振稀疏分解方法的品质因子由手动选择,往往带有随意性,难以获得理想的分解效果。
为了避免信号共振稀疏分解方法中品质因子手动选择带来的随意性,本文将遗传算法与信号共振稀疏分解方法相结合,提出了基于最优品质因子的信号共振稀疏分解方法。该方法能够根据信号的特点,自适应地选择最优品质因子,使得对应的TQWT基函数的振荡特性与待分离信号的振荡特性达到最优匹配,从而得到更好的信号分离效果。
基于最优品质因子的信号共振稀疏分解方法以低共振分量的峭度最大为目标,利用遗传算法对信号共振稀疏分解方法的品质因子进行优化,具体过程如下:
(1)初始化。随机初始化种群,选择二进制编码方式,将品质因子Q1和Q2进行二进制编码,编码后的Q1和Q2形成染色体,种群数量设置为40,最大遗传代数为200。
(2)适应度估计。将染色体解码,得到品质因子Q1和Q2,对待分解信号进行信号共振稀疏分解,计算其低共振分量的峭度,并以此作为个体适应度的估计值。
(3)遗传操作:选择、交叉和变异。在每次遗传过程中,具有较高适应度值的10%的染色体将被保留,其余的染色体则通过随机遍历抽样法进行选择,从而繁殖出下一代;交叉方法为单点交叉,概率为0.67;变异的概率为0.0175。
(4)迭代。在出现新的个体后,重复第(2)和第(3)步,利用新个体更新种群。
(5)终止。将最大遗传代数定义为终止条件,当遗传代数达到终止条件时,结束优化过程。
2 滚动轴承故障诊断原理
滚动轴承内、外圈的故障特征频率的计算公式为[1]
(5)
(6)
式中fo为外圈故障特征频率,fr为轴的转动频率,fi为内圈故障特征频率,Z为滚动体个数,d为滚动体直径,D为轴承节径,α为接触角。
当轴承内、外圈或滚动体出现局部故障时,其振动信号通常包含瞬态冲击成分、轴转频及其倍频等谐波成分和背景噪声,而滚动轴承的主要故障信息往往包含在这些瞬态冲击成分当中。因此,如何对滚动轴承故障振动信号中的冲击成分进行准确提取,进而对相邻冲击之间的时间间隔加以识别,是滚动轴承故障诊断的关键所在。
为了避免传统信号共振稀疏分解方法的品质因子因手动选择带来的随意性,本文以信号共振稀疏分解的低共振分量峭度最大为目标,利用遗传算法对信号共振稀疏分解方法的品质因子进行优化,再利用最优品质因子对轴承振动信号进行信号共振稀疏分解,从而获得最佳的冲击信号提取效果。基于最优品质因子信号共振稀疏分解的滚动轴承故障诊断流程如下:
(1)信号共振稀疏分解品质因子优化。采用遗传算法,将品质因子Q1和Q2作为变量,以轴承振动信号经信号共振稀疏分解得到的低共振分量峭度最大为目标,对信号共振稀疏分解方法的品质因子进行优化,得到最优品质因子。
(2)信号分解。利用最优品质因子,对轴承振动信号进行信号共振稀疏分解,得到高共振分量和低共振分量。
(3)解调分析。对得到的低共振分量进行希尔伯特解调分析,识别轴承故障特征频率,从而诊断轴承故障。
基于最优品质因子信号共振稀疏分解的滚动轴承故障诊断流程如图2所示。

