主机、齿轮箱基座总段安装的精度控制
2015-05-08张林线
张林线, 龚 容
(沪东中华造船(集团)有限公司, 上海 200129)
主机、齿轮箱基座总段安装的精度控制
张林线, 龚 容
(沪东中华造船(集团)有限公司, 上海 200129)
通过对总段搭载的反变形进行控制,对主机、齿轮箱基座定位安装中的前期准备工作、定位测量进行控制,最终达到缩短船台施工周期、确保轴线安装精度的目的。
主机、齿轮箱基座 总段搭载 精度控制
1 前言
舰船的主机、齿轮箱基座是船舶轴舵系中的三大件之一。由于舰船的轴系比一般船舶的轴系长,而船体是根据厂内的需要划分为若干个分段制造,因此舰船的轴系往往是处于跨越数个分段的状态。常规的施工方案是待主船体施工达到一定的状态,通过初照光确定轴系位置之后再进行主机、齿轮箱基座的安装,这就造成整个轴系系统施工周期较长。目前,我公司承建的某系列舰船如果按传统的工艺方法施工就会大量占用船台周期。在生产时间紧、任务急、周期短的情况下,为了能够改善这种现象,该船被要求实施总段搭载的新工艺。这也为主机、齿轮箱基座能够在总段中的安装创造了有利条件,然而主机、齿轮箱基座在总段安装的方法尚属首次,这一新工艺的实施实际上就是将轴舵系统的工作前移,最终达到缩短船舶轴舵系施工时间的目的。由于主机、齿轮箱基座是属于轴舵系中的三大件之一,它在总段中安装精度的好坏将直接影响到主机垫片和轴的安装精度,同时还可能出现主机、齿轮箱基座结构与船体结构的错位现象。为此,我们将通过对总段搭载的精度控制来解决基座与船体结构的错位,对完工总段的测量调整来确定主机、齿轮箱基座的定位要求,对主机、齿轮箱基座定位检测来确保其安装精度要求。
2 状况分析
主机、齿轮箱是船舶驱动力的核心。一般是处在船体的机舱区域,该船主机、齿轮箱基座是设置在EZ01总段之中。而EZ01总段是由前后两个底部、两对舷侧及甲板和横舱壁等分段组成。尤其是两个底部分段的大接缝处于主机基座的中间(见图1)。

图1 主机、齿轮箱基座定位示意图
由此可见,分段与分段之间的肋距控制将是主机、齿轮箱基座总段安装质量保证的前提。总段之间的肋距控制不好会直接造成主机、齿轮箱基座和船体底部分段的横向肋板结构产生错位。另外主机、齿轮箱基座是两组相对独立又相互联系的组合体,它们之间的尺寸及各自的水平要求也决定了以后轴系的安装质量。
3 精度要求
主机、齿轮箱基座在全船的轴系中是一部分。基座的安装不光对船体结构有要求,且对轴系中心线也有更高的要求。如果在安装过程中对主机、齿轮箱基座的高度、宽度、前后的尺寸控制不佳会对以后的全船轴系的安装产生相当大的影响。因此设计上对主机、齿轮箱基座的安装明确了精度要求(见表1)。
针对如此高的安装要求,如何平衡它们之间的关系,保证主机、齿轮箱基座在总段的安装符合精度要求,同时又能在船台总段搭载后最终满足轴系技术要求是我们需要攻克的难关。

表1 主机基座、齿轮箱基座安装精度
4 实施过程
4.1 总段搭载的精度控制
机舱区域的分段实行总段搭载工艺方法,为主机、齿轮箱基座能够在总段安装提供了基础。因此,总段搭载精度的好坏将直接影响到主机、齿轮箱基座的安装精度。前文已分析,由于主机、齿轮箱基座在机舱区域内的安装位置跨越两个底部分段,因此控制两个底部分段之间的肋距是总段搭载中应该重点注意的区域。在两个底部分段搭载时,如果分段之间的肋距或大或小或有超差都会引起主机基座与底部分段的肋板产生错位现象(见图2)。故而在确定两分段之间的余量时一定要向理论肋距靠拢,且满足精度要求。

图2 主机基座与底部分段肋板错位示意图
其次,总段是由底部、舷侧、甲板、横舱壁等若干个分段组合而成。针对底部分段在搭载焊接后会产生上翘变形的问题,我们采用在总段搭载时,应适当加放反变形工艺方法来进行控制。同时在底部分段装焊结束后对分段的中心线作必要的修正,为总段完工后安装主机、齿轮箱基座做好充分的准备。
4.2 主机、齿轮箱基座定位精度控制
4.2.1 主机、齿轮箱基座安装前期准备工作
(1) 勘划主机、齿轮箱基座安装对合检验线。主机、齿轮箱基座安装不但对轴系中心线有要求,且主机、齿轮箱基座与底部分段的结构也要求对筋。所以在EB01、EB02内底板上勘划出纵横向结构的对合检验线,并做好标记。此对合线是主机、齿轮箱基座入位后检测定位位置正确与否的依据。
(2) 完工总段状态测量。分段在搭载过程中会出现变形和产生误差,为消除这些问题必须对完工总段进行状态测量。基座安装前应连续三天对船体基线挠曲进行测量,同时还应对总段水平度、中心线偏差进行测量(见表2)。特别是对基线的测量应做评估或调整确认。

