基于模板匹配的焊缝自动跟踪系统
2015-04-28党向盈黄小林
党向盈,黄小林,厉 丹
(徐州工程学院 徐州市机器视觉应用工程技术研究中心,江苏 徐州 221000)
基于模板匹配的焊缝自动跟踪系统
党向盈,黄小林,厉 丹
(徐州工程学院 徐州市机器视觉应用工程技术研究中心,江苏 徐州 221000)
焊缝跟踪是焊缝质量控制的前提。针对复杂环境背景下,焊缝跟踪的精度会受到弧光、飞溅以及烟尘等若干因素的影响,提出对预处理后的焊缝图像,采用MCD距离相关匹配方法,构建相关数学模型,然后利用自适应遗传算法,求取该函数模型全局最优解,搜索出实时图像与目标模板图像之间的最佳匹配位置;最后构建跟踪运动模型,准确跟踪焊缝。实验证明,在焊缝跟踪精度和自动调整方面,本系统的方法取得了预期效果。
遗传算法;焊缝跟踪;MCD(平均绝对差分算法);焊缝图像
0 前言
随着智能化和自动化的发展,自动焊接技术在焊接领域得到越来越广泛的应用,为了进一步提高焊接质量,要求智能设备能够又快又精确的进行焊缝自动跟踪,同时在焊接过程中,为了实现对焊接过程实时控制,快速有效的图像技术是视觉技术在控制焊接过程中应用的关键技术。国内外很多学者针对焊缝跟踪技术做了较多的研究,王秀媛等[1]提出了无需外加光源,采用图像技术对焊缝边缘进行识别,包括采用图像分割方法对焊缝图像分区,以及基于焊缝图像的实际性质加以分析,得出的基于CCD扫描的焊缝边缘识别法;刘继忠等[2]将基于粒子群算法应用于焊缝跟踪的研究;除此之外,文献[3-5]分别提出高精度激光-MIG复合焊焊缝跟踪系统和基于激光和结构光视觉的焊缝跟踪技术。这些技术在焊缝跟踪的精度方便都有所改善,但是在实际应用中都存在一些局限性,比如在焊缝跟踪中大部分只是考虑精度,很少关心焊缝跟踪的速度和稳定性问题。
针对以上不足,本研究提出一种采用MCD相关匹配模板与遗传算法相结合方法,试图提高焊缝跟踪速度和稳定性。首先基于模板匹配的方法,实时地计算当前图像中感兴趣区域;然后利用了遗传算法的非遍历搜索机制,快速地搜索出实时序列图像与目标模板图像之间的最佳匹配位置,缩短处理时间;最后稳定且准确地获得整条结构光变化的关键跟踪点信息。
1 焊缝跟踪系统原理及结构
基于视觉传感技术的焊缝跟踪系统主要包括视觉传感、图像处理和跟踪控制三部分。在焊缝跟踪过程中,首先利用CCD等光学器件组的视觉传感器获得焊缝的图像信息,并将信息传输到计算机,基于图像技术进行处理,减少图像中的噪声污染,并加强焊缝特征信息;然后采用一定的算法策略,提取焊缝的特征点,判定焊枪与焊缝中心是否偏离、偏离方向和偏离程度的处理结果;最后根据这个结果获得驱动信号控制焊枪的运动,进一步控制执行机构,调节焊枪与焊缝中心的相对位置,消除焊枪与焊缝的偏离,达到焊枪准确跟踪焊缝的目的。焊缝跟踪过程的实时控制系统结构原理如图1所示。