图2 基于最优品质因子信号共振稀疏分解的轴承故障诊断流程图Fig.2 Flow chart of the fault diagnosis of rolling bearings based on the resonance-based sparse signal decomposition with optimal Q-factor
3 算法仿真
3.1 仿真信号分析
为验证最优品质因子信号共振稀疏分解方法的有效性与优越性,用如式(7)所示的仿真冲击信号,信号的载波频率为1 200Hz,衰减系数为-1 500。
(7)
采用频率为fc=33.0Hz的正弦信号对仿真冲击信号进行幅值调制,即相邻冲击之间的时间间隔为T=0.03 s。仿真信号的采样频率为4 096 Hz,采样点数为4 096,采样时间为1.0 s,得到周期的冲击信号,其时域波形如图3(a)所示。图3(b)为图3(a)所示信号的包络解调谱,从图中可以看出,该包络解调谱主要由调制频率fc及其谐波组成。
(8)
在工程实际中,轴承故障信号中往往夹杂着许多谐波成分和背景噪声,为了模拟谐波干扰,在式(7)的冲击信号里加入一个幅值调制信号,如式(8)所示,其载波频率f1=600Hz,调制频率f2=50Hz;再加入信噪比为0的随机噪声,以模拟实际工况下的背景噪声,得到仿真的合成信号,其时域波形如图4所示。从图中可以看出,冲击信号已被干扰所淹没。

图3 周期冲击信号的时域波形及包络谱Fig.3 The time domain waveform and the envelope spectrum of periodic impulse signal

图4 合成信号Fig.4 The synthesized signal
采用本文方法提取冲击信号,对图4所示的合成信号进行基于最优品质因子的信号共振稀疏分解。经过200次遗传迭代后,最优解的变化和种群均值变化如图5所示。由图可知迭代70代以后遗传算法收敛到最优解,从而可得到最优品质因子Q1=3.94,Q2=1.03。分解结果如图6所示,图6(a)为高共振分量,其谐波特性明显,主要包含了载波频率为f1、调制频率为f2的幅值调制成分;图6(b)为低共振分量,与图3(a)所示仿真冲击信号相比可知,其冲击信息有所损失,但冲击特性明显,且相邻冲击之间的时间间隔约为T′=0.03s,与仿真设置一致;图6(c)为残余信号,为原始信号与高共振分量和低共振分量之差,即信号重构误差,从图中可以看出,残余信号能量非常小,说明本文方法具有良好的信号重构性能。由于残余信号能量太小,下文中残余信号均不再给出。

图5 最优解的变化和种群均值变化Fig.5 The change of optimal solution and the population mean

图6 合成信号最优品质因子信号共振稀疏分解Fig.6 Decomposition of the synthesized signal by the resonance-based sparse signal decomposition with optimal Q-factor
对图6(b)所示的低共振分量进行希尔伯特解调分析,得到的包络解调谱如图7所示,可以看出,图中谱峰主要由fc及其谐波组成。将图7与图3(b)进行对比,发现两图中的频率成分几乎完全一致,说明本文方法能很好地提取冲击信号的调制信息,验证了本文方法的有效性。

图7 最优品质因子信号共振稀疏分解的包络谱Fig.7 The envelope spectrum based on the resonance-based sparse signal decomposition with optimal Q-factor
3.2 抗噪性能分析
一般来说,一种好的信号分解方法必须具备良好的抗噪性能,因此,本文通过添加不同信噪比的随机噪声来检验本文方法的抗噪性能。分别添加信噪比为0,-1,…,-9,-10dB的随机噪声,并利用本文方法对合成信号进行分解和希尔伯特解调分析,其低共振分量包络解调谱如图8所示。从图8中可以看出,当信噪比在0到-5dB之间时,fc及其多个谐波被识别,解调效果非常好;当信噪比在-6到-10dB之间时,识别的fc及其谐波数目在减少,但依然可以识别fc及其2倍谐波。由此可见,本文方法具有良好的抗噪性能。

图8 不同噪声水平下最优品质因子信号共振稀疏分解的包络谱Fig.8 The envelope spectrum based on the resonance-based sparse signal decomposition with optimal Q-factor under different noise levels
4 应用实例
为了验证最优品质因子信号共振稀疏分解方法在实际轴承故障诊断中的有效性,在齿轮箱中选择一个轴承,先后设置内、外圈故障进行试验。试验采用的是SKF6307-2RS深沟球轴承,轴承参数如表1所示。
为了模拟轴承局部故障,用激光分别在轴承内、外圈上切割出宽0.15mm,深0.13mm的槽。将振动加速度传感器安装在轴承座上,拾取径向垂直方向上的振动加速度信号。试验过程中,当模拟滚动轴承外圈故障时,轴转速约为1 500r/min;当模拟滚动轴承内圈故障时,轴转速约为1 200r/min,采用LMS数据采集箱采集振动加速度信号,采样频率为4 096Hz,采样点数为1 024,采样时间为0.25s。通过式(5)和(6)计算得到内、外圈的故障特征频率分别为fi=98.8Hz,fo=76.5Hz。

