活塞环自调心夹具摩擦学试验设计
2015-04-25秦襄培鄢宁波武胜超
秦襄培,吴 丽,鄢宁波,曾 诚,武胜超
武汉工程大学机电工程学院,湖北 武汉 430205
0 引 言
内燃机[1]中缸套和活塞环摩擦副[2]的摩擦性能的好坏,关系到内燃机的质量.内燃机在工作时为了保证热能可以最大限度的转化为机械能,使得内燃机拥有更好的工作效率,应当将缸套和活塞环保持良好的密封性能[3].但是活塞在缸套里的往复运动带动活塞环与缸套形成摩擦,若活塞环与缸套的间隙太小,摩擦就会增大,进而增大能量的损失[4].另外,其相互摩擦做功时,缸套内壁温度上升,直接影响其使用寿命[5].研究表明:内燃机在工作过程中因缸套-活塞环摩擦副引起的摩擦功耗占整个发动机摩擦功耗的45%~65%[6].近年来,由于发动机向高速和强化方向发展,活塞环的工作条件越来越苛刻,对其耐磨性也提出了更高的要求,因此对缸套和活塞环这对摩擦副的研究必须随之更新.在直接对活塞环进行摩擦磨损的试验[7]中,为了模拟实际工况,需要保证活塞环的摩擦方向和上下端面垂直且保持活塞环桶面中间接触,但由于其截面形状过于复杂,装夹是否可靠便成为整个试验成功的关键因素.现有的夹具仅能装夹规则截面形状的活塞环,对于不规则截面形状则很难装夹,同时现有夹具[8]装夹时,接触点是活塞环的最高点,而不是中间点,这就表示无法保证磨痕处于中间位置.针对现有技术上存在的不足,有必要设计一种针对销盘式试验机的专用活塞环夹具,并将夹具装夹于销盘式试验机[9]上进行摩擦学试验来验证夹具是否能满足实际工作要求.
1 活塞环自调心夹具设计方案
活塞环截面有多种形状,有些活塞环的形状不规则,直接装上夹具,不能保证工作面在接触面的最高点.比如正桶面环[10],直接装在常规夹具上面,可以保证中间点就是接触的最高点,而不对称的偏桶面环,接触面的最高点偏离中间点位置,不是主要接触工作面.夹具设计主要目的就是解决活塞环接触面最高点不在中间位置时,如何进行试验的问题.传统夹具局限性大,该设计自调心夹具,通过两次装夹,分别定位,只要活塞环上下端面平行,无论是何种活塞环截面形状都能通过所设计的夹具进行试验.
设计表明,子夹具负责装夹活塞环截取试样,母夹具与子夹具则通过一颗自调心钢珠定位.该夹具特点在于无论最高点在接触面何处,只要转动自调心钢珠便能调试子夹具位置,调试至截取试样和盘试样的摩擦面处于良好的面接触状态,即接触点在接触面的中间位置.
夹具结构如图1所示,活塞环试样装夹于子夹具上端开槽中,子夹具下端面与母夹具环内圆面中心处分别开有直角和钝角锥孔,用于安置自调心钢珠.自调心钢珠在压力作用下能产生小范围的转动,便于调心定位.另外,子夹具与母夹具的接触端面为桶面,母夹具的上端为圆柱槽状,圆柱槽的内径大于子夹具的直径,子夹具安装在母夹具的圆柱槽中.母夹具的底座开设工形槽,螺栓穿过工形槽将母夹具固定在销盘式试验机上.

图1 夹具结构设计图Fig.1 A design drawing of fixture structure
2 夹具实用性验证试验
2.1 安装与调试
首先解决活塞环试样的装夹,将活塞环试样放置在子夹具开槽之中,圆柱销通过安装平面对试样进行定位,再由两对称分布的螺栓将其固定.其次是子母夹具的安装,将子夹具放置在母夹具上圆柱槽,圆柱槽上均布三个螺纹通孔,分布对应子夹具下端所开螺纹孔,孔径相同.然后使用起自调心作用的钢珠和三个螺钉将其固定在母夹具上.通过调整螺钉松紧,子夹具可以在母夹具内转动,从而调整活塞环的位置达到指定状态.活塞环装夹示意图如图2所示.
试验时需要先验证活塞环位置调整是否到位.方法是在活塞环接触面上放一张复写纸,然后将活塞环和盘试样接触,通过复写纸留下的痕迹便可判断活塞环位置是否正确.在接触的同时观察盘的外圆对应部分是否和环的端面垂直,如果没有达到要求则需要重新调整.

图2 活塞环装夹示意图Fig.2 Diagram of piston ring clamping
2.2 试验条件
试验活塞环材料为铸铁盘-渗陶瓷活塞环和渗陶瓷铸铁盘-渗陶瓷活塞环.试验机为SST-ST销盘式摩擦磨损试验机(西德)如图3所示.

