交—交变频器在包钢宽厚板轧机主传动中的应用
2015-04-30崔桂梅杨丛军
崔桂梅 杨丛军
摘要:文章针对包钢宽厚板轧机主传动运行生产的需要,对轧机轧辊传动交-交变频器进行深入的消化和吸收,并改善运行参数,从而达到适应生产实际需要;通过对SIEMENS交-交变频器矢量控制进行研究,优化了磁通角的计算方法、轧机上下轧辊的负荷平衡控制方式等,稳定了主传动系统安全连续生产,对企业的意义重大。
关键词:交-交变频器;包钢宽厚板轧机;主传动;矢量控制;磁通角 文献标识码:A
中图分类号:TG333 文章编号:1009-2374(2015)16-0050-02 DOI:10.13535/j.cnki.11-4406/n.2015.16.024
1 概述
大功率交-交变频调速控制技术是20世纪70~80年代发展起来的新技术,已经取代传统的大功率直流调速。我国已引进多套大功率交-交变频调速装置,同时也自行开发这类装置,但是很多控制系统还是采用外方设计装置和编程理念。
包钢宽厚板生产线于2007年投入生产,其中轧机轧辊传动采用SIEMENS公司交-交变频器。由于外方在传动系统控制应用技术上采用程序块封装模式,因此当出现系统运行故障时,很难进行解决。
由于我国对交-交变频实际应用研究资料较少,因此在处理现场事故上,难度较大。轧机主传动设备是轧机生产线最重要的设备之一,它的稳定、安全、连续生产对企业的意义非常大,因此对其控制系统交-交变频器进行剖析和研究非常有必要。
2 包钢宽厚板交-交变频器系统的组成
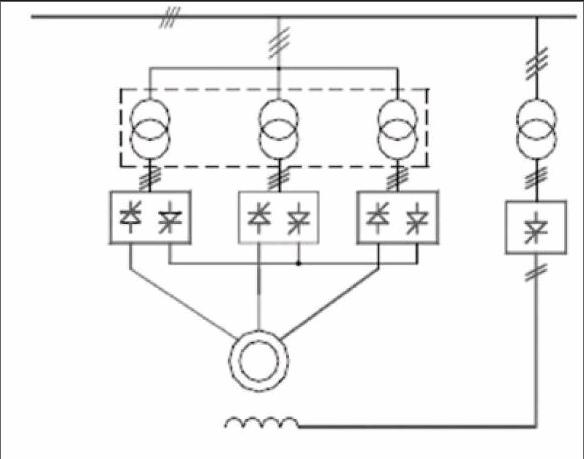
2.1 主回路系统介绍
包钢4100mm宽厚板生产线轧机主传动系统是由SIEMENS公司提供的全数字化交-交变频系统及上海电机厂提供的同步电动机组成。
如图1所示,宽厚板轧机主传动每台三相变频器由1台3×3800kVA、35kV/3×3800kV三分裂变压器供电;三相输出的交-交变频器由三套输出电压彼此差120度的单相输出交-交变频器采用Y联结组成。单相变频器由正、反两组可控整流桥组成,采用无环流控制方式,三相共有12×3个可控硅。输出Y联结方式的三套单相输出交-交变频器的三个输出端Y联结,电动机绕组不必拆开,引出三根线,变频器中点不与电动机绕组中点接在一起,这时变频器的50Hz电源进线必须相互隔离。由于主传动电机为同步电动机,因此有专门的励磁控制回路去控制转子绕组电流。转子绕组电流由1台SIEMENS公司6RA70装置控制,它接收励磁电流给定信号由SIMADYN-D系统计算产生。
2.2 控制系统介绍
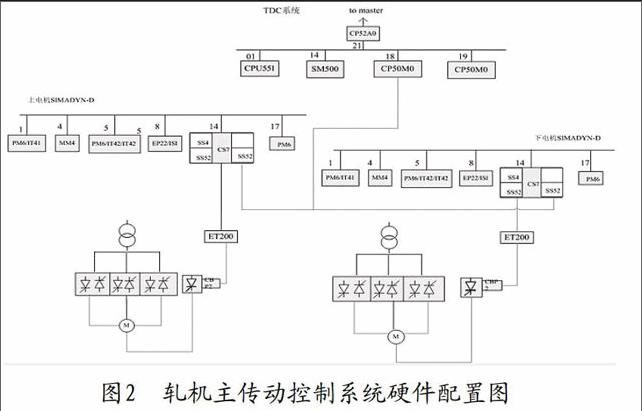
宽厚板主传动控制系统的硬件配置主要由21槽的TDC系统和24槽的SIMADYN-D系统组成。每个轧机的上下辊两套交-交变频器共用一套TDC系统,安装在上辊交-交变频器控制柜中,TDC系统采用高速速据传输的GDM网络和现场总线Profibus-DP网络分别与上一级自动化系统和基础控制单元SIMADYN-D系统进行数据传输。
TDC系统主要负责与上一级系统通讯、与传动控制相关的工艺控制、每个轧机上下辊的速度控制及上下辊负荷平衡控制等。
SIMADYN-D控制系统又称基础控制单元,每个轧机的上下辊两套交-交变频器各有一套SIMADYN-D系统,它通过Profibus-DP网络接收由TDC系统发出的控制和转矩指令,并将变频器的状态信号传给TDC系统。SIMADYN-D系统主要负责与功率单元接口、矢量及电流控制、跳闸逻辑等。
