10000m3立式固定顶储罐罐壁组装焊接施工技术
2015-04-29谭小荣高强
谭小荣 高强


摘要:本文以某工程油罐变形矫正为例,阐述了过程控制的做法和措施,提出了类似工程质量控制的要点。
关键词:固定拱顶储罐;壁板;焊接变形;控制要点
10000m?储油罐是国内常见的规格,我单位承接的某油罐为国家战略储备油罐,施工质量要求高。罐体组装焊接在已经建成的混凝土罐室内进行,组装焊接使用的设备机具受到空间限制。
在罐壁的焊接组装过程中,出现了部分焊接变形超出规范规定,经多次修补和矫正,最终达到质量控制要求。
1.油罐设计的技术参数
本工程油罐罐体体积10000m?,共七个,编号为1#~7#,固定拱顶结构。设计的壁板由九圈组成,最上层的三圈(7~9圈)壁板厚度为6mm(详见表1油罐技术参数)。
表1 10000m3油罐技术参数
公称容积
10000m3
储存介质
柴油/航空煤油
直径
28m
储罐高度
19.56m
工作压力
常压
工作温度
常温
设计压力
-500Pa~+2000Pa
设计液位
16.2m
重量
193.617t
板材材质
Q235B/Q345R
罐壁厚度
6mm(第7~9圈)/8mm(第6圈)/10mm(第4圈~5圈)/11mm(第3圈)/12mm(第2圈)/13mm(第1圈)
2.组装焊接
2.1油罐组装
储罐施工采用倒装工艺进行组装,倒装提升装置采用电动葫芦。
图1 油罐结构及提升机构安装示意图
图2 油罐提升示意图
2.2编制焊接工艺卡
储罐焊接采用手工电弧焊进行焊接。根据本公司焊接工艺评定报告,编制本工程的焊接工艺卡。
本工程油罐焊接编制焊接工艺卡4份:Q235B,厚度6mm,V型坡口,焊接层次3层;Q235B,厚度8~10mm,V型坡口,焊接层次4层;Q345R,厚度8~10mm,V型坡口,焊接层次4层;Q345R,厚度11~13mm,X型坡口,焊接层次5层。
图3 焊接工艺卡(表样)
2.3施工顺序
储罐基础验收→罐底组装(焊口检验合格)→固定顶组装→罐壁组装(焊口检验合格)→附件安装→充水试验。
2.4罐壁焊接
2.4.1组装顶层壁板
按照已排好的壁板顺序依次将壁板吊装就位,一边围板,一边点焊纵焊缝(留出安装余量的一道纵缝不焊),待其余焊缝全部焊好后,按围板周长切割余量。
上层壁板除预留部位不焊接,可以提升本圈壁板。
2.4.2提升壁板
提升前,组对环缝,在预留活口纵缝左右各1500mm不焊,等其它环缝焊完后,先焊接立缝,后焊环缝,再拆除工装。
按照“图2 油罐提升示意图”,提升壁板。
提升高度超过下一圈壁板高度30~50mm,停止提升,在下一层板的外侧,错开点焊挡板,使上下壁板环缝对接。
下圈壁板按照“2.4.1”的方法继续组装焊接施工。
2.4.3过程要求
为了保证对口间隙均匀一致,在环缝中加垫板,垫板的厚度等于设计要求的对口间隙。
当上下板厚度不相同时,保证罐内壁齐平,其余各层壁板的提升安装与之相同。
最后一圈壁板安装时,在底圈壁板安装线内外点焊挡块,围板焊接立缝,立缝焊接完毕,立即提升组装环缝,然后找正,点焊与底板的角焊缝。
2.4.4检查检验
罐底焊缝、罐壁焊缝、底圈壁板与罐底的T形接头等三处的焊缝做外观检查外,无损检测随着组装焊接过程进行。
纵缝和环缝焊完后应按设计要求对壁板的几何尺寸进行检验。
2.4.5充水试验
油罐建造所有附件及其他与罐体焊接的构件全部完成后,用洁净淡水做充水試验。规范[1]第6.4.4条规定:“充水到设计最高液位后,保持48h后,罐壁无渗漏、无异常变形为合格”。
3.焊接变形
3.1规范允许偏差
根据GB50128-2005【1】第4.4.2-5规定,第2圈至第8圈允许角变形量不大于12mm,第1圈角变形量不得大于10mm。第2圈至第8圈允许罐壁局部凹凸变形量不大于15mm,第1圈罐壁局部凹凸变形量不得大于13mm。
3.2现场实际变形