图3 SST-ST销盘式磨损试验机示意图Fig.3 Diagram of SST-ST pin-on-disc tribo-tester

表1 试验参数Table 1 Experimental parameters
2.2.1 试验参数 试验在室温下进行,试验前在接触工作面上加一滴机油润滑,试验时具体参数如表1所示.参考标准:DIN50320.
2.2.2 测试条件 采用西德制造的HBM扭矩传感器在线连续测量摩擦系数随时间变化曲线;采用SST-ST计算机数据分析系统进行数据采集及处理,采样周期20μs;使用Taylor Hobson测量盘试样磨损截面积;使用ImageAnalysis测量活塞环磨痕尺寸.
2.3 试验结果
两种材料的活塞环在SST-ST销盘式摩擦磨损试验机试验的结果如图4、5与表2所示.
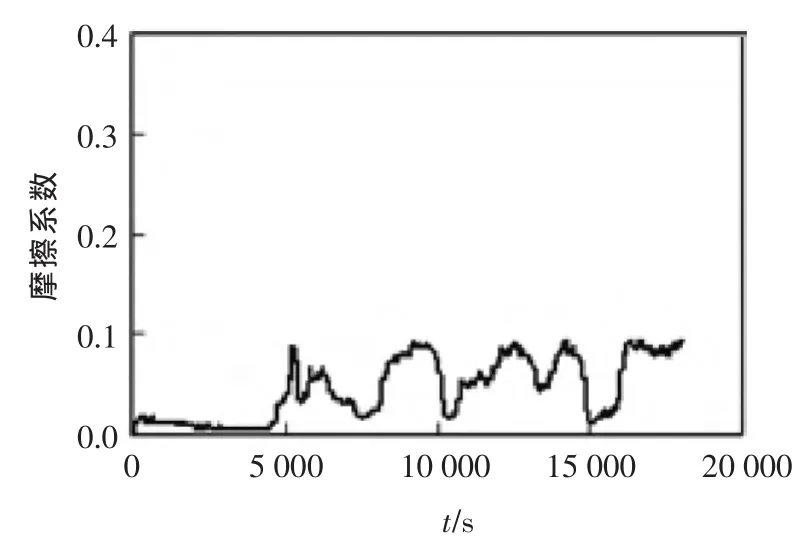
图4 铸铁盘-渗陶瓷活塞环摩擦副Fig.4 Friction pair of cast iron platewith ceramic piston ring
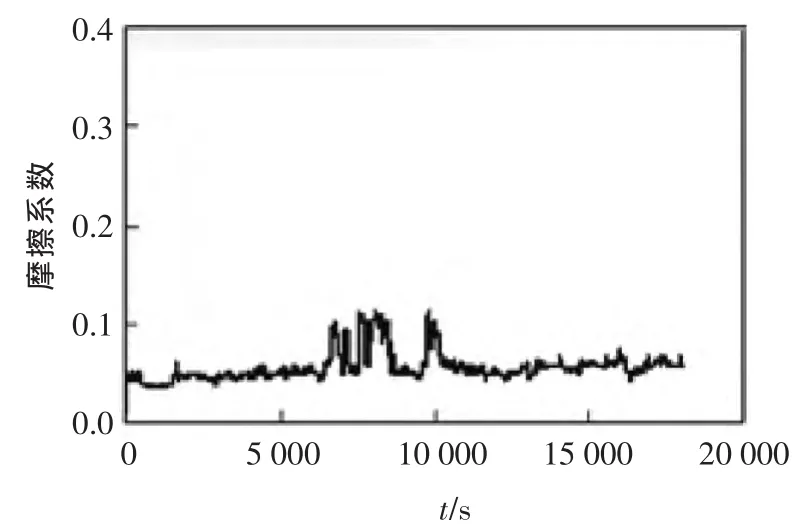
图5 渗陶瓷铸铁盘-渗陶瓷活塞环摩擦副Fig.5 Friction pair of infiltration ceramic iron platewith infiltration ceramic piston ring

表2 试样磨损量Table 2 The wear loss amountof sample
3 试验分析
试验结果如图6所示,图6中的磨痕为活塞环接触表面磨痕,磨痕方向与端面垂直.说明活塞环截取试样和盘试样的摩擦面处于良好的面接触状态,摩擦方向和上下端面垂直.试验同时发现,在同样的试验条件下铸铁渗陶瓷盘-渗陶瓷环摩擦副比铸铁盘-渗陶瓷环摩擦副摩擦系数略低,渗陶瓷铸铁盘和渗陶瓷环摩擦副比铸铁盘和渗陶瓷环摩擦副的磨损量分别降低了1.5倍和2.3倍.这表明对活塞环进行渗陶瓷[11]工艺处理,有助于改善活塞环的耐摩擦性能,自调心夹具能够有效的区分出经表面改性后材料摩擦性能的改变.使用活塞环自调心夹具在销盘式试验机上研究活塞环耐磨性不仅试验结果精确,方便快捷.对不同形状的活塞环在销盘式试验机上试验都能真实的模拟出实际工作时产生的摩擦情况.