3 交-交变频器系统矢量控制分析
SIEMENS电流控制型变频器通过SIMADYN-D系统软件STRUC G完成各项控制功能,图3为交-交变频器矢量控制框图。
由图3可以看出,系统先是通过坐标变换即3/2变换,把3相电流电压矢量由A-B-C坐标系中的3相交流矢量()转换成α-β坐标系中的直流矢量(β),再由矢量回转器把α-β坐标系变换到φ1-φ2坐标系(直流矢量为),其中两个直角坐标系之间的变换需要的θ角,由电压模型和电流模型计算提供,电机励磁电流由电流模型计算给定,通过对定子电流磁化分量的调节达到控制电机功率因数的目的,通过对定子电流转矩分量的调节达到控制电机转速的目的。最后再通过一系列坐标变换,把调节后的直流矢量变成送给电机的3相交流矢量,通过对直流矢量的调节来控制3相交流矢量,达到控制同步电动机的目的。
轧机主传动交-交变频器控制主要包括:(1)定子偏移角的设定;(2)电流模型计算;(3)电压模型计算;(4)选择磁通角计算公式;(5)转子初始角计算;(6)同步电动机功率因数控制;(7)磁通调节及弱磁控制;(8)电流断续补偿控制;(9)直流电流调节器控制;(10)电压前馈补偿控制;(11)包钢宽板轧机主传系统DSG操作模式控制;(12)轧机上下轧辊的负荷平衡控制。
4 结语
通过对包钢宽厚板轧机主传动交-交变频器研究及运行参数优化,解决了生产过程中出现的电机过电压、变频器在送电过程中电机自行转动且剧烈震动等故障,保证了设备的运行稳定,为工艺稳定生产和新产品开发创造了条件。
参考文献
[1] 逯志宏,刘广友,马文静.大功率交交变频全数字矢量控制系统在济钢中厚板精轧机上的应用[J].冶金自动化,2004,(2).
[2] 马小亮.大功率交交变频调速及矢量控制技术[M].北京:机械工业出版社,1996.
[3] 李国涛,曲明磊,许海涛.大功率交交变频系统在粗轧机中的应用[A].全国冶金自动化信息网2010年年会论文集[C].2010.
[4] 李崇坚.大功率交流变频调速技术在轧机传动装备中的应用[A].节能环保 和谐发展——2007中国科协年会论文集(一)[C].2007.
[5] 何山,唐黎,左雷,李季,沈梁.交交变频矢量控制在攀钢轨梁厂的应用[J].冶金自动化,2006,(增刊).
[6] 庄瑞树.7000kW交-交变频电动机结构和工艺探讨[J].东方电机,2004,(4).
[7] 杨树德.闭环交流调速系统的S函数辅助设计[J].煤矿机械,2011,(10).
[8] 马竹梧.交流变频调速在钢铁工业中的应用及国产化的展望[J].自动化博览,2007,24(5).
[9] 丁修塑.轧制过程自动化(第2版)[M].北京:冶金工业出版社,2005.
[10] 鲍伯祥.西门子Tlr编程及应用指南[M].北京:北京航空航天大学出版社,2007.
[11] 陈伯时,陈敏逊.交流调速系统(第2版)[M].北京:机械工业出版社,2006.
[12] 宁勇亮.TDC在唐钢1580mm粗轧生产线中的应用[J].自动化技术与应用,2010,(29).
[13] 张飞,杨荃,凌智,等.中厚板札机自动化系统介绍[J].冶金设备,2010,(3).
[14] 王兆安,黄俊.电力电子技术[M].北京:机械工业出版社,2000.
[15] 陈伯时.电力拖动自动控制系统[M].北京:机械工业出版社,2005.
(责任编辑:秦逊玉)