表1 滚动轴承参数
4.1 滚动轴承外圈故障
滚动轴承外圈故障振动信号的时域波形如图9所示,图中的冲击成分不够明显,需要进一步提取其中的冲击成分。采用本文方法,对图9所示的信号进行分解,得到最优品质因子Q1=18.54,Q2=1.38,分解结果如图10所示,图10(b)为低共振分量,从中可以发现明显的冲击成分。
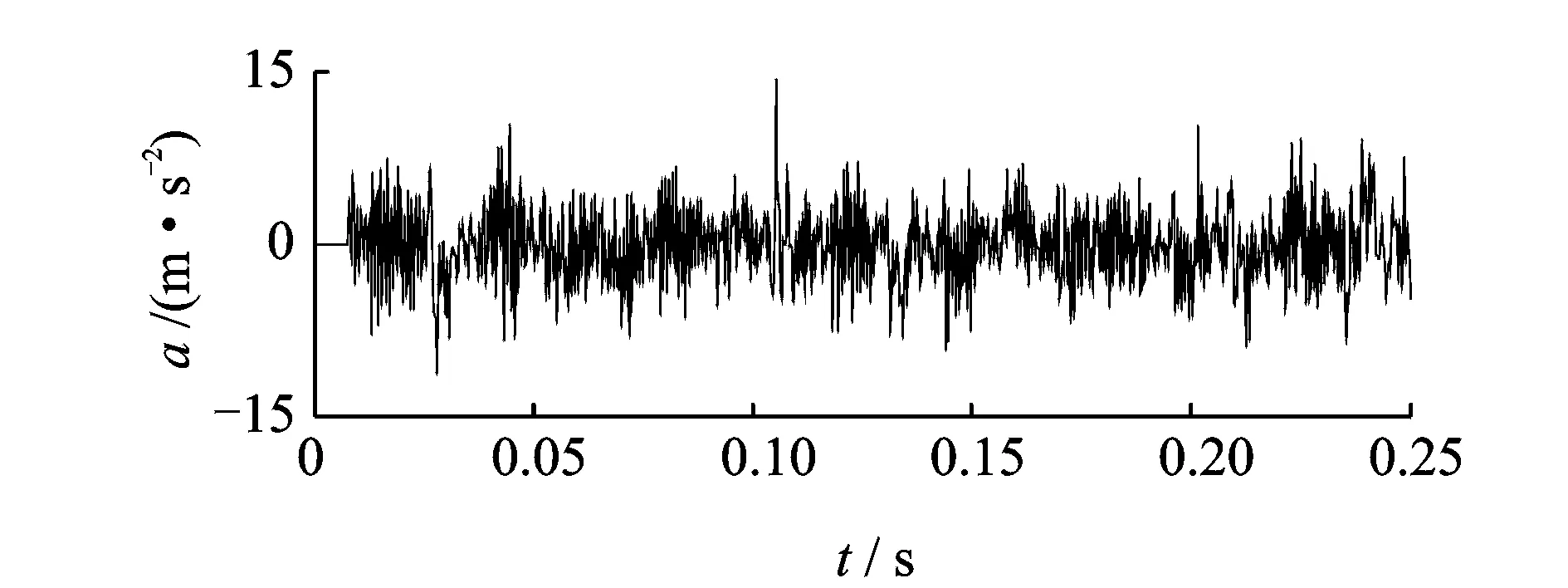
图9 轴承外圈故障原始振动信号Fig.9 The original vibration signal with bearing outer race fault
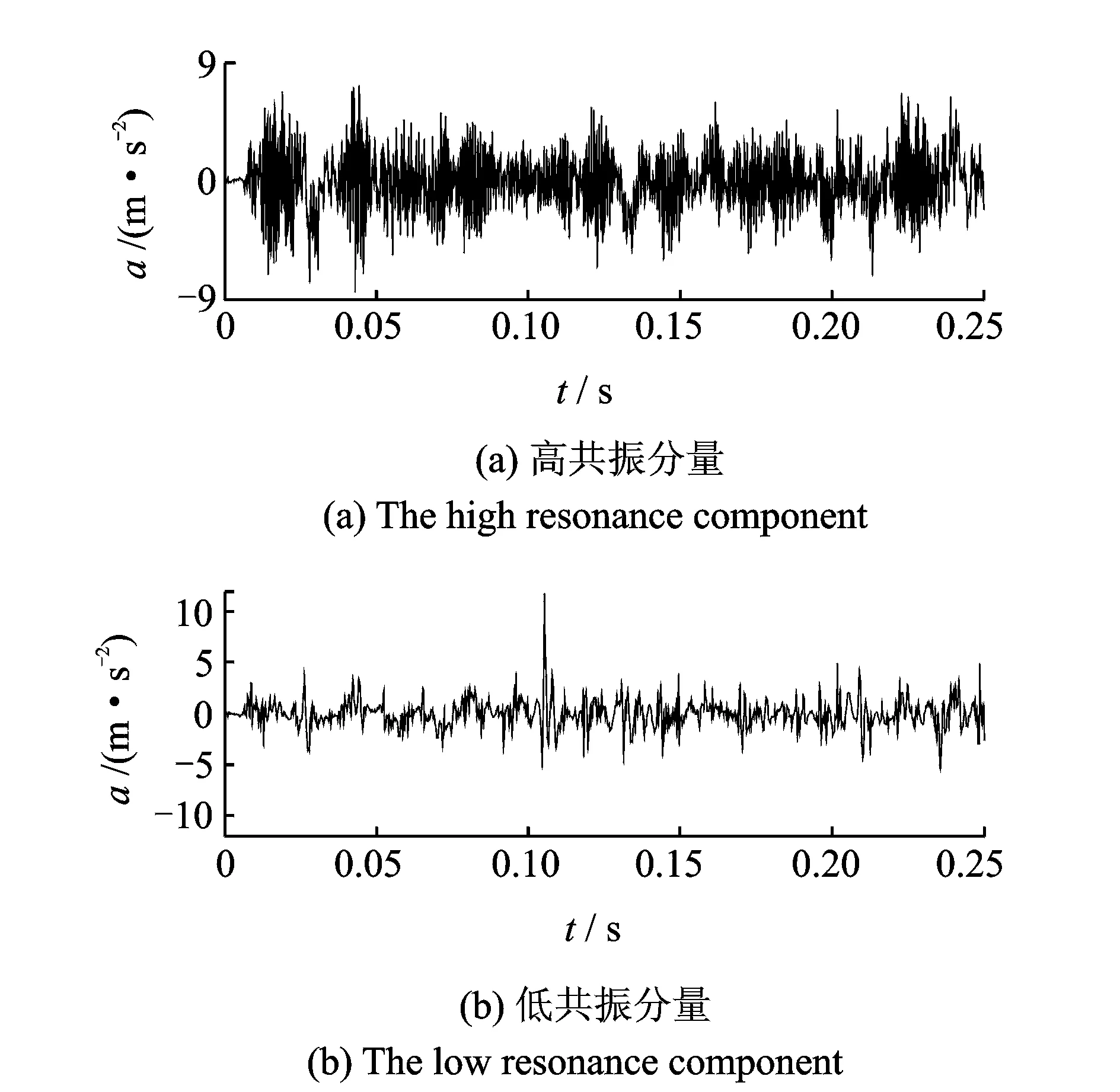
图10 轴承外圈振动信号最优品质因子信号共振稀疏分解Fig.10 Decomposition of the original vibration signal with bearing outer race fault by the resonance-based sparse signal decomposition with optimal Q-factor
对图10(b)所示的低共振分量进行希尔伯特解调分析,得到的包络解调谱如图11(a)所示,图中出现轴承外圈故障特征频率及其2,3,4倍谐波,符合轴承出现外圈故障的情形,图中fo为轴承外圈故障特征频率。由此可见,本文方法可以有效地诊断滚动轴承外圈故障。
同样地,采用传统的信号共振稀疏分解方法(参考仿真信号分析结果,选择品质因子,Q1=3.94,Q2=1.03,下同)对图9所示的信号进行分解和希尔伯特解调分析,得到的包络解调谱如图11(b)所示,图中只出现轴承外圈故障特征频率,其谐波成分则完全被噪声淹没。从以上对比分析可见,本文方法对轴承故障的诊断能力优于传统的信号共振稀疏分解方法。