表2 总段状态测量表(平台阶段)
(3) 主机、齿轮箱基座各定位基准线的标定。在齿轮箱基座面板上标记出齿轮箱输出轴中心线、齿轮箱输入轴中心线。在主机基座面板上标记出肋位线、主机中心线。依据轮机专业的相关要求拉出主机、齿轮箱基座定位钢丝线(主机中心线、齿轮箱输入、输出轴中心线)。
4.2.2 主机基座、齿轮箱基座安装定位
(1) 齿轮箱基座定位。齿轮箱基座在整个轴系系统中是近于起点(交点)。因此,对于主机、齿轮箱两组基座中应先将齿轮箱基座进行定位安装。在齿轮箱基座吊到位后,可进行初步调整基座位置,使肋位线、输出轴中心线与定位基准线基本吻合。同时采用了以下方法来确保基座的安装精度。
① 调整基座前后位置:对准基座FR93+250肋位线和船体FR93+250肋位线。同时测量FR98壁到基座FR93+250肋位处距离(每侧基座应测内外两点)。
② 调整基座左右位置:使基座齿轮箱输入轴中心线对准2 250 mm钢丝线,齿轮箱输入轴中心线对准1 500 mm钢丝线。
③ 调整基座前后水平:调整基座高低位置,使基座面板与钢丝线处于平行状态,对基座实施定位焊。
④ 切割余量,定位基座:根据基座面板上表面至钢丝线的实测尺寸(理论尺寸936 mm),计算出余量值。在基座下端划出余量线,切割余量。复测各基准线,固定基座。
(2) 主机基座的定位。
主机、齿轮箱在轴系系统中是两组相互依存的设备系统,为此主机基座与齿轮箱基座的安装有着密切的关联性。由此在安装齿轮箱基座时,同时还应考虑到主机基座的安装位置。也就是说,主机基座除了应按照前面齿轮箱基座要求定位外,还要注意主机基座与船体底部分的结构不能错位。同时还应满足主机基座与齿轮箱基座之间的尺寸应符合技术要求。否则会影响到以后轴系安装中的调节块精度(见图3)。
在整个主机基座安装定位中,除了应满足齿轮箱基座的安装精度要素外,还应确保主机基座的左右基面保持水平。对主机、齿轮箱基座在总段定位过程中的各项要素,必须做好焊前和焊后的测量记录(见图4)。
主机、齿轮箱基座在总段中的安装不是最终的状态,而该总段在船台的搭载才是决定主机、齿轮箱安装质量的决定因素。因此,在总段吊离前应对牵涉主机、齿轮箱基座的相关数据进行测量记录。使总段船台定位时应保持与平台阶段的总段状态一致性。在总段船台定位结束后应对总段状态进行测量。同时应对基座的水平度进行复测,如水平度不满足精度要求,应对总段状态进行调整。总段定位结束后,轮机专业根据船台标杆基线复测钢丝线。船体专业根据轮机专业意见,必要时对总段状态进行调整。
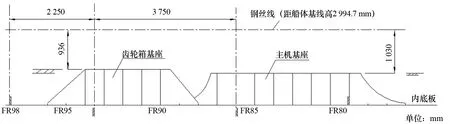
图3 主机、齿轮箱基座相关尺寸示意图

图4 主机、齿轮箱基座测量要素示意图
5 效果
在实施主机、齿轮箱总段安装的新工艺后,在五条船的实际操作中,基座轴中心线与船体中心线偏差≤2 mm,基座腹板与轴中心线间距偏差±1 mm,基座面板上表面距轴中心线高度偏差+3 mm,基座横向水平偏差≤2 mm,前后位置±2 mm。该项目的定位、装焊报验一级品率均达到了100%。由于改变了传统的工艺方法,使船台轴系安装周期缩短了约20天,因此,无论是从安装精度还是从安装周期来看都取得了比较明显的效果。
6 结束语
当今世界的造船技术不断创新,造船工艺如不及时改变和提高必然会给企业效益带来很大冲击,新工艺和技术在造船领域的实施是必然的趋势。而此文介绍实施的主机、齿轮箱基座在总段中的安装新工艺、新技术正好顺应了这一趋势的发展。目前此新工艺已在该系列船中得到了稳定的应用,同时也为同类船舶的建造提供了很好的鉴见。
[1] 魏莉洁,何志标.船舶建造工艺[M].哈尔滨:哈尔滨工业大学出版社,2010.
[2] 张关明.钢材的水火弯曲与矫正[M].北京:人民出版社,1986.
[3] 黄浩.船体工艺手册[M].北京:国防工业出版社,1989.
[4] 高介祜.船体建造精度管理[M].北京:中国船舶工业总公司出版,1988.
[5] GJB国军标准.GJB 3182-98水面舰船船体建造精度要求[S].1998.
[6] 雷世明.焊接方法与设备[M].北京:机械工业出版社,2000.
The Installation Accuracy Control of Base Sections of Main Machine and Gear Box
ZHANG Lin-xian, GONG Rong
(Hudong Zhonghua Shipbuilding (Group) Co., Ltd., Shanghai 200129, China)
The reverse deformation control of general section carrying is expounded, the prior period preparatory and positioning survey of base sections positioning and installation of main machine and gear box are introduced in this article. The berth period is shortened, the axis installation precision is guaranteed.
The base of main machine and gear box General section carrying Precision control
张林线 (1958-),男,工程师。
U671
B
