Zn-Ag-Cu钎料超声钎焊AZ31B镁合金/6063铝合金
2015-04-28路文江任相羿俞伟元
路文江,任相羿,俞伟元
(兰州理工大学 甘肃省有色金属新材料省部共建国家重点实验室,甘肃 兰州730050)
Zn-Ag-Cu钎料超声钎焊AZ31B镁合金/6063铝合金
路文江,任相羿,俞伟元
(兰州理工大学 甘肃省有色金属新材料省部共建国家重点实验室,甘肃 兰州730050)
以Zn-Ag-Cu合金作为钎料,使用Ar气氛保护高频感应加热,并在钎焊过程中施加超声震动辅助,在不使用钎剂的情况下获得镁合金AZ31B与铝合金6063的钎焊接头。使用SEM、EDS、XRD分析钎焊接头的微观结构,并测试了接头的力学性能以及焊缝内各物相的显微硬度。研究表明焊缝内物相组成为Mg-Zn共晶、Zn-Al共晶、颗粒状Al(Zn)或Zn(Al)固溶体以及脆性化合物Al6CuMg4+Cu5Zn8。搭接接头平均剪切强度在50 MPa以上。接头以脆性沿晶断裂为主穿晶断裂为辅。断裂位置位于靠近镁母材与焊缝界面扩散层附近的脆性金属间化合物处。
镁合金;超声波;异种金属;钎焊
0 前言
镁合金和铝合金具有密度低、比强度高、比刚性高等优点在工业领域有着越来越广泛的应用前景。由于镁合金和铝合金应用的广泛性和交叉性,以及在某些场合对其特殊性能的要求,将镁、铝及其合金连接形成复合结构就显得十分必要,这样既可降低结构重量,又可节约材料[1-2]。
镁铝焊接的主要问题在于母材本身极易氧化,热传导系数大,易产生裂纹、气孔等焊接缺陷,且极易产生金属间化合物,降低了焊接接头的力学性能[3-4]。镁铝焊接的主要方法有真空扩散焊、搅拌摩擦焊、激光焊、TIG焊、钎焊等。
使用钎焊连接材料时,焊接过程受母材形状影响较小,可用于焊接盲管等零件;与其他焊接方法相比,钎焊加热温度低,对母材组织和性能的影响小,焊后母材形变量小,尺寸精度高,因此可以被用于焊接镁铝等热敏感度高的材料[5]。但是由于镁、铝等有色金属化学性质非常活泼,直接在大气气氛下钎焊会造成母材氧化,严重影响接头的综合性能。且真空环境下镁合金易挥发,因此真空环境下不适合有镁合金参与的钎焊。将超声波技术应用于钎焊化学性质活泼的有色金属,不仅可以有效去除焊接过程中生成的阻碍母材与钎料接触的氧化膜,而且液态钎料在超声波振动的作用下会充分铺展。
1 实验材料和方法
1.1 实验材料
