不锈钢药芯焊丝焊接电弧气氛的光谱分析
2015-05-03张军强李志勇刘富强任杰亮
张军强,李志勇,刘富强,任杰亮
(1.山西省产品质量监督检验研究院,山西 太原 030012;2.中北大学材料科学与工程学院,山西 太原 030051)
0 引 言
不锈钢具有耐蚀、使用寿命长、结构安全等特点,在工业中的应用日益广泛[1]。我国不锈钢生产和使用量近五年来一直居于世界首位,约占世界总量的40%。与此同时,不锈钢产品的焊接材料也在迅猛发展。其中,药芯焊丝与传统实心焊丝相比,具有可大电流施焊,焊接效率高,适合全位置焊接,作业性能好,焊接质量高,工艺性好等优点,因此得到推广应用[2]。21世纪以来,我国不锈钢药芯焊丝的发展极为迅速;但不锈钢药芯焊丝在应用中,存在焊接电弧气氛引起的重金属烟尘污染问题,制约了其推广和使用[3]。到目前为止,日本、韩国等药芯焊丝生产大国都逐渐意识到这一问题,极力开发低烟尘的药芯焊丝[4]。要解决上述问题,首先要对焊接电弧气氛进行研究和监测,进而控制烟尘中重金属污染物。
到目前为止,还缺乏有效的不锈钢药芯焊丝电弧气氛污染物种类的检测方法和手段,国内外工业中采用的仍是较落后的烟尘收集和称重法,只能简单评价药芯焊丝对环境的影响。该方法仅简单称量烟尘的重量,对污染物种类、粒度、成分需要依赖大量后续分析工作;而且设备庞大笨重,收集成本高、检测周期长;对电弧气氛中悬浮颗粒之外的其他形式污染,(如Cr、Ni、Mn等高价重金属离子的金属蒸汽,这些以气体状态存在的严重污染)却无法有效检测[5],很难满足不锈钢焊接制造对在线环境监测和评价的要求。一些研究者尝试采用激光散射法来监测焊接污染物的信息,但这种方法也仅能对污染物粒径进行检测,无法实现电弧气氛中污染物种类(如Cr、Ni)的检测[6]。因此,一种能够快速有效反映焊接电弧气氛变化的检测方法成为迫切需求。