图11 轴承外圈故障振动信号低共振分量包络谱Fig.11 The envelope spectrum of the low-resonance component of the original vibration signal with outer race bearing fault
4.2 滚动轴承内圈故障
滚动轴承内圈故障振动信号的时域波形如图12所示,图中的冲击成分不够明显,需要进一步提取其中的冲击成分。采用本文方法,对图12所示的信号进行分解,得到最优品质因子Q1=20.50,Q2=1.00,分解结果如图13所示,图13(b)为低共振分量,从中可以发现明显的冲击成分。

图12 轴承内圈故障原始振动信号Fig.12 The original vibration signal with bearing inner race fault
对图13(b)所示的低共振分量进行希尔伯特解调分析,得到的包络解调谱如图14(a)所示,图中出现转频及其谐波和轴承内圈故障特征频率,符合轴承出现内圈故障的情形,图中fr为转频,fi为轴承内圈故障特征频率。由此可见,本文方法可以有效地诊断滚动轴承内圈故障。

图13 轴承内圈振动信号最优品质因子信号共振稀疏分解Fig.13 Decomposition of the original vibration signal with bearing inner race fault by the resonance-based sparse signal decomposition with optimal Q-factor

图14 轴承内圈故障振动信号低共振分量包络谱Fig.14 The envelope spectrum of the low-resonance component of the original vibration signal with inner race bearing fault
同样地,采用传统的信号共振稀疏分解方法对图12所示的信号进行分解和希尔伯特解调分析,得到的包络解调谱如图14(b)所示,图中没有出现轴承内圈故障特征频率。
由此可见,传统的信号共振稀疏分解方法难以有效地诊断这一滚动轴承的内圈故障。从以上对比分析可见,本文方法对轴承故障的诊断能力优于传统的信号共振稀疏分解方法。
5 结 论
(1)信号共振稀疏分解方法的分解效果与品质因子密切相关,而手动选择品质因子往往带有随意性。以信号分量的峭度最大为指标,对品质因子进行优化,再利用最优品质因子进行信号共振稀疏分解,能达到最佳的分解效果。
(2)本文采用遗传算法优化参数选择,虽影响计算效率,但仿真和应用实例表明,利用本文方法对滚动轴承故障振动信号进行分析,能够有效地分离轴承冲击信号、提取轴承故障特征
[1] 丁康,李巍华,朱小勇.齿轮及齿轮箱故障诊断实用技术[M].北京:机械工业出版社,2005.
Ding Kang,Li Weihua,Zhu Xiaoyong.The Gear and Gearbox Fault Diagnosis Practical Technology[M].Beijing:China Machine Press,2005.
[2] Bayrram I,Selesick I W.Frequency-domain design of overcomplete rational-dilation wavelet transforms[J]. IEEE Transactions on Signal Process,2009,57(8):2 957—2 972.
[3] Selesnick I W.Wavelet transform with tunable Q-factor [J]. IEEE Transactions on Signal Processing,2011,59(8):3 560—3 575.
[4] Selesnick I W.Resonance-based signal decomposition:a new sparsity-enabled signal analysis method [J].Signal Processing,2011,91(12):2 793—2 809.
[5] Bobin J,Starck J L,Fadili J M,et al.Morphological component analysis:an adaptive thresholding strategy [J]. IEEE Transactions on Image Processing,2007,16(11):2 675—2 681.
[6] 陈向民,于德介,罗洁思.基于信号共振稀疏分解的包络解调方法及其在轴承故障诊断中的应用[J].振动工程学报,2012,25(6):628—636.
Chen Xiangmin,Yu Dejie,Luo Jiesi.Envelope demodulation method based on resonance-based sparse signal decomposition and its application in roller bearing fault diagnosis[J].Vibration Engineering,2012,25(6):628—636.
[7] 张文义,于德介,陈向民.基于信号共振稀疏分解与能量算子解调的轴承故障诊断方法[J].中国电机工程学报,2013,33(20):111—118.
Zhang Wenyi,Yu Dejie,Chen Xiangmin.Fault diagnosis of rolling bearings based on resonance-based sparse signal decomposition and energy operator demodulating[J].Proceedings of the CSEE,2013,33(20):111—118.
[8] Luo J,Yu D,Liang M.A kurtosis-guided adaptive demodulation technique for bearing fault detection based on tunable-Qwavelet transform[J].Measurement Science and Technology,2013,24(5):055009.
[9] Al-Raheem K F,Roy A,Ramachandran K P,et al. Rolling element bearing faults diagnosis based on autocorrelation of optimized:wavelet de-noising technique[J].The International Journal of Advanced Manufacturing Technology,2009,40(3-4) :393—402.
