VMC3016L 加工中心自动润滑系统控制的设计与分析**
2015-04-25邢晨翔
王 勇 赵 敏 邢晨翔
(①苏州工业职业技术学院机电设备维护中心,江苏 苏州215104;②纽威数控装备(苏州)有限公司,江苏 苏州215129)
笔者单位一台法道加工中心VMC3016L,系统采用美国的FADAL 系统,由于该系统在国内比较少见,加之该机床已使用12 年了,里面的主轴驱动器和Z轴伺服驱动器也坏了,相关备件难以购买,现对数控系统实施改造,采用FANUC 0I-MATE-MD 系统。本文以这个改造案例为背景,介绍自动润滑系统硬件控制电路的设计、提出自动润滑系统控制梯形图设计思路及警示与安全保护设计思路[1],编制出相应的控制梯形图并对主要控制梯形图和功能指令作具体说明和分析。
1 自动润滑系统硬件控制电路设计与分析
如图1 所示,液位低检测开关SQ13 一端接到I/O LINK CB105 的B13 端子上[2],地址定义为X9.7,另外一端接到B01(+24 V)端子上;给油泵电动机上电的直流24 V 中间继电器KA12 的线圈接到B22 端子上,地址定义为Y3.5;润滑油位低指示灯接到A22 端子上,地址定义为Y3.6。

如图2 润滑油泵电动机控制电路所示,通过中间继电器KA12 的1 个常开触点给润滑油泵电动机提供交流220 V。FU5 为润滑油泵电动机的短路保护[3]。

2 硬件控制过程及梯形图设计思路
可以通过修改相应的PMC 参数,改变泵油时间和泵油的间隔时间,如表1 所示,4 号计数器的设定值为泵油时间设置数据,5 号计数器的设定值为泵油间隔时间设置数据。例如机床开机,PMC 梯形图就运行,过30 min 后,梯形图中的Y3.5 线圈得电变为1,又因为图1 中DOCOM(A24、B24、A25、B25)4 个端子接的直流24 V 的正极,即Y3.5(B22)输出直流24 V 的正极,由图1 可知中间继电器KA12 线圈得电吸合,图2中的KA12 常开触点闭合,润滑油泵得电220 V 电压工作,开始泵油,5 s 后,要求Y3.5 线圈失电变为0,这样中间继电器KA12 线圈失电断开,KA12 触点断开,润滑油泵失电停止工作(停止泵油),然后系统又开始计时满30 min 后,继续上面的循环。如果想每隔40 min泵油10 s 的话,只需要将4 号计数器的设定值改为10,将5 号计数器的设定值改为40 即可。
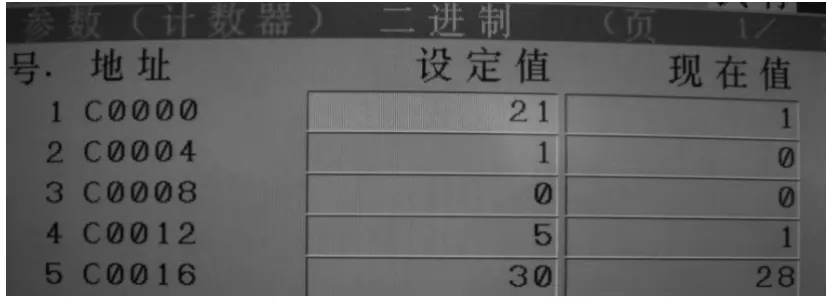
表1 泵油时间与泵油间隔时间PMC 参数设置
3 警示与安全保护设计思路
一旦油位过低,油泵无法抽到油时,系统此时出现相应的油位过低报警,在系统画面上显示“1002 LUBRICATION OIL LOW”报警信息[4],同时控制面板上油位低指示灯间隔500 ms 闪烁,以警示操作者往润滑油箱内注油;因为此时没有润滑油供应到导轨与丝杆上,不允许执行程序加工,为了保护机械部分[5],应使循环启动功能失效。
4 自动润滑系统PMC 梯形图设计与分析
4.1 I/O 信号定义
(1)CB105(B13 脚):X9.7 油位低(X9.7=1 时高液位,X9.7=0 时低液位)
(2)CB105(B22 脚):Y3.5 油泵电动机
(3)CB105(A22 脚):Y3.6 润滑油位低指示灯
4.2 加减计数器功能指令CTR[6]
在设计梯形图之前,先将1 个用到的加减计数器功能指令CTR(如图3 所示)简要介绍一下:

说明:ACT =1 表示当接到ACT 的信号出现1 次高电平时计数1 次。
控制条件:

注意:当定义为加计数器时,复位后变为CN0 的初始值;当定义为减计数器时,复位后变为计数器的预置值。
控制参数:计数器号,指在PMC 参数画面下的计数器号。在此PMC 参数里可以输入计数器的设定值,并能显示当前值。
输出:W1=1 时,为计数器输出信号。当为加计数时,计到最大值W1=1;当为减计数时,计到最小值W1=1。
4.3 润滑油泵泵油时间梯形图设计与分析
图4 为润滑油泵泵油时间梯形图,R9091.1 是1个常1 信号[6],说明计数器的初始值为1;R9091.0 是1 个常0 信号,说明计数器类型为加计数;R9091.6 是1 个周期为1 s 的脉冲信号,高低电平均为500 ms,相当于计1 次数为1 s。图5 为润滑油泵输出控制梯形图。R530.7 的线圈和Y3.5(控制油泵电动机的)的线圈是并联的,Y3.5 线圈得电的同时R530.7 线圈也得电,即当润滑油泵不泵油的时候,R530.7 的线圈失电,R530.7 的常闭触点就一直导通,从而复位计数器,不让计数器计数。反之,Y3.5 与R530.7 线圈得电则开始不复位计数器,让它计数。假如每次泵油5 s,我们将计数值5 存放在PMC 参数的计数器中,计数器号为0004(如表1 所示),在设定值里输入5(表示泵油时间为5 s,假如感觉时间有点短,导轨与丝杆上没有得到充足的润滑油,使用者可以根据需要将此值进行修改),当前值里实时显示当前的已泵油时间,计数器号004 对应的计数器地址是C12、C13、C14、C15,其中C12、C13 存放计数器的设定值,C14、C15 存放计数器的当前值。当计数器计满5 次(即5 s)以后,R530.1输出为1,如图5 所示R530.7 与Y3.5 线圈失电,泵油结束,紧接着起动如图6 所示泵油间隔时间定时梯形图,复位如图4 泵油计时。



4.4 润滑油泵泵油间隔时间梯形图设计与分析
图7 TMRB[6]是1 个上升沿触发的固定时间计时器功能指令,0100 是定时器号,0 000 060 000是设定的时间(它的单位是ms,它所能设定的时间是1 ~32 760 000)。当ACT 等于1 时,即R530.0 接通的时候计时器开始计时,当计时器计满所设定的时间后W1 输出为1,在这个梯形图中就是R530.0 线圈得电变为1。同时ACT 为0 的时候W1 就立刻变为0,所以可以看出上述的梯形图是产生1 个60 s 的振荡脉冲,当梯形图一开始执行的时候计时器就开始计时,当计时60 s 后,R530.0 线圈得电输出为1,然后R530.0 常闭触点断开,导致ACT 为0,从而复位计时器,R530.0线圈失电输出为0。

R530.0 为1 个周期60 s 的波形:
图6 计数器是用来控制泵油间隔时间的,与泵油时间计数器控制条件的不同之处是:(1)复位的条件不一样,泵油计数器是在不润滑的时候一直复位计数器,而泵油间隔计数器是在润滑的时候一直不停地复位。(2)启动的条件不一样,泵油计数器的启动条件用的是R9091.6 (1 s 的脉冲信号),每次计数间隔是1 s,而泵油间隔计数器的启动条件用的是R530.0,它是1 个周期为60 s 的脉冲,因此泵油间隔计数器计1次数是1 min。同样0005(如表1 所示)是计数器号,它所对应的计数器地址是C16、C17、C18、C19,其中C16、C17 中显示的是计数器的设定值,C18、C19 是计数器的当前值。当计数器计数到设定值的时候W1 输出为1,即R530.2 输出为1,使图4 中的R530.7 与Y3.5 线圈得电,油泵开始泵油,紧接起动如图4 泵油计时,复位如图6 泵油间隔计时。
综上所述,可知当PMC 刚开始执行的时候,固定时间计时器TMRB 就开始计时,当计满所设定的时间后产生1 个上升沿信号作为泵油间隔时间计数器的启动信号,然后泵油间隔计数器0005 开始计数,计到0005 号计数器中设定值的时候,便开始泵油,泵油过程中泵油间隔时间计数器一直被复位,泵油计数器开始计数,每1 s 计数一次,计到0004 号计数器中设定值的时候,就将泵油自锁解开,停止泵油。接下来就是泵油间隔计数器0005 开始……就这样不断地循环往复下去。
5 警示与安全保护PMC 梯形图设计与分析
5.1 信息显示功能指令
信息显示功能指令(DISPB)[6]用于在数控系统的显示屏上显示一些报警信息和操作信息。DISPB 指令格式如图8 所示。