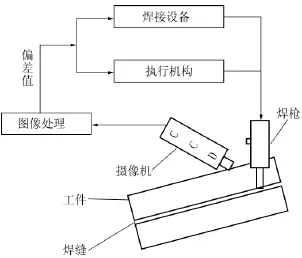
图1 焊缝跟踪系统结构Fig.1 Structure of seam tracking system
2 焊缝跟踪系统功能与实现
设计出一套自动化焊缝跟踪的系统,主要包括实时序列图像采集、显示、图像预处理、焊枪控制、焊缝匹配等方面,该系统为进一步系统的自动化应用提供了理论和实验支撑。
焊缝跟踪系统主要功能如图1所示,该功能模板由图像采集、显示、存储、图像处理和焊枪控制等几部分组成;其中图像处理是基于视觉传感器焊缝自动跟踪系统的核心。
焊缝跟踪系统功能的实现过程为:由CCD摄像机获取焊缝图像,经图像采集卡转换后送入计算机内存;为了更好地获取焊枪的偏差信息,采用针对性的图像处理技术对图像数据进行处理。系统中图像处理技术包括对焊缝图像的预处理、焊缝检测、识别和焊缝跟踪等技术。图像预处理包括先对原始采集到的真彩焊缝图像进行必要的灰度化;由于焊缝图像不可避免地会受到噪声的污染,采用中值滤波去除噪声,因为中值滤波能更好地去除孤立点,降低噪声,同时保持图像的边缘。
本系统提出了一种新的基于遗传算法和MCD相结合的焊缝匹配跟踪方法。
2.1 利用MCD模板匹配实时获取感兴趣区域
在复杂背景环境中,目标跟踪方法优劣的判定主要依靠提取目标的准确性。所以不仅需要考虑跟踪的稳定、快速等特点,而且必须考虑设备能够根据跟踪目标的变化而自动调节。其中,模板匹配算法是比较合适的方法之一,该方法搜索策略决定于匹配算法的速度,然而传统模板匹配算法的缺点是搜索策略是遍历性的,除对比较小的区域中的感兴趣匹配点外,绝大部分时间都是在非最优匹配点区域做无用操作。
因此,针对传统匹配算法的不足,改进了匹配算法中的搜索策略,尝试利用遗传算法进行非遍历搜索,并与MAD(平均绝对差分算法)和Hausdorff距离算法结合,采用了一种新的图像间的相似性度量方法,通过实验应用到多序列图像的跟踪,验证该方法的有效性。
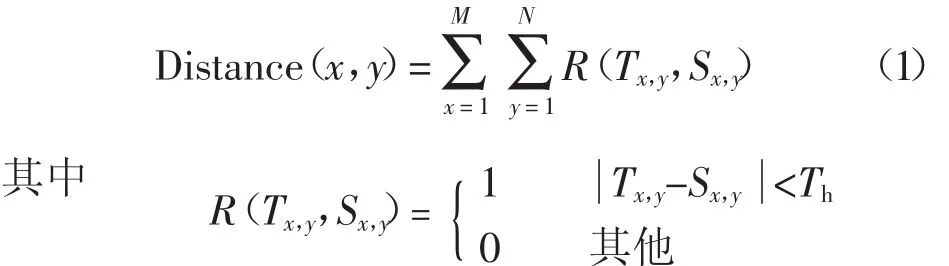
利用MAD和Hausdorff距离两种算法,定义一种新的图像间的相似性度量,即最多临近点MCD[6]算法。该算法的基本思想为:首先,根据待匹配的两幅图像,计算他们所对应像素点的灰度绝对差,如果该绝对差小于阈值(这个值取经验值为10~20之间比较合适,本算法仿真实验取15),就认为这两处像素点相似,否则不相似;然后在整幅图像区域中,统计对应点像素绝对差小于这个阈值的数目,记该数目为MCD距离,MCD越大说明两幅图像越相似,反之则越不相似。通过这种方法,确定这两幅图像的相似程度。
设模板图像大小为T(x,y),它与任一同样大小的图像S(x,y)的距离定义为
一般处于强弧光干扰环境下的焊缝图像,要想比较准确的找出感兴趣区域是非常困难的,而且所消耗的时间也非常长。采取的措施是:获得初始图像感兴趣区域的位置,在焊接开始之前,将该区域内的图像作为模板图像T,则在焊接之后的图像序列帧中,利用模板匹配的方法实时获得每帧图像中的感兴趣区域范围。