[10]Al-Raheem K F,Roy A,Ramachandran K P,et al.Rolling element bearing fault diagnosis using laplace-wavelet envelope power spectrum[J].EURASIP Journal on Applied Signal Processing,2007,(1):70—83.
[11]Goldberg D E,Holland J H.Genetic algorithms and machine learning[J].Machine Learning,1988,3(2):95—99.
[12]Vela C R,Varela R,Gonzalez M A.Local search and genetic algorithm for the job shop scheduling problem with sequence dependent setup times[J].Journal of Heuristics,2010,16(2):139—165.
[13]Peter W T,Wang D.The automatic selection of an optimal wavelet filter and its enhancement by the new sparsogram of bearing fault detection[J].Mechanical Systems and Signal Processing,2013,40(2):520—544.
[14]Su W,Wang F,Zhu H,et al.Rolling element bearing faults diagnosis based on optimal Morlet wavelet filter and autocorrelation enhancement[J].Mechanical Systems and Signal Processing,2010,24(5):1 458—1 472.
[15]Afonso M V,Bioucas-Dias J M,Figueiredo M A T.Fast image recovery using variable splitting and constrained optimization[J].Image Processing,IEEE Transactions on,2010,19(9):2 345—2 356.
Fault diagnosis of rolling bearings based on the resonance-based sparse signal decomposition with optimal Q-Factor
LIXing,YUDe-jie,ZHANGDing-cheng
(State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body, Hunan University, Changsha 410082, China)
When a localized defect is induced, the bearing vibration signal has the components of periodic impulses. However, the incipient periodic impulses are often submerged in the background noise and harmonic interferences, which undermine the effectiveness of envelope analysis method. To address the aforementioned issue, a novel method based on the resonance-based sparse signal decomposition with the optimal Q-factor is proposed in this paper. In this method, the optimal Q-factor is obtained firstly by the genetic algorithm, with the goal of maximizing the kurtosis of the low-resonance component of the resonance-based sparse signal decomposition. Then, the vibration signal of a rolling bearing is decomposed into the high-resonance component and the low-resonance component by the resonance-based sparse signal decomposition method with the optimal Q-factor. Finally, the low-resonance component is analyzed by the Hilbert envelope method, the cycle of the periodic impulse component can be acquired and the faults of the rolling bearing can be diagnosed. Simulation and application examples show that proposed method is effective in extracting the impulse signal from rolling bearings.
fault diagnosis; rolling bearing; resonance-based sparse signal decomposition; quality factor; genetic algorithm
2014-05-12;
2014-10-27
国家自然科学基金资助项目(51275161);湖南大学汽车车身先进设计制造国家重点实验室自主课题资助项目(71375004)
TH165+.3;TH133.33
A
1004-4523(2015)06-0998-08
10.16385/j.cnki.issn.1004-4523.2015.06.019
李星(1989—),男,硕士研究生。电话: 18871176289; E-mail: lx584400@163.com