现场首先施工的是4#罐,在组装焊接过程中发现的变形部位最多,变形偏差最大。见“图4 油罐变形位置及检查标注”。具体如下:
4#油罐壁板局部凹凸度变形过大,部分壁板出现角变形。凹凸部位主要集中在4号罐第8圈与第7圈环缝之间,所有变形共计八处。
第一处:位于罐室右侧第6圈与第5圈壁板之间的环缝处,凹凸变形量为19mm。编号001。
第二处:为第8圈和第7圈之间环缝凹陷,凹陷变形量为32mm。编号002。
第三处:为第6圈与第5圈之间环缝对接处,凹陷变形量为28mm。编号003。
第四处:为第5圈与第4圈之间环缝和立缝,微量变形,壁板无明显弧度,测量变形量为18mm,角变形量为15mm。编号004。
第五处:为第8圈和第7圈环缝对接部分凹陷(第8带板,凹凸变形量为21mm,编号为005)。编号005。
第六处:为第7圈和第8圈环缝对接处,凹陷变形量为34mm。编号006。
第七处:为第8圈和第7圈环缝对接处,凹陷不明显,测量变形量为20mm。编号007。
第八处:为第7圈和第6圈环缝对接处,第7圈轻微凹陷,第6圈轻微凸起,测量变形量为17mm,角变形量为17mm。编号008。
图4 油罐变形位置及检查标注
4.产生变形原因分析
对设计图纸、预制钢板、施工工艺等因素进行分析,认为4#储罐罐壁局部出现凹凸度超标原因主要有以下三种。
4.1预制钢板尺寸偏差
变形编号001、004、007、008。由于壁板组装时,上下圈板尺寸偏差超标,对口不吻合,对口间隙不均匀,焊接时强行对口,焊接應力变形增加。此类情况多位于下圈壁板与上圈壁板组装焊接中。具体表现为:
①上圈壁板尺寸超差。
②环缝焊接过程中局部变形累积,导致角变形和凹凸度变形。
4.2预制钢板的材料性能
变形编号002、005、006。此类情况多位于第7圈~第9圈,厚度为6mm壁板焊接过程中。
6mm钢板在油罐制作中属于薄板,刚度较差,焊接变形不易控制。
4.3焊接工艺不当
变形编号002、003、005、006,其中编号003位于厚壁板中,出现的较少,一旦出现后,变形较大。
①焊材、焊机的选择不当。施焊中,焊接电流偏大,焊条使用过大,导致热影响变形区域增加。
②壁板环缝分段退焊时,焊接人员的焊接速度存在差异,不对称施焊增加了焊接变形。
5.变形整改措施
针对4#罐出现的八处变形,项目部请教了在核电施工有焊接经验的专业工程师并请其到现场进行分析指导,同时到甲方同期开工的山东某项目进行调研学习。
制定了如下整改措施。
5.1焊缝周围凹凸度变形较小的区域
变形编号001、004、007、008。
①对凹凸区域加设刚性护板进行加固处理,防止使用碳弧气刨和手工电弧焊时对钢板加热,产生的热影响区域挤压后造成进一步变形。
②采用碳弧气刨,对向内凹的区域的内侧焊缝,用碳弧气刨刨掉2/3左右。
③刨完后,由于焊缝区域钢板受热,利用余热在此同时可采取手锤敲打击和使用千斤顶外顶等机械处理方式。
在敲打和顶的过程中加垫板,不能直接敲打母材。
④对以上处理的焊缝进行手工电弧焊补焊。
⑤焊接时要考虑预留好凸出量,用于弥补冷却收缩量。
5.2变形较大区域处理方法
变形编号002、005、006。
对于整版凹陷、多板凹陷等大面积变形处修正,采取:
①在变形所在位置的横向焊缝上下各100mm处加设胀圈,胀圈与壁板贴紧。
②对变形处横向焊缝用碳弧气刨刨至焊缝1/3处,利用余热采用机械敲打方式由内向外敲打,在此同时调整胀圈,使焊缝位置产生向外推力。
③对焊缝周围凹陷壁板,均匀加热,同时辅助机械敲打和千斤顶均匀顶出,进行矫正处理。处理过程中及时收紧胀圈。
④远离焊缝0.5m以外的变形壁板如过上述修正办法不明显的,另增设胀圈后,按上述程序进行修补和矫正。
5.3焊缝周围变形
变形编号003。
对于焊缝周围变形的修补,除采用5.2的办法外,同时需对焊缝周围较远处凹陷壁板进行火焰加热处理。理论上要求加热温度600-700摄氏度之间,待加热到预定温度后,采用垫护板手锤敲打等机械方式使变形处壁板回到预定弧度,然后自然冷却。