焊接电弧辐射蕴含丰富的焊接过程信息,在焊接过程测控、电弧温度诊断、电弧高速摄像等方面得到广泛应用[7-9]。但到目前为止,研究者还未将其用于不锈钢药芯焊丝电弧气氛的检测;这主要是由于不锈钢焊接的药芯成分复杂,研究者对于不锈钢药芯焊丝的电弧光谱的认识还远远不足[10]。因此,有必要对不锈钢药芯焊丝焊接电弧的辐射进行研究,对电弧辐射光谱的复杂成分进行标定,并对焊接电弧光谱的变化规律进行研究,为不锈钢药芯焊丝电弧气氛的有效监测提供研究基础。

表1 不锈钢药芯焊丝化学成分 %
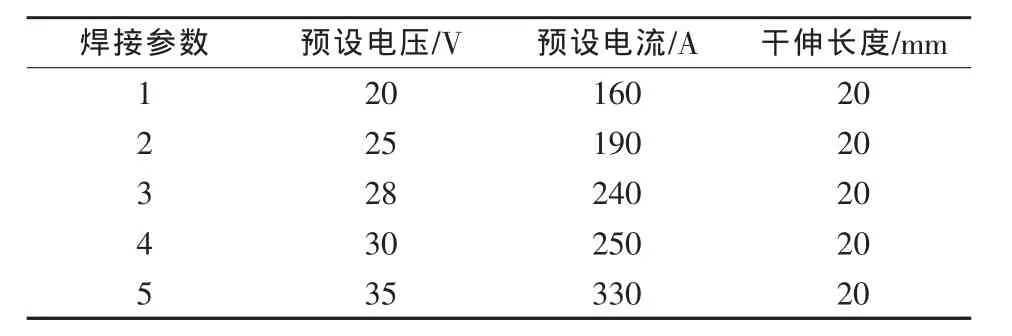
表2 焊接工艺参数
1 试验方法
本试验的采集装置如图1所示,在逆变电源供电下,实现稳定的焊接电弧。采用自主开发的同步采集装置,对焊接电弧的光谱信息和电信号进行采集。采集到焊接电弧光谱和焊接过程的电信号被快速存储到计算机中,用来进行分析和研究。
本实验采用的光谱仪为荷兰Avaspec-2048FT-2光纤式数字光谱仪,光纤双通道输入,可以对200~1100nm波段范围的光谱进行采集,分辨率达0.3nm,盔甲包装的Y字型光纤保证了光谱信号的同步同点采集;在外部触发模式下,可以周期性实现光谱信息的采集;本研究采用此模式对焊接过程的光谱信息进行采集。除此之外,光谱仪还可实现多达8个特征谱段积分强度的同步采集,便于信息的融合和特征信号的提取。
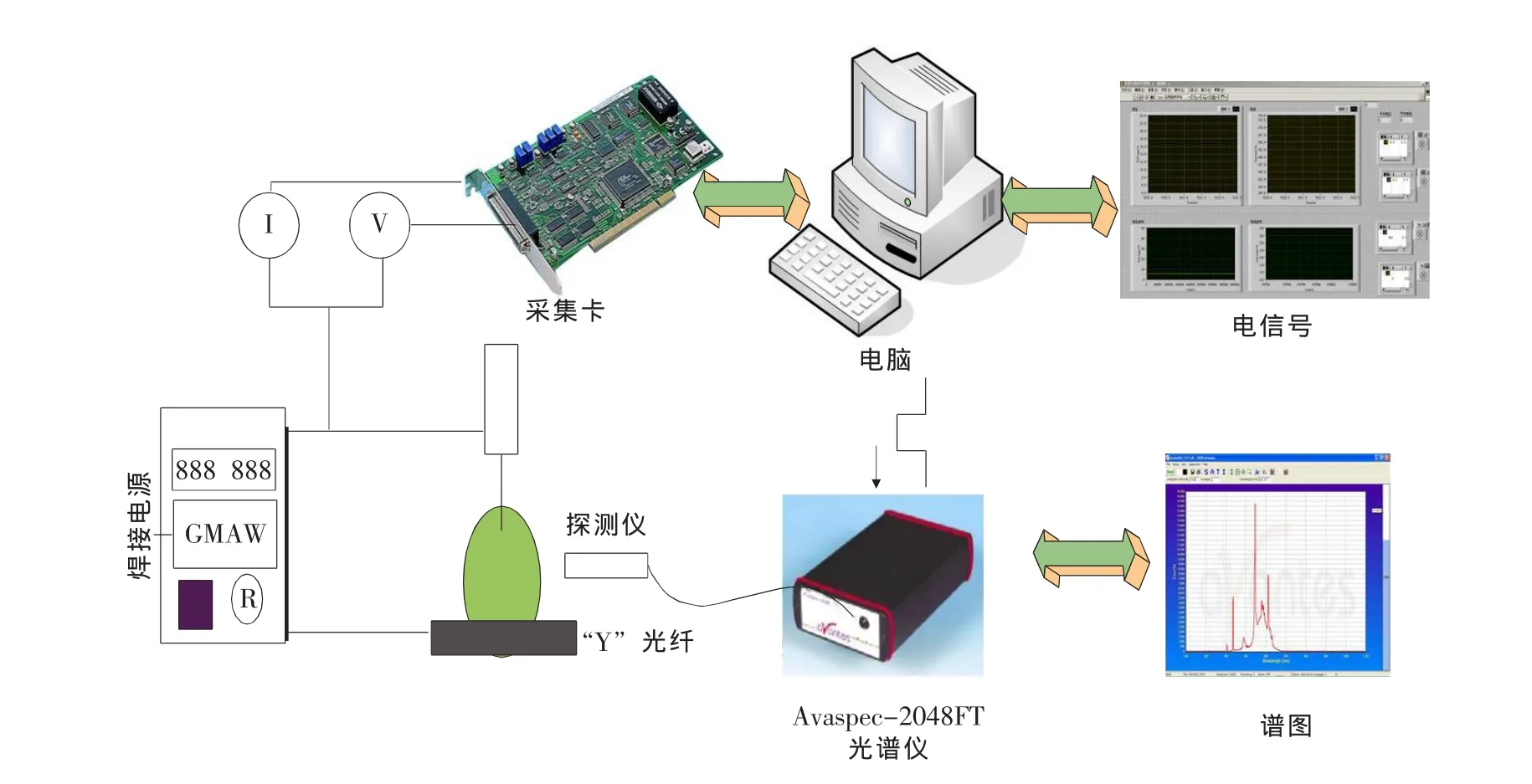
图1 同步采集试验装置图