本实验使用AZ31B镁合金板材以及6063铝合金板材。试样尺寸50 mm×10 mm×3 mm。使用自制Zn-Ag-Cu钎料,质量分数w(Zn)=84.2%,w(Ag)= 4.3%,w(Cu)=11.5%。由纯Cu、纯Ag以共晶成分配比在Ar气氛保护下1 200℃感应加热熔炼为Cu-Ag中间合金(熔点780℃),再将中间合金在800℃与纯Zn互溶后制得钎料。钎料的DSC曲线如图1所示,由图1可知,钎料的液相点约为560℃,固相点约为540℃。
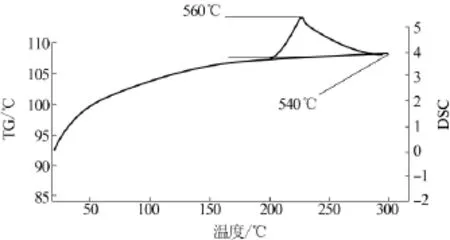
图1 钎料DSC曲线Fig.1 DSC graph of filler metal
1.2 试验方法
由于镁合金化学性质非常活泼,Zn基合金作钎料钎焊镁合金时,若钎焊保温时间过长或钎焊温度过高,液态钎料就会严重溶蚀镁母材。另外,铝母材与液态钎料相互作用又需要足够长的保温时间,为了同时满足两种母材的要求,本实验设计了如下钎焊工艺。
第一步:将钎料制成适当大小的片状,使用砂纸打磨干净其表面,将钎料与铝母材放入电阻炉中加热,待钎料熔化后施加超声波,让钎料在待焊铝母材表面铺展涂覆。
第二步:打磨涂覆在铝母材表面的钎料氧化膜,与镁母材搭接后,在气体保护感应加热炉中进行钎焊,各工艺参数如表1所示。

表1 超声钎焊工艺参数Tab.1 Process parameters of ultrasonic brazing
钎焊过程结束后,使用扫描电镜观察分析焊缝的形貌,EDS分析焊缝内元素类型及含量,XRD分析焊缝内的物相组成。显微硬度仪分析钎料以及焊缝内各物相的显微硬度。并在万能力学试验机上测试搭接接头的剪切强度。
2 实验结果分析
2.1 接头组织分析
图2为焊缝与两侧母材界面的SEM照片。由图2可知,钎料与镁基体发生了剧烈的冶金反应,形成了厚度达60 μm的界面反应层,该反应层微观组织形貌与钎料残余层组织完全不同。在反应层与钎料残余层的界面上,还有10 μm的过渡层生成。钎缝中各组织的EDS点扫描结果如表2所示。点A与点D处组织具有典型的共晶组织形貌特征,结合其元素组成及含量,可以确定其为Mg-Zn共晶以及Zn-Al共晶组织。点E处组织与钎料成分最为接近,但含有少量Al元素。根据有关相图可以确定其组织为(Ag,Cu)Zn4+Zn。(Ag,Cu)Zn4由Ag、Cu在Zn中固溶形成,溶质原子Ag和Cu可以相互替换。点C和点F含有大量Zn和Al元素,由于Ag、Cu元素含量非常低,其相对原子质量又较高,因此其中所含的Ag、Cu原子可以忽略不计。根据Zn-Al相图可以确定其组织为A(lZn)或Zn(Al)固溶体。其中Zn和Al的相对含量略有不同。合金中的Mg和Al若相互充分接触,会大量生成脆性金属间化合物Mg17Al12,焊缝如果存在较多该化合物,会严重恶化接头力学性能,导致接头脆性增加,强度下降[6]。根据相关相图以及点B处组织的元素组成,可以确定点B处组织为金属间化合物Al6CuMg4+Cu5Zn8。
