基于固有应变法的转向架横梁焊接变形模拟
2015-04-28徐紫薇朱忠尹
梁 勇,陈 鹏,徐紫薇,朱忠尹
(西南交通大学材料科学与工程学院,四川成都610031)
基于固有应变法的转向架横梁焊接变形模拟
梁 勇,陈 鹏,徐紫薇,朱忠尹
(西南交通大学材料科学与工程学院,四川成都610031)
本研究使用固有应变法,在SYSWELD中对转向架横梁在3种不同焊接顺序方案下的变形进行数值模拟。模拟得到不同顺序方案下各方向上的变形,并分析横梁腹板端部的变形和弯曲。结果表明,使用固有应变法能够对大型构件进行焊接模拟;不同顺序下的焊接变形趋势一致,但在不同位置上不同方向的变形不相同;优化焊接顺序,可以减小变形和弯曲。
SYSWELD;固有应变;焊接顺序;变形
0 前言
在焊接过程中,由于不均匀的温度场会导致焊接变形,给产品的生产和使用带来问题。若仅依靠实验或理论分析的方法,在对大型构件进行研究时,会造成时间消耗长,成本投入大等问题。这种情况下,引入焊接数值模拟方法研究焊接变形,可以大大降低研究的成本投入,在大型构件残余应力和变形的研究中具有相当的优势和重要意义[1]。
在小型构件焊接模拟中,一般采用热弹塑性理论。然而,在大型构件的模拟中,由于有限元模型单元和节点数多,导致计算量过大,甚至计算不收敛。针对这种情况,本研究采用固有应变法对转向架横梁焊接变形进行数值模拟,即将瞬态热弹塑性分析转化为静态纯弹性力学问题,可以大大地减少数值模拟的时间,并且其结果具有一定的精确性[2]。
1 固有应变法
固有应变由日本学者上田幸雄等提出,包括塑性应变、热应变和相变应变,可以看作焊接应力和应变产生的根本原因[3],其表达式为

式中 εP为塑性应变;εT为热应变;εX为相变应变。
在焊接过程中,热应变会随着焊接过程完成后温度的降低而消失。所以,焊接完成后的固有应变值为ε*=εP+εX,即塑性应变和相变应变之和[4]。其中,影响焊接变形的主要因素是横向固有应变和纵向固有应变,单位长度上的横向和纵向固有应变的总和分别是Wx和Wy,计算公式为

式中 K和ξ都是比例系数,和板厚h、偏心距e有关[5]。通过查阅文献,计算得到K=8.6×10-7cm3/J,ξ= 2.8×10-6cm3/J。
2 模型建立
转向架横梁主要由上盖板、下盖板、4块内外腹板、4块立板、6块筋板、2块加强弯板焊接而成,如图1所示。本研究使用Visual-Mesh划分网格,为了获得更准确的结果且提高计算效率,对焊缝处单元网格进行细分,大小约2 mm,放大远离焊缝部位单元,大小约20 mm,得到单元208 439个,节点314 804个,再导入SYSWELD中进行计算。在横梁端部所取的4个节点并施加约束,网格模型如图2所示。
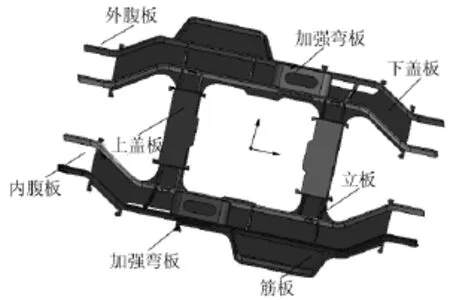
图1 转向架横梁构成示意
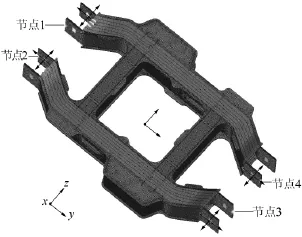
图2 横梁网格模型
3 焊接顺序对横梁变形的数值模拟
