台式剥线机的开发
2015-04-25闻丽燕周洪昌
闻丽燕,周洪昌
WEN Li-yan, ZHOU Hong-chang
(北京机械工业自动化研究所,北京 100120)
0 引言
随着现代经济的迅速发展,自动化机电设备大量产生,剥线设备因市场需求随之增加,由于工业自动化设备产量不断增长,在制造过程中需要进行大量的线束制备工作,线束端头的质量直接影响着导线连接的可靠性,为提高剥线效率,提升大量导线的一致性、外形美观的导线而开发的中高精度的台式剥线机,其特点为:体积小、高精度、智能控制、加工效率比国外同类产品提升10%~15%。

图1 剥线机
1 机械设计及工作原理
主体由送线机构、切刀机构、摆动机构、线束张力调整机构组成,机械结构如图2所示。

图2 机械结构
剥线步骤:导线通过导向管送到A位置,旋转开合手柄使前驱动轮压线,调试压力和间隙使之合适,同样调整后驱动轮的压力和间隙等同,开始自动剥线,参数由面板设置如图3所示。

图3 操作面板

图4 加工示意
面板设置全长-前后剥离长度-剥线速度-数量-启动-开始自动剥线。如图3、图4所示。
该设计的主要特点如下:
1)所有机械装置安装在一体式金属板上,可以作为模块镶嵌在操作台上或安装在独立机壳内使用。整体结构自动化程度高,机械结构设计高度紧凑,故障率低,操作安全,维修简便的特点。其主要技术指标如下:
切断长度:L=0.1mm~99999mm
切断精度:±(0.2+0.002×L)mm
剥线长度:0~30mm
导线规格:AWG#8~#28
2)核心机构包括送线与张力调整机构、切刀及摆动机构,通过各机构的协调配合实现导线的精确进给及端头剥线加工。特别是切刀上下开合频率与摆动管摆动角度频率在时间上、协调性上紧密配合。
3)前后送线轮组每组在设计上具有多功能:(1)对走线有合适的压力。(2)对被剥导线的传送。(3)走线长度的精度非常高,是取决于轮组表面高质量的加工工艺,轮组表面特殊纹路使走线精度大幅度提高。
4)张力机构前后轮组采用步进电机驱动,通过同步带将动力传递到固定轴及过渡轴上,由于过度轮及浮动轴之间齿轮传动副的作用,使上下轮的旋转方向相反,如图5所示。

图5
2 电气控制的实现
1)控制硬件采用自设计主芯片CPU8098为核心单片机单元,它是MCS-96系列中一个很实用的单品,控制对象为液晶显示面板、设置功能触摸按键、切刀驱动步进电机、前后送线轮组驱动步进电机。其特点为:
16位中央处理器,两路
2高效指令系统,最短时间1µs
3脉宽调制输出(PWM)
4高速输入/输出(HIS/HSO)口
54路10位A/D转换器
6全双工串行口
7多用途接口
88个中断源,可处理20种中断事件
916位监视定时器(WATCH D OG TIMER)
102个16位定时器
114个软件定时器
12寄存器阵列和特殊功能寄存器
13统一的编址方式
2)单片机及驱动硬件框图,如图6所示。

图6 硬件框图
3)软件设计
选用启东计算机总厂设计的DICE系列单片机在线仿真器,可用于开发INTEL MCS-51,MCS-96和PHILIPS 80C51系列单片机,是高性能、多用型单片机在线仿真器。
特点:
1)增强型通用在线仿真,支持INTEL MCS-51/96 PHILIPS80C51系列单片机,8051与8096不同CPU的仿真不必更换仿真板及监控,只需拨动转换开关即可,提高系统的可靠性。
2)支持PL/M-51/96汇编,反汇编,及全窗口源文件文本调试。
3)支持INTEL HEX INTEL OMF数据格式。
4)PC工控机串口任意切换,波特率自动跟踪,调试频率1.15M。
5)自带EPROM编程器。
6)提供64K用户数据/程序空间。可一次性在线调试。
7)高性能的2*64K硬件断点,全空间无限止夭折暂停功能。
8)CPU所有资源全部出借,用户空间0000-FFFF全空间仿真。
MCS-8098单片机汇编语言指令系统与MCS-96系列单片机指令系统完全一致。不但运算速度快(是MCS-51单片机的4~5倍),而且编程效率高。
软件设计主程序流程图如图7所示。

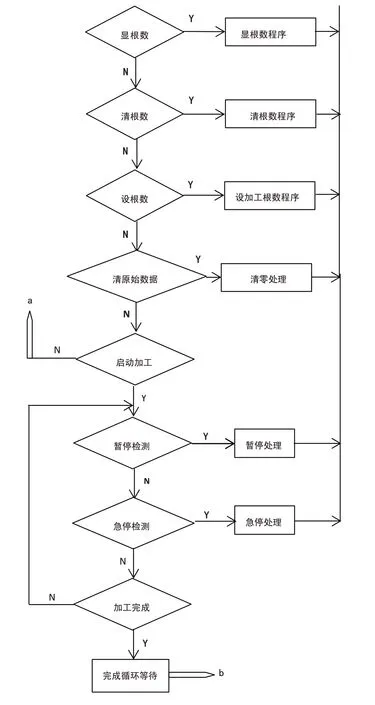
图7 流程图
8098单片机共有100条指令,6种寻址方式,8位和16位的算数/逻辑运算,(16*16)位乘法运算(积为32位),32/16除法运算以及测试转移、数据传送和移位等操作。
3 加工效率对比
说明:红线为全长小于30mm的电线,黑线为30mm以上的电线。

图8 加工对比
从图上可以看出与国外同类产品相比较短线加工效率要比之低,而大于30mm以上的线比之高,常用档是30mm以上的。
4 结束语
由于采用步进电机作为驱动元件,导线输送采用摩擦式驱动轮传动方式,电控采用半闭环控制,当传送轮正反转时会引起导线输送时张力的波动,短线尤为明显,解决办法可考虑调整驱动轮压紧装置的弹簧力进行一定的改善。综述以上特点,比国外同类产品加工效率高,成本低,采用单片机控制技术应用灵活,随着制造业科学技术的不断提高,可开发具有更多功能的升级设备,也可扩展接口实现联机中央控制中心自动加工生产,本机具有广泛的技术提升空间。
[1] 张幽彤,陈宝江.MCS8098系统使用大全[Z].
[2] 张建国,林健东.DICE-5928超强通用单片机开发系统使用手册[Z].
