EGSB出水回流对EGSB—SBR工艺处理果汁废水的影响
2015-04-24刘永红蔡会勇
李 婷,刘永红,赵 蕾,蔡会勇
(1. 西安工程大学 环境与化学工程学院,陕西 西安 710048;2. 烟台富美特食品科技有限公司,山东 烟台 264004)
治理技术
EGSB出水回流对EGSB—SBR工艺处理果汁废水的影响
李 婷1,刘永红1,赵 蕾2,蔡会勇1
(1. 西安工程大学 环境与化学工程学院,陕西 西安 710048;2. 烟台富美特食品科技有限公司,山东 烟台 264004)
采用EGSB—SBR工艺处理实际果汁废水(COD 2 608~6 500 mg/L,pH 5.0~7.0)。在EGSB反应器成功启动及驯化完成的情况下,连续运行49 d。实验结果表明:第25天起,控制EGSB回流比为3.00∶1,EGSB反应器可在无须添加NaHCO3的条件下稳定运行,从而降低了废水处理成本;第25天起,平均进水COD,BOD5,SS分别为5 968,2 130,1 020 mg/L,平均出水COD,BOD5,SS分别降至131,11,50 mg/L,平均COD,BOD5,SS去除率分别为98%,99%,95%;组合工艺对该实际果汁废水具有良好的处理效果。
果汁废水;膨胀颗粒污泥床;序批式反应器;出水回流;低碱度
近年来我国浓缩果汁产量大幅增长,其中,2013年苹果汁产量达1.16 Mt,居世界首位。果汁生产加工过程中产生的果汁废水是一类有机污染物浓度高、pH偏低(一般为5.0~6.0)的新型工业有机废水,COD、悬浮物和胶体浓度极高[1]。据统计,每生产1 t浓缩果汁的新鲜水用量,较少的为9~12 t,高的可达30 t[2]。如何经济、有效地解决果汁行业耗水量大、废水污染严重等问题,成为当今废水处理领域面临的技术挑战之一。
与国外果汁废水处理普遍采用厌氧—好氧生物工艺相比[3-4],国内大多采用能耗高、泥量大、水质难达标的好氧生物工艺。我国果汁行业刚刚兴起,果汁生产具有明显的季节性,每年仅生产4~7个月,其余时间处于停产状态。生产期间,处理系统需尽快适应大量的高浓度废水。而厌氧生物技术对高浓度有机废水的处理具有明显优势[5],厌氧污泥可长期稳定保存,反应器停止运行后的再次启动可迅速完成。但处理酸性果汁废水时需投加一定量的碱以维持厌氧反应器所需的pH条件(pH=6.5~7.5)[6],这不仅大大增加了处理成本,且中和过程产生的盐将给后续工艺带来不利影响。
针对上述情况,本工作以高效厌氧反应器技术为核心,采用EGSB—SBR工艺在低碱度条件下处理果汁废水,研究EGSB出水回流对运行过程的影响,以期为相关工程实践提供帮助。
1 实验部分
1.1 试剂、材料和仪器
NaHCO3,NH4Cl,KH2PO4:分析纯。
EGSB接种污泥:厌氧颗粒污泥,取自陕西省户县某淀粉厂污水处理站UASB反应器,粒径约1.09 mm,VS/TS=73.6%;SBR接种污泥:好氧污泥,取自陕西省西安市某污水处理厂好氧池。
果汁废水:取自陕西省咸阳市某果汁有限公司的生产装置。果汁废水水质见表1。

表1 果汁废水水质 mg/L