焊缝的XRD衍射图谱如图3所示。由图3可知,较多的α-Mg及β-Al来自母材,结合EDS点扫描分析结果,可以确定在整个钎焊过程中,Mg元素与Al元素并没有直接相互反应生成有害的脆性金属间化合物Mg17Al12,在图谱中出现了金属间化合物Al6CuMg4,Cu5Zn8和(Ag,Cu)Zn4的小衍射峰。其中(Ag,Cu)Zn4与Cu5Zn8含量较低。(Ag,Cu)Zn4是化合物CuZn4的扩展相,是由一部分Ag原子替换了化合物中的Cu原子而形成的[7]。
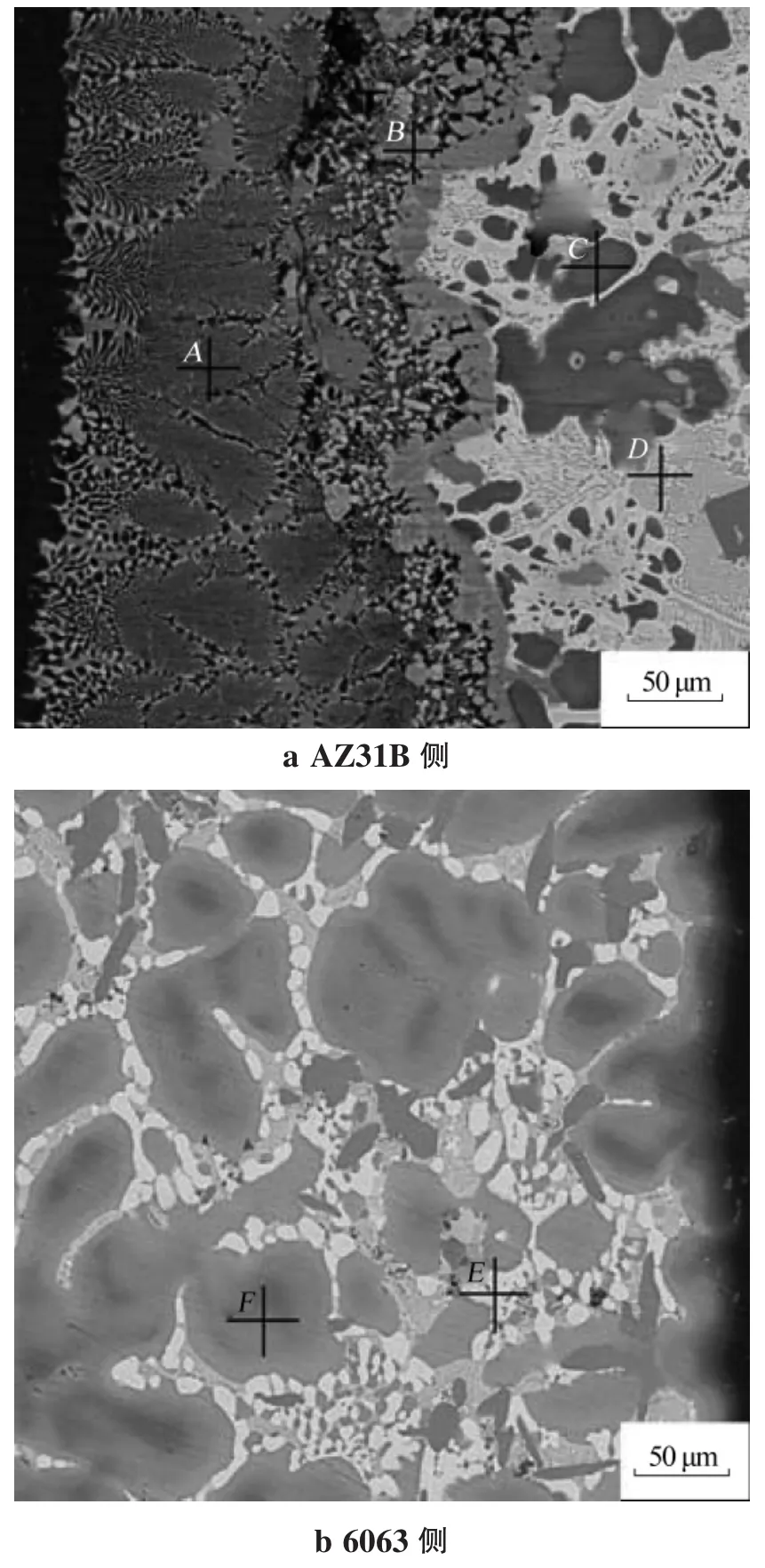
图2 焊缝与两侧母材界面Fig.2 Interface of seam and base metal
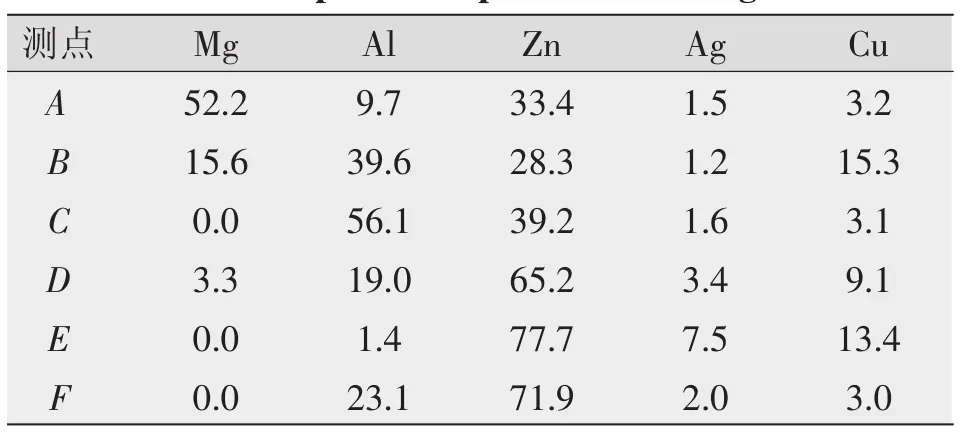
表2 焊缝各组织成分Tab.2 Component of phases in brazing seam
图3 焊缝XRD图谱Fig.3 XRD pattern of seam
2.2 接头力学性能分析
根据剪切强度测试结果,搭接接头的平均剪切强度在50MPa以上,最高剪切强度达到了52.14 MPa。两侧断口的SEM照片如图4所示。由图4可知,两侧的断口都呈锋利的刀刃状,没有塑性变形造成的韧窝以及拉伸变形后的边缘出现。此种断口形貌符合典型的脆性断裂断口特征。
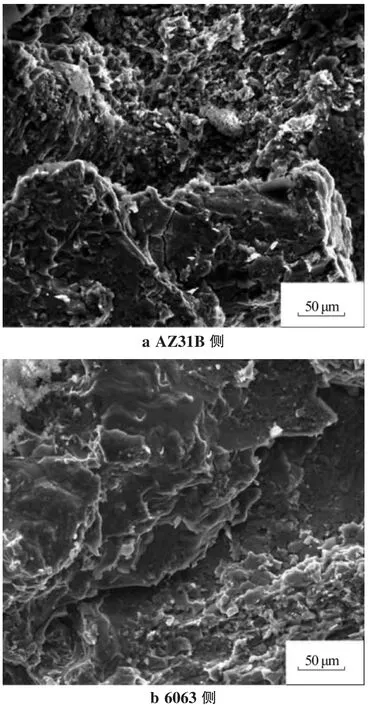
图4 剪切断口形貌Fig.4 Morphology of shear fracture of seam
根据显微硬度的测试结果(见表3),以及两侧断口纵剖面的SEM照片(见图5),可以发现焊缝的最薄弱处位于靠近镁母材的金属间化合物层,该处的硬度较高,在承受载荷的状态下最容易产生裂纹并迅速扩展。当对搭接接头施加剪切应力时,裂纹从该处产生并扩展,大部分裂纹沿两相界面扩展,少部分裂纹将金属间化合物一分为二,裂纹扩展形式具有明显的脆性沿晶断裂特征。整个焊缝的断裂方式以脆性沿晶断裂为主,穿晶断裂为辅。
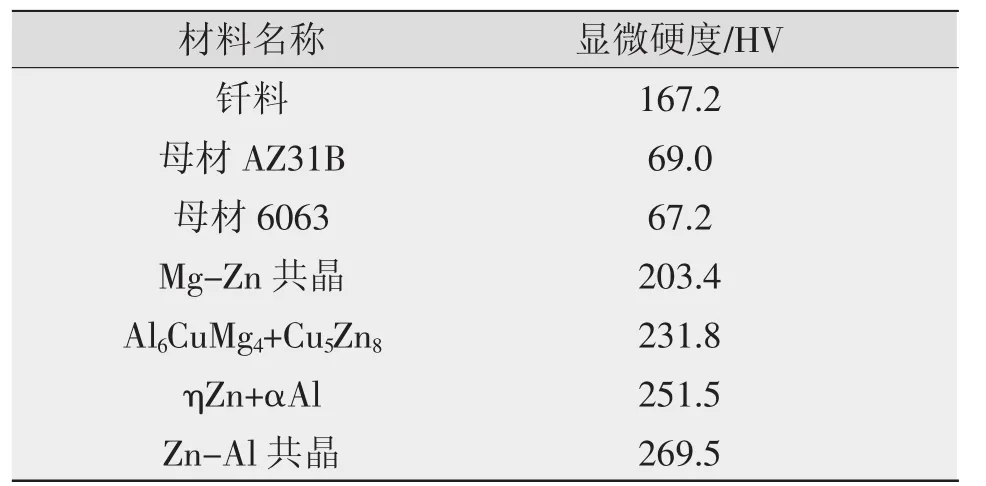
表3 焊缝内各组织显微硬度Tab.3 Microhardness of phases in brazing seam