本实验采用的焊接电源为NB-500气保焊机,纯氩保护,本研究采用不锈钢药芯焊丝为E309LT0-1(焊丝成分如表1所示),直径为1.2mm,保护气流量16L/min。
为了研究在不同过渡形态下光谱的分布及其变化规律,焊接试验参数如表2所示。采用不同的焊接参数进行施焊,从而研究不同焊接状态下的焊接电弧光谱。
对于某一参数下的焊接过程,通过光谱仪周期采集焊接瞬时的光谱分布特征;再将采集到的大量瞬时光谱分布信息对比,得到典型的分布状态,进一步结合电弧物理对光谱信息进行分析,对产生的典型分布状态和变化规律给予合理的物理解释。
2 电弧气氛的光谱元素标定
图2、图 3 分别给出了 250~600nm,600~900nm采集到的光谱图,其对应的焊接参数为28V,240A,此时得到的谱线图强度既不饱和,也不会过弱,有利于元素谱线的标定。本研究也对其他参数条件下的大量光谱数据进行了标定,结果表明元素种类基本一致,只是强度有差异。
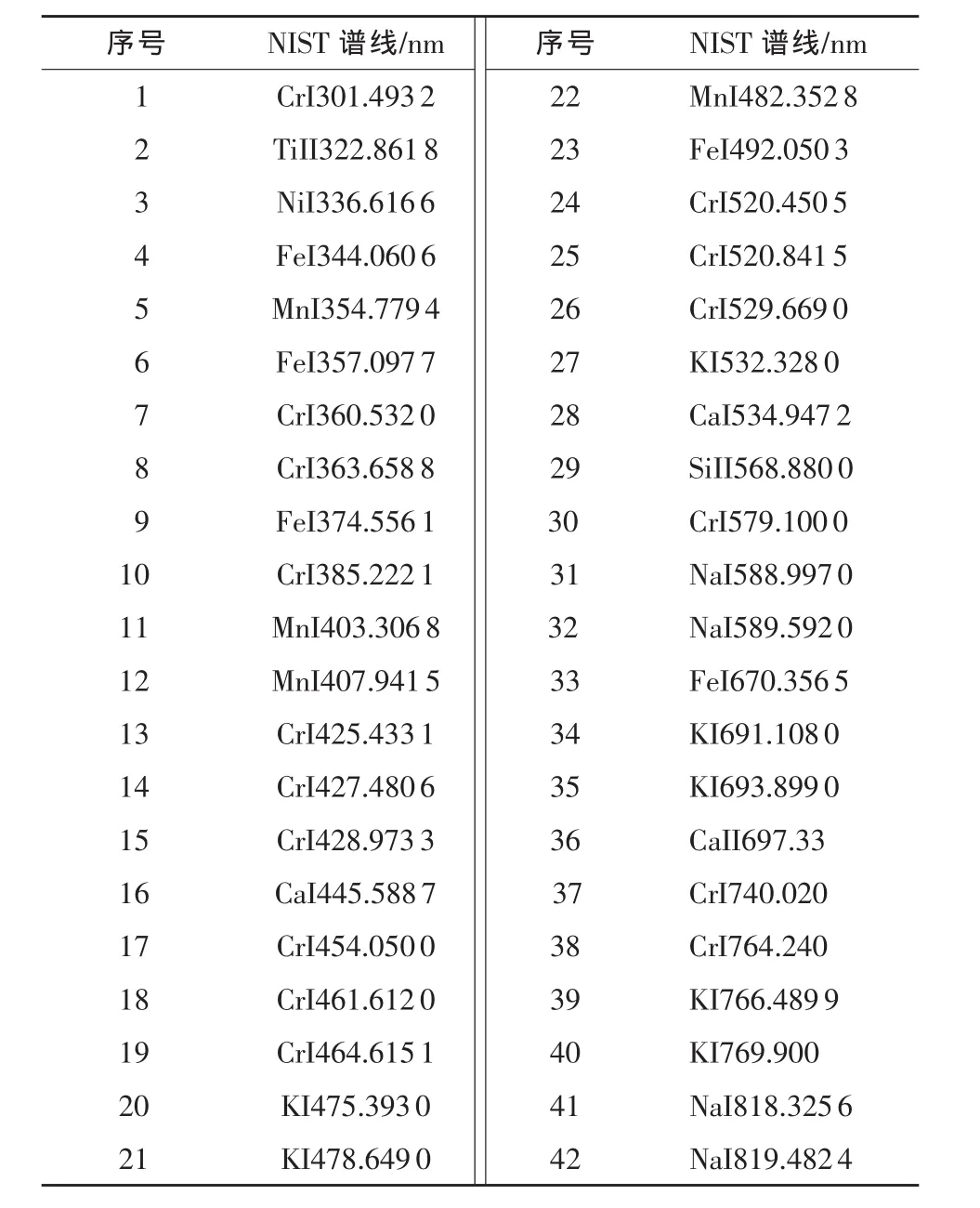
表3 不锈钢药芯焊丝电弧光谱标定结果
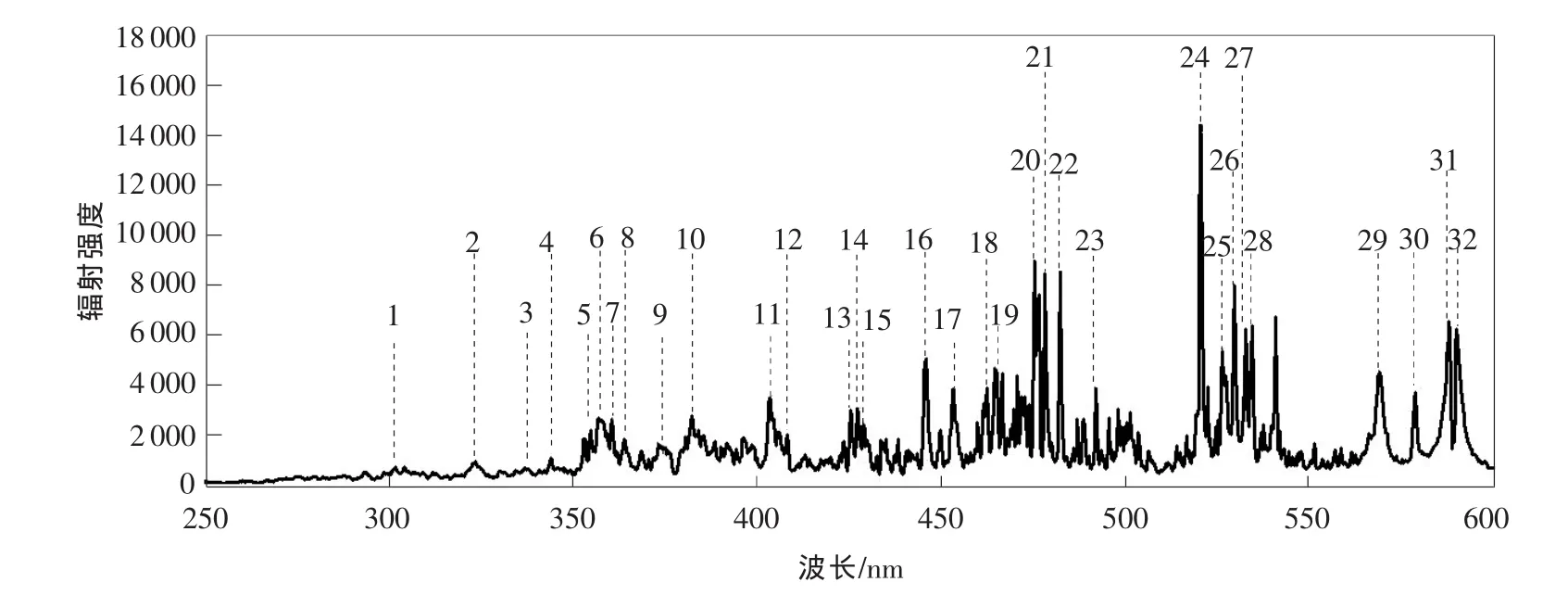
图2 不锈钢药芯焊丝电弧在250~600nm的光谱图

图3 不锈钢药芯焊丝电弧600~900nm的光谱图
为了对不锈钢药芯焊丝的电弧气氛进行分析,对采集到的电弧光谱信息,参照美国标准局(NIST)的谱线数据库进行了对比标定。由于药芯焊丝的谱线众多,分析时采用电弧物理理论分析、元素成分分析、元素多谱线确认等逐一筛选的方法进行标定。最终标定结果与NIST的对照谱线数据如表3所示。