5B-3C型COD快速测定仪:兰州连华科技有限公司;PHS-3C型pH计:上海佑科仪器有限公司;SHP-160型智能生化培养箱:兰州连华科技有限公司;BT100-1J型蠕动泵:保定兰格恒流泵有限公司。
1.2 实验装置及流程
实验装置为自行设计制造。EGSB反应器:有效容积14 L,高2.10 m,内径0.09 m;SBR:有效容积30 L,长宽高分别为0.25,0.20,0.60 m。
EGSB—SBR工艺的流程见图1。果汁废水首先进入调节池,加碱调节后泵入EGSB反应器;降解后的废水经三相分离器进行气、液、固分离,沉淀区的出水部分泵入EGSB反应器底部回流;EGSB反应器的出水进入SBR进行进一步降解,出水达标后排放。

图1 EGSB—SBR工艺的流程
1.3 实验方法
果汁废水总碱度较低,一般情况下需添加NaHCO3调节废水总碱度至2 000 mg/L左右。同时,添加NH4Cl和KH2PO4,调节废水的m(C)∶m(N)∶m(P)至350∶5∶1。此外,每升废水添加微量元素营养母液1 mL。
经过174 d的运行,EGSB反应器成功启动。随后的22 d内逐渐增大进水中果汁废水的比例,直至100%,以驯化厌氧微生物。本实验在EGSB反应器成功启动及驯化完成的前提下进行。以果汁废水为进水,连续运行49 d。初始进水COD为5 131.5 mg/L,进水SS为1 013 mg/L,COD容积负荷为4.36 kg/(m3·d)。
1.4 分析方法
采用COD快速测定仪测定COD;采用酸碱指示剂滴定法测定总碱度[7]121-124;采用标准重量法测定SS[7]105-108;采用稀释接种法测定BOD5[7]227-231。
2 结果与讨论
2.1 EGSB出水回流对EGSB反应器运行过程的影响
厌氧反应器出水的总碱度一般高于进水,故可采用出水回流的方式调节反应器内的总碱度,同时还可起到稀释进水的作用[8-9]。本节将探讨循环水量对EGSB反应器运行过程的影响。
2.1.1 循环水量对EGSB反应器COD去除率的影响循环水量的控制对反应器的低碱度稳定运行起着重要作用。循环水量对EGSB反应器COD去除率的影响见图2。由图2可见:第1~5天,循环水量为0.26 L/h,回流比0.52∶1,COD去除率为97%左右;第6~9天,保持循环水量不变,进液量提升至0.74 L/h,回流比0.35∶1,COD去除率为96%左右;第10~14天,循环水量提升至0.53 L/h,回流比0.70∶1,COD去除率保持在93%以上;第15天,循环水量提升至1.11 L/h,回流比1.50∶1,废水和污泥之间混合更加充分,但水力负荷突然增大,导致洗出物增多、COD去除率骤降至80%,但仅过4 d后,COD去除率快速回升至90%以上;随反应器运行逐渐稳定,第25天起,循环水量提升至2.21 L/ h,回流比3.00∶1,COD去除率稳定在95%左右。

图2 循环水量对EGSB反应器COD去除率的影响
2.1.2 循环水量对EGSB反应器进水总碱度的影响
在厌氧生物处理中若没有足够的缓冲碱度将导致pH急剧下降,从而引起反应器系统严重酸化。循环水量对EGSB反应器进水总碱度的影响见图3。