在目标图像内,首先将模板图像滑动时,统计每个位置处的图像与模板图像的MCD距离,这样可以得到整幅图像的一个相关曲面;然后寻找这个相关曲面的峰值,即可确定最佳匹配位置。由于该方法抛弃了与模板图像相差很大的点,重点考虑目标图像区域中那些与模板图像相似的像素点数,度量两幅图像之间的相似程度,因此可以避免传统相关匹配算法中,由于噪声点引起的相关曲面不突出的问题。
在进行CCD拍摄图像时,由于拍摄过程的抖动以及仪器自身的缺陷,拍摄的图像具有局部噪声高、遮挡、形变等特点,当在这种复杂场景中,焊缝图像容易产生误匹配。本研究提出了一种修正的MCD相关匹配算法,即归一化MCD算法。通过这种规一化后,即使局部图像像素强度发生变化,也可以将这种影响降到最低,从而克服MCD在处理图像时由于局部像素强度异常而产生误匹配。
具体方法为:将式(1)中Distance(x,y)规一化得到一个相似性测度R(Dx,y)

2.2 基于遗传算法的焊缝图像跟踪实现
遗传算法是模拟自然界生物进化过程的一种模型,原则是依据优胜劣汰,对需要优化的群体,按照选择、交叉、变异等遗传算子操作,不断生成新的更优秀的种群,最终得满足要求的最优解。遗传算法通过目标函数进行计算,对问题依赖小,而且可以设计多个种群,多种群并行操作,大大提高计算的速度。
(1)种群初始化和编码。
本研究方法种群规模设为30,并采用逐个产生初始种群的方法。匹配图像的行列坐标作为编码的对象,编码方式采用了格雷码,码串长度取16位,其中左右各8位分别代表了一个模板经过平移变化后,在搜索图中的行列坐标位置。
(2)适应值。
遗传算法的执行过程中,适应值函数直接影响到遗传算法的收敛速度,以及能否找到最优解,可以根据种群中包含每个个体的适应值来进行搜索。适应值函数通常是根据目标函数确定的,如式(3)为本算法采用的适应值函数

式中 R(Dx,y)为模板与搜索图之间的相似性测度,R(Dx,y)越大,则适应值越高,匹配效果越佳。
(3)遗传算子。
主要遗传算子有选择、交叉、变异三种。
选择算子:采用赌轮盘方式,该方式保证了个体的选择概率与其适应值成比例,适应值大的为优良个体;可以通过交叉操作产生新个体,逐步淘汰适应度值小的劣质个体。
交叉算子:交叉算子决定了遗传算法的全局搜索能力。本研究采用的是均匀交叉算子,该算子可在种群数量和遗传代数均较少的情况下拓宽搜索空间、提高算法的搜索能力。
变异算子:变异本身是一种局部随机搜索策略,与选择算子结合在一起,保证了遗传算法的有效性,同时遗传算法保持种群的多样性,以防止出现非早熟收敛,本研究的变异算子采用的是自适应的基本位变异算子。