由表3的标定结果可知,E309LT0-1药芯在250~350nm 谱段,主要有 CrI、FeI、NiI、TiII等谱线。 在350~450 nm谱段范围内,E309LT0-1焊丝谱线有MnI、FeI、CrI等谱线;可以发现,在此区间存在较集中的CrI和MnI谱线群。在450~510 nm谱段范围内,E309LT0-1 焊丝的谱线由 CrI、MnI、KI等元素构成,其中出现了较多的CrI谱线。在510~610 nm范围内,E309LT0-1 焊丝的谱线成分由 CrI、KI、CaI、SiII、NaI等谱线构成。 在 610~750nm 范围内,以 KI、CrI、FeI谱线为主。在 750~900nm 谱段,主要存在 KI、NaI谱线。对E309LT0-1药芯焊丝的成分和光谱的对比分析表明:焊丝中的主要成分Cr、Fe、Mn均在电弧中产生大量的金属谱线。除此之外,焊丝药芯中存在的大量稳弧剂、造渣剂等,也是焊接电弧中产生谱线的主要成分来源[11],由谱线分析可知,Ca、K、Na、Cs等易于电离的元素,产生了大量线谱,主要分布在500nm以上的谱段中。
由上述分析可知,焊接电弧气氛除了Ca、Na、K、Fe等,还存在大量重金属Cr的成分,这与低碳钢药芯焊丝的成分存在较大差别,会对环境造成较大污染。
3 电弧光谱的变化特点
在焊接过程中,电弧会随着焊接参数和焊接稳定性的变化而变化,进而引起电弧辐射的变化。这种电弧辐射光谱的变化,与电弧温度、电弧气氛的元素浓度均存在直接联系,因此,有必要对焊接过程中,不锈钢药芯焊丝的电弧光谱变化特点和规律进行研究,本研究按照表2所示的焊接参数,通过大量连续采集焊接过程中光谱,研究其变化规律。由于不同的焊接参数其光谱变化规律基本相同,因此在此选择一组参数进行分析(20V,160A)。