信息显示条件:当ACT=0 时,数控系统不显示任何报警和操作信息;当ACT=1 时,根据请求地址的状态,显示信息列表中编辑的信息。
显示信息数:设定显示信息的个数。
编制显示信息列表:信息数据表中每条数据的内容包括信息号和信息数据两个部分,如表2 所示。信号为1000~1999 时,在报警页面中,显示信息号和信息数据,中断当前机床工作;信息号为2000 ~2099 时,在操作页面中只显示信息数据而不显示信息号,不中断当前机床工作[7]。出于安全保护,这里选择1001(LUBRICATION OIL LOW),即一旦出现润滑油位低报警,中断当前机床所有操作,保护机床机械部分。
编制信息显示请求地址,在信息继电器地址A0 ~A249.7(共2 000 位)中编制信息显示请求位,如表3所示,每位都对应1 条信息。如果在系统显示装置上显示某1 条信息,则将对应的信息请求位置1;如果将该信息请求位置0,则清除相应的显示信息。

表3 信息显示要求
5.2 警示与安全保护PMC 梯形图设计与分析


表4 报警信息列表
如果油位满时,X9.7 对应的硬件开关SQ13 是闭合的,由图1 I/O Link CB105 接口控制电路可知,X9.7得到+24 V 电压变为1,此时图8 警示与安全保护PMC 梯形图中的X9.7 的常闭触点就会变为常开触点;油位低时,X9.7 对应的硬件开关SQ13 是断开的,X9.7 不能够得到+24 V 电压,变为0,此时请求地址A0.2 线圈得电变为1,又因为R9091.1 是常1 信号,所以当PMC 开始执行的时候,信息显示功能DISPB 指令就开始执行信息显示,然后在系统上产生1 个报警(如表4 报警信息列表所示[8])“1001 LUBRICATION OIL LOW(润滑油位低)”,同时R500.0 线圈得电,常闭触点断开,导致G7.2(循环启动功能)无法得电,即使此时按下循环起动按钮X4.1,程序也不会自动运行,从而保护了机械部分,无润滑油的情况下禁止移动。
Y3.6 是控制面板上润滑油位低指示灯,当油位开关检测到润滑液油位低的时候X9.7 为0,上面的X9.7常闭触点导通,Y3.6 面板上的润滑灯就会亮,R9091.6在这里的作用是让润油位低指示灯间隔500 ms闪烁。同时A0.2 得电,然后系统产生1 个低油位报警。
6 结语
数控机床系统改造过程中,自动润滑系统控制的设计非常重要,不但要考虑定时定量供油,以保证机床各机械部件得到充分的润滑,还要考虑一些安全警示和保护功能,即没有润滑油的情况下出现报警并禁止机床坐标轴移动,以保护机械部件。改造系统后VMC3016L 加工中心通过1 年的使用,自动润滑系统运行效果良好,达到了预期的设计效果。希望对于其他数控机床的自动润滑系统控制的设计有所帮助。
[1]曹健,顾剑.锋数控机床润滑系统控制的改进[J].制造技术与机床,2005(8):72-73.
[2]北京发那科机电有限公司.BEIJING—FANUC 0iD/Oi Mate MD 连接说明书(功能)[Z].
[3]王跃军,唐健.基于PLC 的C650 型卧式车床电气控制系统改造设计[J].制造技术与机床,2012(3):132-134.
[4]王勇.在数控机床故障诊断中应用智能诊断融合技术[J].煤炭技术,2013,32(7):180-181.
[5]王勇.数控机床伺服进给系统典型故障分析及维修[J].机床与液压,2013,41(14):157-159.
[6]北京发那科机电有限公司.BEIJING—FANUC PMC PA1/SA1/SA3梯形图语言编程说明书[Z].
[7]刘江,卢鹏程.FANUC 数控系统PMC 编程[M].北京:高等教育出版社,2011.
[8]张立军. 机床PLC 故障显示程序设计及应用[J].制造技术与机床,2006(4):83-84.