实际施工中温度的控制主要根据施工经验确定。
5.4矫正修补效果
经过采取以上措施后,变形较大的部位得到控制,基本满足了质量检查的要求。但是,经过修补矫正后的罐壁,在冷却稳定后,应力的传递发生不规则的变化,原先无变形的部位,又出现了新的变形。
在后续的罐体施工中,第7~9圈的6mm钢板的焊接变形基本受控。
6.控制要点
对油罐组装焊接变形的矫正、修补过程进行总结,认为以下几个方面是变形控制的要点。
6.1预制卷板过程
预制板时,单块板两端300mm左右的弧度控制很重要。现场使用的是三辊卷板机,在卷制过程中将压头板垫在被卷制板的底下一起压头,来保证两端300mm左右这段钢板的弧度。
卷板的过程中,随时使用样板进行检查,直到合格为止。
6.2围板过程
围板之前,用样板复核检查钢板各处弧度,防止因为搬运钢板产生局部变形。如有变形,用榔头轻轻拍打,进行校正。
6.3组装焊接过程
①工序不得改变。围板完成后,先纵焊缝组对和焊接,在纵缝施焊前先用弧板固定纵缝边缘弧(由于焊接应力影响可能导致纵焊缝角变形)。
②立缝组对完后,在立缝边缘处点焊胀圈。
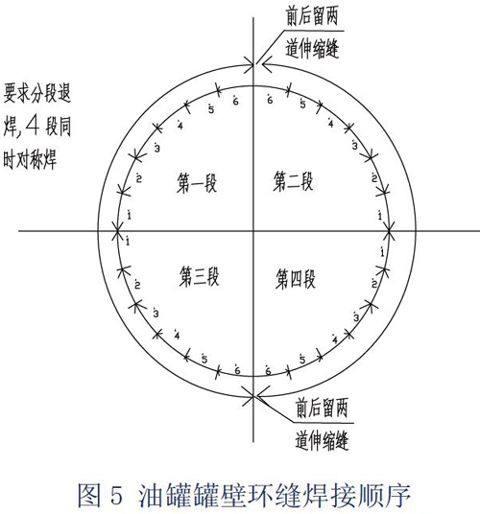
图5 油罐罐壁环缝焊接顺序
③环向焊缝除采用纵缝焊接方法外,还应由多名焊工同时进行,分段退焊。由于焊缝的热收缩作用,致使焊缝位置发生收缩变形,分段退焊可有效减少因焊接产生的波浪变形幅度。
具体焊接顺序如“图5 油罐罐壁环缝焊接顺序”所示。焊工操作区域等分可根据焊接距离进行划分,一般以不超过0.5m为宜。
④焊工焊接顺序:沿着小箭头方向焊接,罐壁板预留伸缩缝,待伸缩缝两侧环向焊缝焊至1.5m处时进行收口焊接(前后共留2道伸缩缝)。
⑤尽可能的避免焊接人员的焊接速度不一致造成的不对称焊接。
在焊接前由焊工班长负责人员分配,结合人员特点,合理均匀分配电焊工,过程监督降低焊接速度不一致造成的影响。
⑥调整坡口焊接顺序。纵缝V型坡口先从罐壁外侧进行第一遍焊接,产生一定量向内收缩变形。第二遍焊接从罐内壁进行,焊接完成后产生一定量向外收缩变形。第三遍焊接对外壁焊缝进行盖面。这样一来第一遍和第二遍产生的变形量方向是相反的,这样就能抵消掉一部分变形量。
⑦焊接工艺参数控制。尽可能避免大电流焊接,引起的熔深、熔宽、热影响区等增大,进而造成收缩量和变形增大。
施焊过程中在保证焊接接头尺寸和焊缝质量的前提下,尽可能选用较小的焊接电流和较快的焊接速度。
δ=6mm的钢板采用J427的焊条进行焊接,且第一道焊接电流控制在90A~100A之间,第二道焊接电流控制在110A~120A之间。同时控制焊缝的宽度,纵焊缝在10~12mm之间,环焊缝在9~10mm之间。其它厚度的钢板焊接参数参照焊接工艺。
⑧在保证清根干净的情况下,内部清根不能太深(δ=6mm的钢板采用砂轮机清根,其余钢板采用碳弧气刨)。
6.4提升过程
在提升过程中,δ=6mm壁板容易引起变形,为保证在提升过程中不发生变形,需要对δ=6mm壁板采取加强措施。
油罐的第7圈与第6圈壁板处提升过程中,采用不等边角钢L100×80×10加工的胀圈,点焊固定(焊接20cm,跳焊50cm)。在壁板外侧加胀圈效果要比内侧效果明显。
7.结束语
本文采取的措施存在着一定的局限性,还需要通过不断的探索、实践,解决类似油罐施工的技术难点,提高整体的施工水平。
参考文献:
[1]立式圆筒型钢制焊接储罐施工及验收规范,GB50128-2005.
[2]SHT3530-2001石油化工立式圆筒形钢制储罐施工工艺标准.
作者简介:
谭小荣(1966—)女,湖南永州人,中国核工业华兴建设有限公国内事业部安装分公司,大学本科,研究方向:立式储罐安装。
高强(1987—)、男,山东泰安人,中国核工业华兴建设有限公国内事业部安装分公司,大学本科,研究方向:立式储罐安装。