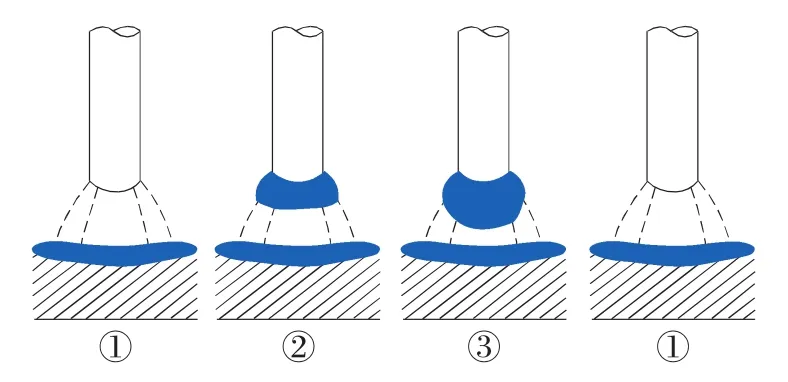
图4 熔滴过渡过程
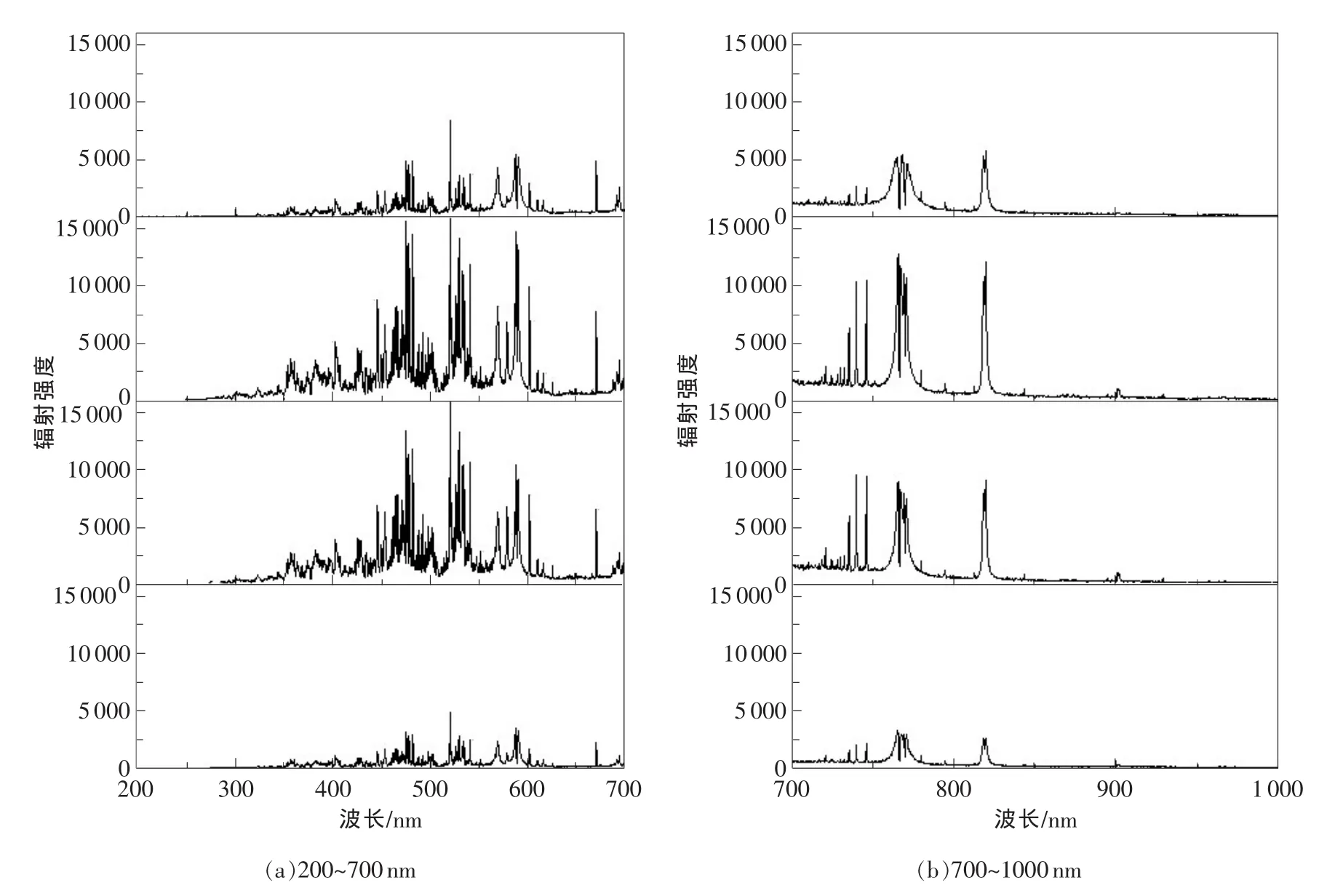
图5 几种状态下电弧光谱的变化对比图(20V,160A)
如图4所示,在同一设定参数下,由于熔滴过渡的影响,电弧会随着熔滴过渡产生波动,电弧的状态处于不断变化中,此时电弧气氛组成的变化,都是焊接过程中的正常变化,这种变化通过光谱反映出来,可用来检测气氛浓度在焊接过程中的动态变化值。换言之,仅需要控制焊接参数相同即可,对于正常焊接过程中的电弧变化,是不需要控制的;在同一焊接参数下,可以通过其特征谱线辐射强度的平均值来对比检测不同不锈钢药芯焊丝电弧污染物。其动态变化数值可以评价在具体某一焊接过程中各个瞬时的电弧气氛变化。
图5给出了一组参数下的4个不同焊接状态下光谱的变化。可以看出,在焊接过程中,由于焊接电弧的波动,会造成电弧辐射光谱的变化,也反映出电弧气氛和状态的变化。根据电弧的物理基础,可以得知电弧中特征元素谱线的强度与电弧温度、电弧中气氛的浓度存在很大关系。而在稳定的喷射过渡焊接过程中,电弧温度的变化并不大;因此,辐射光谱的强度与电弧气氛中元素的浓度存在很大关系。
对比图5的4种电弧状态可知,电弧辐射的强度随着电弧状态的不同,其整体辐射出现波动,对应的线谱辐射也随之发生强度变化,但辐射线谱的种类基本一致。在同一焊接参数下,可以通过其特征谱线辐射强度的平均值来对比检测不同不锈钢药芯焊丝电弧污染物。其动态变化值可评价在具体某一焊接过程中各个瞬时的电弧气氛变化。