3 结论
(1)使用自制Zn-Ag-Cu合金作为钎料,以高频感应加热方式并施加超声振动,可以在不使用钎剂的情况下钎焊AZ31B镁合金与6063铝合金。所得的钎焊接头形貌完整,组织致密,无微观缺陷。
(2)焊缝内共包含Mg-Zn共晶、Zn-Al共晶、颗粒状A(lZn)或Zn(Al)固溶体、脆性化合物Al6CuMg4+ Cu5Zn8四种物相。搭接接头的平均剪切强度在50 MPa以上,最高剪切强度达到了52.14 MPa。
(3)接头以脆性沿晶断裂为主,穿晶断裂为辅。裂纹源位于靠近镁母材-钎料界面的金属间化合物层,是整个焊缝中硬度最低的区域。
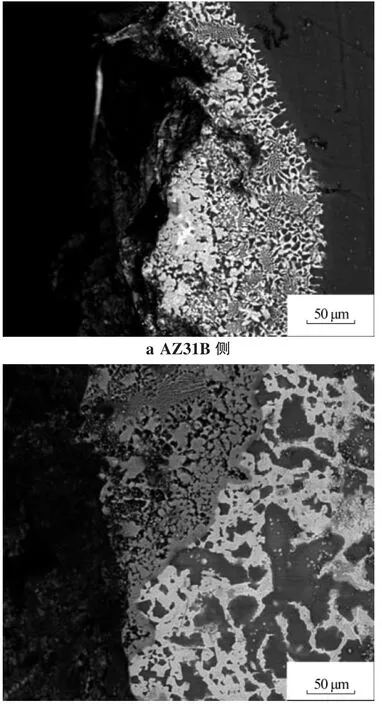
图5 剪切断口纵剖面Fig.5 longitudinal profile of shear fracture
[1]谭锦红,刘黎明.镁、铝异种金属接触反应钎焊研究[D].大连:大连理工大学,2007.
[2]王志,刘飞,刘黎明.钎焊温度及保温时间对Sn-30Zn钎料钎焊Mg/Al异种金属组织和性能的影响[J].焊接学报,2012,33(10):79-80.
[3]LI Yajiang,WANG Juan.Welding and Expectation of Nonferrous metal[M].Beijing:Chemical Industry Press.,2006:310-316.
[4]LI Yajiang,WANG Juan.Welding and Expectation of Nonferrous metal[M].Beijing:Chemical Industry Press.2004:210-212.
[5]WANG Jun,FENG Jicai.Status and Development of Research on Welding of Magnesium and Aluminum Dissimiar Metal[J].Welding,2007(9):15-17.
[6]王志,刘黎明.镁/铝异种金属低温钎焊工艺及性能研究[D].大连:大连理工大学,2012.
[7]石德珂.材料科学基础[M].北京:机械工业出版社,2014.
Ultrasonic brazing technology researching of magnesium alloy AZ31B/Aluminum alloy 6063 using Zn-Ag-Cu filler metal
LU Wenjiang,REN Xiangyi,YU Weiyuan
(State Key laboratory of Gansu Advanced Non-ferrous Metal Materials,Lanzhou University of Technology,Lanzhou 730050,China)
Utilizing Zn-Ag-Cu alloy as the brazing filler metal,high-frequency induction as the heat source,and ultrasonic vibration as the support measure in actual operation,brazing joint between magnesium alloy AZ31B and aluminum alloy 6063 may be obtained in Ar atmosphere.On this basis,SEM,EDS,and XRD are employed to analyze the microstructure and to test the mechanical property of such brazing joint.This study shows that,phase composition of the brazing seam includes eutectic structure Mg-Zn and Zn-Al,gr anulated ηZn+αAl and brittle intermetallic compound phase Al6CuMg4+Cu5Zn8.The average shearing strength of joint is above 50 MPa,and the maximum is 52.14 MPa,with main fracture mechanism of brittle inter-granular fracture,which is located at the IMC zone.
magnesium alloy;ultrasonic;dissimilar metals;brazing
TG454
:A
:1001-2303(2015)10-0043-04
10.7512/j.issn.1001-2303.2015.10.09
2014-05-09;
:2015-01-20
路文江(1954—),男,河南林州人,教授,博士,主要从事钎焊技术及纳米材料的研究工作。