在焊接过程中,焊接顺序不同对构件产生的拘束力不同,导致产生的焊接变形不同。横梁焊缝总共80余条,在此选取对横梁变形影响较大的32条长直焊缝进行研究,分别设计了3种不同的焊接顺序方案进行模拟,其他焊缝焊接顺序不变。焊接顺序按焊缝编号由小到大进行,顺序方案1和2的焊接顺序分别如图3和图4所示,方案3是将方案1中编号为41,42,43,44的焊缝放到编号为64焊缝之后焊接。
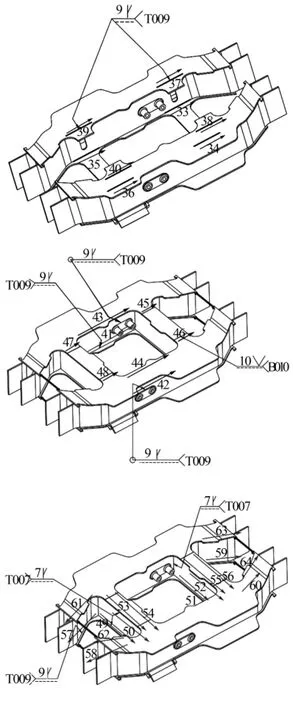
图3 方案1的焊接顺序
在三种不同的焊接顺序下进行焊接模拟计算,得到的均向焊接变形云图如图5所示。
由变形云图可知,不同顺序均向变形分布差别很小,都在横梁边缘变形较大。同时,可由X、Y和Z向变形云图得知,三种方案下焊接变形趋势一致,X方向最大变形位于横梁边缘区域;Y方向最大变形位于立板中心区域;Z方向最大变形位于内腹板端头。
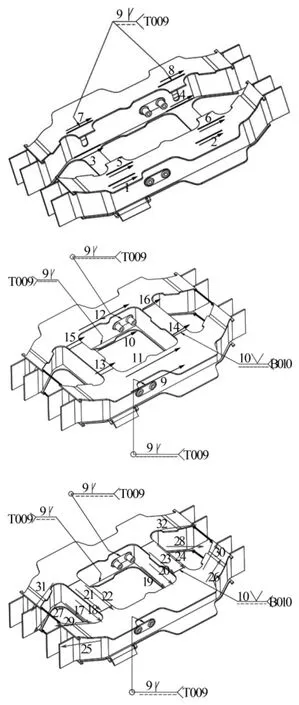
图4 方案2的焊接顺序
通过提取4个节点各方向上的变形,比较得知X向变形相对于Y向和Z向较小,且位于横梁边缘的非装配位置,可忽略不计。在此把对后续装配影响较大的Y向和Z向变形作为研究重点。节点1和4的Y向变形之和与节点2和3的Y向变形之和取平均值,得到横梁在Y向收缩变形;节点1和2的Z向变形之和与节点3和4的Z向变形之和取平均值,得到横梁在Z向收缩变形;节点1和2的均向变形值取平均值,得到横梁Y向弯曲变形;节点1和4的均向变形值取平均值,得到横梁Z向弯曲变形。3种方案下的变形量如表1所示。
由表1可知,焊接顺序对横梁变形影响较明显,焊接顺序引起变形波动最大为Z向弯曲,变化率为16.21%。顺序3的Y、Z向收缩变形和弯曲最大,顺序1的焊接Y、Z向收缩变形和弯曲最小。综合考虑,顺序1最为合理。
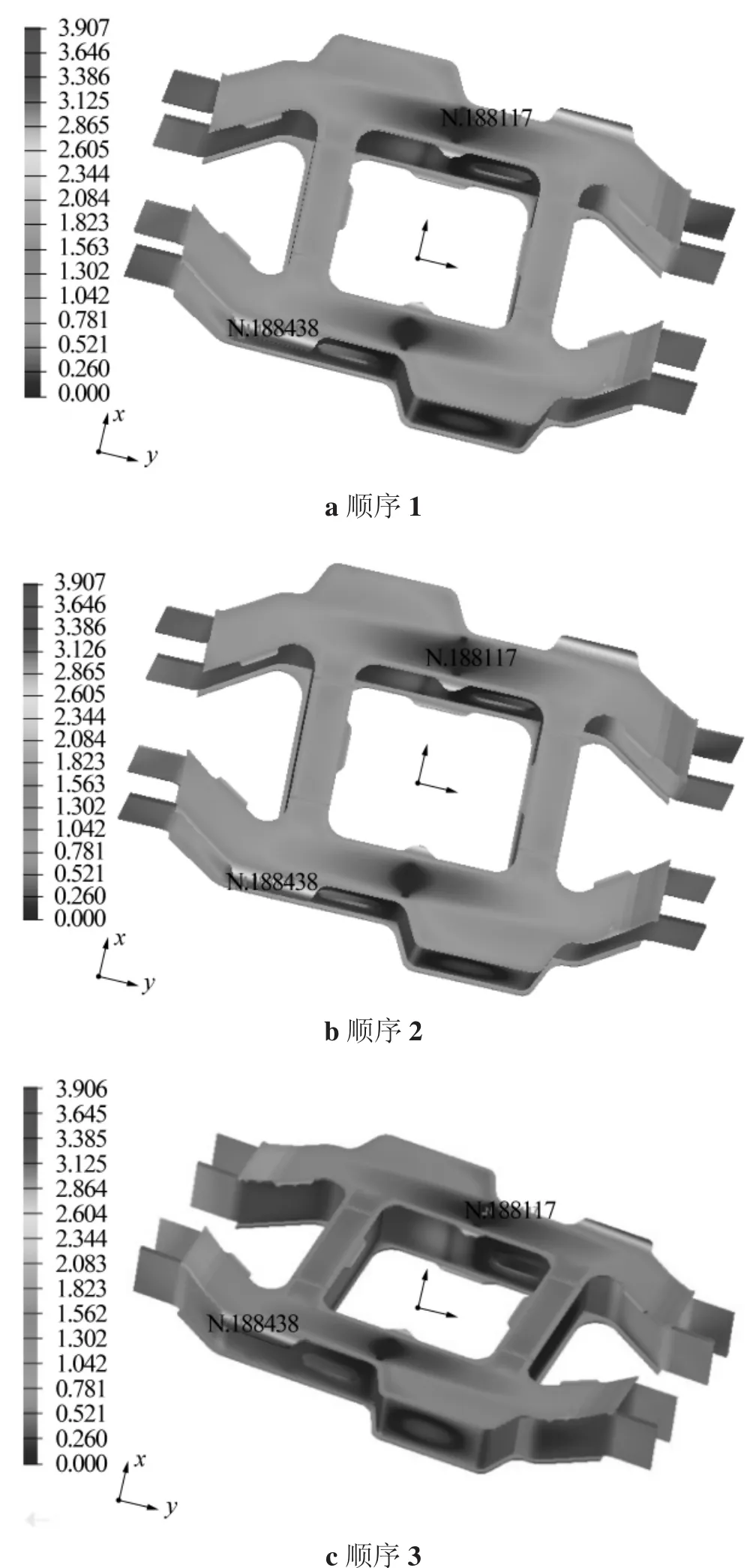
图5 横梁均向焊接变形云图
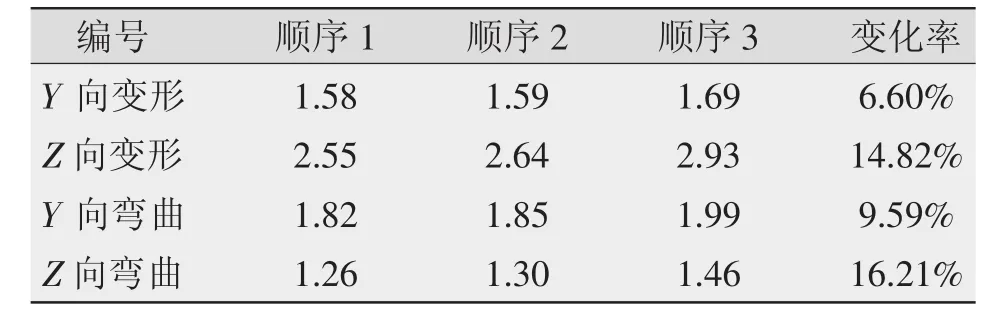
表1 不同焊接顺序下的焊接变形
4 结论
(1)采用固有应变法可以实现对大型构件进行焊接模拟。
(2)均向和X向变形较大的区域主要分布在横梁边缘;Y向最大变形位于立板中心区域;Z向最大变形位于内腹板端头。
(3)转向架横梁焊接变形主要在Y向和Z向。
(4)焊接顺序1产生的收缩变形和弯曲最小。
[1] 蔡志鹏.大型结构焊接变形数值模拟的研究与应用[D].北京:清华大学,2001.
[2] 董航海,刘建华,杜汉斌,等.焊接应力应变与变形的数值研究进展[J].电焊机,2003,33(9):15-17.
[3]Ueda Y,Kim Y C,Yuan M G.A prediction method of welding residual stress using source of residual stress(Report I)-Characte-ristics of inherent strain(source of residual stress)[J].J Trans.Of JWRI,1989,18(1):135-141.
[4] 汪建华,陆皓.焊接残余应力形成机制与消除原理若干问题的讨论[J].焊接学报,2002(3):75-79.
[5] 李娅娜.焊接变形预测与控制的数值方法研究及工程应用[D].大连:大连交通大学,2010.
Numerical simulation of welding deformation of bogie beam based on inherent strain method
LIANG Yong,CHEN Peng,XU Ziwei,ZHU Zhongyin
(School of Materials Science and Engineering,Southwest Jiaotong University,Chengdu 610031,China)
In this paper,the deformation of the bogie beam under three different welding sequences are simulated by using the inherent strain method in SYSWELD.After the simulation,the deformations in all directions in different sequences are got,and the deformation and bend at the end of the beam web are analyzed.The results show that the welding stimulation can be performed on the large components by using inherent strain method;the tendency of welding deformation in different sequences is consistent,but in different locations,the deformations in different directions are not the same;Welding sequence can be optimized to reduce the deformation and the bend.
SYSWELD;the inherent strain;welding sequence;deformation
TG404
:A
:1001-2303(2015)10-0120-04
10.7512/j.issn.1001-2303.2015.10.26
2015-03-25
梁 勇(1990—),男,四川泸州人,在读硕士,主要从事焊接结构及数值模拟研究。