图6 活塞环接触表面磨痕Fig.6 The wearmarks on the contact surface of piston ring
4 结 语
上述设计的一种销盘式试验机上专用夹具,为解决内燃机中活塞环试验时的接触问题,提高实验的精确性.通过查阅活塞环磨损、内燃机工作原理及相关资料,经过试验,最终设计出了一种专用于销盘式试验机装夹活塞环截取试样的夹具,并通过试验证明所设计的夹具是成功的.只要活塞环上下端面平行,无论活塞环是何种截面形状都可使用该夹具进行摩擦磨损试验,并能快速准确的实现自调心定位,调整方便快速,极好地保证了实验精度,为活塞环摩擦磨损试验提供了一种新的装夹方法.试验证明,使用该夹具的试验结果与真实活塞环工作时情况一致,且准确有效,便于进一步研究提高活塞环耐磨性.同时试验也证明,采用渗陶瓷处理后的活塞环耐磨性得到显著提高,该夹具的设计对研究活塞环耐磨性以及提高内燃机工作性能有一定指导作用.对于提高活塞环耐磨性具有一定实用意义.
致 谢
感谢2012年地方高校国家级大学生创新创业训练计划(201210490019)对本研究的资助!
[1]周龙保.内燃机学[M].北京:机械工业出版社,2011.ZHOU Long-bao.Internal combustion engine [M].Beijing: China Machine Press,2011.(in Chinese)
[2]王先义,孙军,张亮,等.内燃机活塞环-缸套摩擦副摩擦学的研究进展 [J].小型内燃机与摩托车,2014,43(2):86-91.WANG Xian-y i,SUN Jun,ZHANG Liang,et al.A Review of Research on Friction of Piston Ring-Cylinder Liner in Internal Combustion Engine[J].Small Internal Combustion Engine and Motorcycle.2014,43 (2):86-91.(in Chinese)
[3]邓志明,欧阳光耀,李育学,等.内燃机活塞环组密封性能研究[J].润滑与密封,2011, 36(3):60-64.DENG Zhi-m ing,OU Yang Guang y ao,LIYu-x ue,et al.Sealing Performance of Piston Rings of Internal Combustion Engine [J].Lubrication Engineering.2011, 36(3):60-64.(in Chinese)
[4]张向伟,金晓怡,钮冬科,等.销盘摩擦副摩擦性能分析[J].机械设计与研究,2013,29(6):135-137.ZHANG Xiang-w ei,JIN Xiao-y i,NIU Dong-k e,et al.The Friction Performance Analysis of Pin Disk Friction Pair [J].Machine Design and Research,2013,29(6):135-137.(in Chinese)
[5]谢晓燕,夏永龙.汽车发动机活塞环的磨损分析及提高活塞环使用寿命的对策[J].润滑与密封,2003(3):60-61.XIE Xiao-y an,XIA Yong-l ong.Analysis of the Engine's Piston Ring Wear and Countermeasures of Increasing the Service Life of the Ring [J].Lubrication Engineering,2003(3):60-61.(in Chinese)
[6]袁成清,郭智威,娄朝辉.柴油机缸套-活塞环切片往复试验专用夹具:中国,2013200627339[P].2013-08-14.YUAN Cheng-q ing,GUO Zhi-w ei,LOU Chao-h ui.Reciprocal sliding test of Diesel Cylinder-Ring Special fixtures:China,2013200627339 [P].2013-08-14.(in Chinese)
[7]刘伟达.内燃机活塞环-缸套摩擦磨损过程性能研究[J].柴油机设计与制造,2006,14(3):25-28.LIU Wei-d a.The study of p roperties of i nternal c ombustion e ngine p iston r ing-c ylider f riction wear process[J].Design & Manufacture of Diesel Engine,2006,14(3):25-28.(in Chinese)
[8]瞿志俊.活塞环干摩擦试验夹具设计[J].煤矿机械,2010,31(11):122-123.QU Zhi-j un.Clamp design of piston ring for oil-out lubrication test[J].Coal Mine Machinery,2010,31(11):122-123.(in Chinese)
[9]汪选国.销盘滑动磨损试验的仿真方法研究 [D].武汉:武汉理工大学,2009.WANG Xuan-g uo.The study on simulation method of pin-on-disc sliding wear test [D].Wuhan:Wuhan University of Technology,2009.(in Chinese)
[10]武冬馥.桶面活塞环研磨夹具设计参数的探讨[J].内燃机配件,2000(2):26-28.WU Dong-f u.Discussion on the design parameters of the piston ring of the barrel surface[J].Internal Combustion Engine&Parts,2000(2):26-28.(in Chinese)
[11]周永福,袁文,马国英.渗浸陶瓷活塞环的磨损特性及应用[J].内燃机与配件,2005(5):4-7.ZHOU Yong-f u,YUANWen,MA Guo-y ing.Abrasion characteristic and application of ceramic penetration piston ring[J].Internal Combustion Engine & Parts,2005(5):4-7.(in Chinese)