交叉概率Pc和变异概率Pm作为遗传算法的重要参数,是影响遗传算法行为和性能的关键,直接影响算法的收敛性。如果Pc过大,个体产生的速度比较快;如果Pc过小,会使搜索过程缓慢,以至停滞不前。对于变异概率,如果Pm过小,就不易产生新的个体结构;如果Pm取值过大,那么遗传算法就变成了纯粹的随机搜索算法。
针对交叉概率Pc和变异概率Pm的确定问题,Srinvivas[7]等提出一种自适应遗传算法(Adaptive GA,AGA),该算法确定的Pc和Pm能够随适应值变化而自动改变。为了保证每一代的优良个体不被破坏,可以采用精英选择策略,直接复制到下一代中。
计算和公式如下
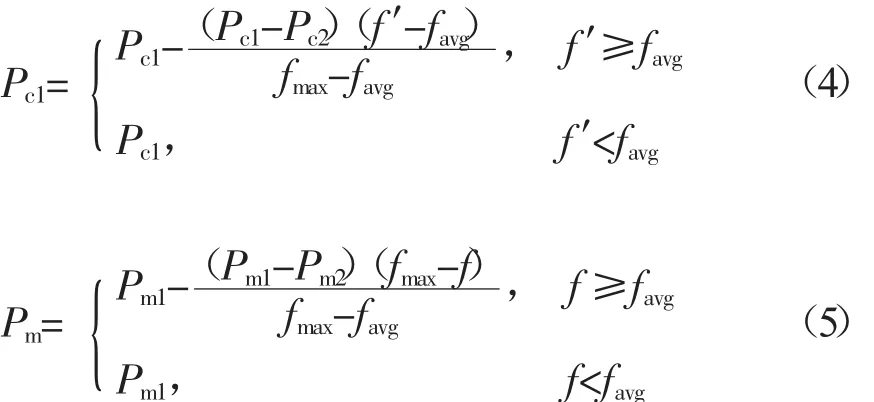
式中 Pc1=0.9,Pc2=0.6,Pm1=1,Pm2=0.001。
(4)终止准则。
终止准则可以设置最大遗传代数5 000,进化到一定代数后,各代中的最佳个体仍没有变化则停止运算。
3 实验结果和分析
利用激光结构光进行焊缝跟踪时,在强弧光干扰的情况下稳定、准确地获取跟踪信息是非常关键的问题。本研究焊缝跟踪主要针对多帧序列图像检测问题,属于运动分析中的移动物体跟踪和定位问题。
对连续三帧序列焊缝图像,进行处理的结果如图2所示。首先对连续序列焊缝图像进行必要的灰度化、中值滤波等预处理操作,去除噪声和烟尘,再对预处理后的焊缝图像,利用非遍历自适应遗传算法,计算匹配模板MCD函数的全局阈值最优解,实时获得每帧图像中的感兴趣区域范围,自动完成焊缝跟踪。图2中白色框为匹配模板跟踪的焊缝区域,其中图2a为第N帧图像;图2b为第N+1帧图像,仔细观察图2b白色框匹配模板,焊缝出现了一定角度的偏差(白色框中),这说明跟踪时出现了问题;随后系统对焊枪自动进行一定范围的调整;从焊缝图像的第N+2帧(在图2c白色框中观察,焊缝跟踪又恢复了正确位置,但是此时弧光又比较强,强光遮盖了焊缝一部分,这时跟踪系统做了相应的处理,根据帧与帧之间相关性,匹配模板依然能够正确检测焊缝的位置。
实验结果表明,该系统能够快速有效地找到源图像与目标图像之间的最佳匹配位置,实现对复杂背景和目标的跟踪,而且达到了预期的跟踪效果,虽然偶尔发生跟踪效果有所下降,或是发生偏离,但是不会丢掉目标,焊枪会根据实时传送过来的图像,及时自动调整位置,最终能够准确、稳定的定位焊缝。
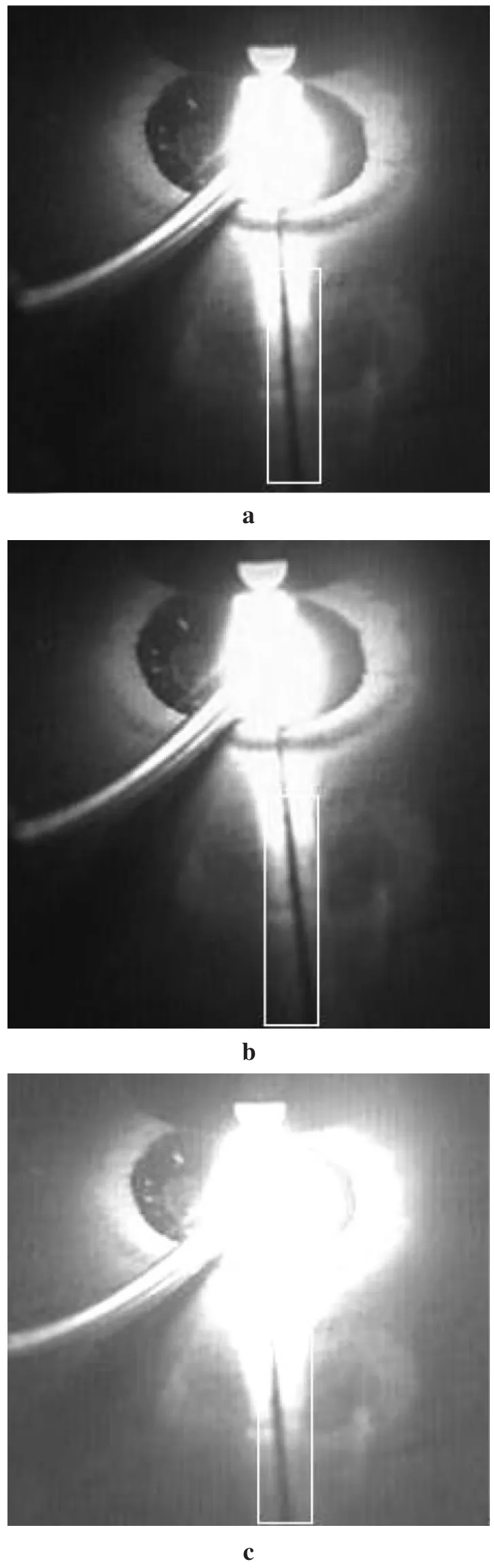
图2 连续三帧序列本研究跟踪方法实验结果Fig.2 Three consecutive frames tracking results by this paper method
4 结论
处理精度、处理时间、抗噪能力及适应复杂背景能力是衡量一个跟踪系统好坏的重要指标。所采用的跟踪方法,基本能实现对序列图像的连续、稳定的跟踪。从实验效果可以看出,该方法跟踪焊缝时偶尔会有所偏离,这主要原因是模板的更新策略,没有能根据目标的大小进行自适应的动态调节,所以从实用性的角度来考虑,这些问题还需在以后的工作中解决,使该系统进一步完善。此外,在改进算法的实时性能方面也要作更进一
Page 107
Automatic weld seam tracking system based on template matching
DANG Xiangying,HUANG Xiaolin,LI Dan
(Xuzhou Institute of Technology,Xuzhou Machine Vision Application Engineering Technology Research Center,Xuzhou 221000,China)
Weld seam tracking is the precondition of welding quality control.In the complex background environment,according to weld image of strong arc disturbance,first use the MCD distance correlation matching method,build a relevant mathematical model, then using adaptive genetic algorithm,and calculate the global optimal solution of the function model,search the real-time image and the best match between the target template image position;finally build tracking motion model,accurate tracking weld.Experiments show that the precision and automatic adjustments have achieved the expected effect.
genetic algorithm;seam tracking;MCD(Mean Absolute Difference Algorithm);weld seam image
TG409
:A
:1001-2303(2015)10-0094-05
10.7512/j.issn.1001-2303.2015.10.20
2014-11-07;
:2015-07-18
徐州工程学院科研项目(XKY2013319);住房城乡建设部科学技术计划项目(2014-K5-027);住房城乡建设部科学技术计划项目(2014-K5-027);江苏省高校自然科学研究面上项目(15KJB520033)
党向盈(1978—),女,江苏徐州人,副教授,在读博士,主要研究领域为焊接技术、图像处理。