具体到元素种类谱线而言,Ca、K、Na等药芯成分的谱线强度随电弧波动的变化较均匀,在辐射强度较低时仍能具有一定强度的线谱辐射。而Fe、Cr等焊丝成分的电弧光谱强度变化较大,当电弧辐射变小时会明显减弱,其中730~750 nm的CrI线谱更明显。这主要是由于药芯成分中的K、Na等具有较低的电离电位,在电弧辐射较弱时,仍保持较高的电离浓度,因而具有较强辐射。而Cr、Fe等则相对较弱。由此可见,增大药芯焊丝中低电离电位元素的成分比例,不仅有助于电弧的稳定性,也有助于采用较小工艺参数时,减小电弧气氛中Cr等重金属污染物的浓度。
4 结束语
本文对不锈钢药芯焊丝的电弧光谱辐射进行了光谱分析和研究,主要结论如下:
1)焊接电弧气氛除了 Ca、Na、K、Fe 等,还存在大量重金属Cr的成分,每个元素均具有特征线谱。
2)电弧辐射光谱强度随着电弧状态的不同而变化,Ca、K、Na在辐射强度较弱时仍具有一定线谱强度,而Cr、Fe等变化更明显。
[1]王元清,袁焕鑫,石永久,等.不锈钢结构的应用和研究现状[J].钢结构,2010,25(2):1-12.
[2]王元良,陈辉.药芯焊丝焊接材料的发展[J].电焊机,2008,38(4):1-8.
[3]裴新军,潘川,何志勇,等.不锈钢药芯焊丝中药粉的作用[J].焊接技术,2012,41(11):1-4.
[4]栗卓新,高丽脂,李国栋.不锈钢焊接烟尘中Cr(VI)及环保型焊材的研究进展[J].中国材料进展,2013,32(4):249-253.
[5]胡光明.焊接烟尘浓度检测与研究[J].金属加工,2011(20):45-46.
[6]李桓,陈埒涛,宋永伦,等.基于激光散射法的焊接烟尘粒径测量[J].电焊机,2005,35(3):9-12.
[7]Ogawa Y.High speed imaging technique Part 1-high speed imaging of arc welding phenomena[J].Science&Technology of Welding&Joining,2011,16(1):33-43.
[8]Li Z Y,Wang B,Ding J B.Detection of GTA welding quality and disturbance factors with spectral signal of arc light[J].Journal of Material Processing Technology,2009,209(10):4867-4873.
[9]Yu H, Xu Y, Song J.On-line monitor of hydrogen porosity based on arc spectral information in Al-Mg alloy pulsed gas tungsten arc welding[J].Optics&Laser Technology,2015,70(7):30-38.
[10]Jia C, Zhang T, Yuri S M.Spectroscopic analysis of the arc plasma of underwater wet flux-cored arc welding[J].Journal of Materials Processing Technology,2013,213(8):1370-1377.
[11]王禄田,潘川,佟淑英,等.减少药芯焊丝飞溅的途径[J].物理测试,2002(2):14-15.