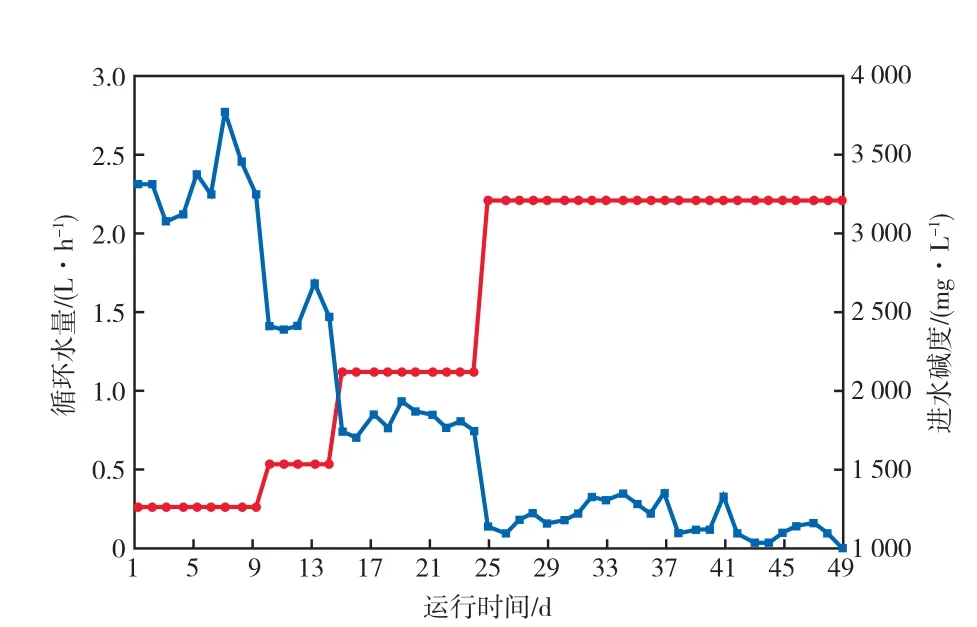
图3 循环水量对EGSB反应器进水总碱度的影响
由图3可见:第1~9天,循环水量提升至0.26 L/h,回流比0.52∶1,水力负荷0.12 m3(/m2·h),NaHCO3加入量为60 g,进水总碱度维持在3 000~ 3 800 mg/L;第10~14天,循环水量提升至0.53 L/ h,回流比0.70∶1,水力负荷0.16 m3/(m2·h),NaHCO3加入量为30 g,进水总碱度维持在2 300~ 2 700 mg/L;第15~24天,循环水量提升至1.11 L/ h,回流比1.50∶1,水力负荷0.20 m3/(m2·h),NaHCO3加入量为15 g,进水总碱度维持在1 700~ 2 000 mg/L;第25天起,循环水量提升至2.21 L/ h,回流比3.00∶1,水力负荷0.46 m3/(m2·h),此时未投加NaHCO3,进水总碱度降至1 000~1 400 mg/L。高水力负荷使得低碱度的废水进入EGSB反应器后与回流的高碱度、高pH出水能够良好地混合,因而较高的循环水量可使反应器在低碱度水平下稳定运行。结合2.1.1小节COD去除率的变化情况可知,控制回流比为3.00∶1时,EGSB反应器在无须添加NaHCO3条件下可对果汁废水进行有效处理并高负荷稳定运行。
2.1.3 循环水量对EGSB反应器出水pH的影响
循环水量对EGSB反应器出水pH的影响见图4。由图4可见:连续运行期间,EGSB反应器进水pH不断下降,后期基本保持在5.3左右;而随循环水量从0.26 L/h逐步提升至2.21 L/h,出水pH在7.3~8.4之间波动,变化幅度较小,说明此阶段反应器内有足够的缓冲能力。

图4 循环水量对EGSB反应器出水pH的影响
进水pH的逐渐降低使厌氧颗粒污泥的耐酸性得到增强,反应器中的优势菌种逐渐改变。甲烷八叠球菌可在高乙酸浓度下生长,耐乙酸能力远远高于甲烷丝菌,且能适应更低的pH[10-11]。通过对本实验不同阶段颗粒污泥表面进行SEM和微生物多样性分析[12-13]发现:稳定运行阶段,EGSB反应器中形成了以甲烷八叠球菌为主的颗粒污泥,从而大大降低了反应器内对碱度的需求。
2.2 EGSB—SBR工艺的运行效果
2.2.1 COD去除效果
EGSB—SBR工艺对COD的去除效果见图5。由图5可见,当EGSB出水COD较高时,SBR对COD的去除率加大,对保持最终出水COD的稳定具有重要意义。采用该组合工艺处理果汁废水,第25天起组合工艺稳定运行,此时EGSB反应器平均进水COD为5 968 mg/L,SBR平均出水COD为131 mg/L,组合工艺对果汁废水的总COD去除率稳定在96%以上。
2.2.2 出水水质
第25天起,EGSB—SBR工艺的出水水质见表2。由表2可见,组合工艺的最终出水COD达到陕西省《浓缩果汁加工业水污染物排放标准》[14](DB 61/421—2008)中的B级排放标准,BOD5和SS均达到A级排放标准。当平均进水COD,BOD5,SS分别为5 968,2 130,1 020 mg/L时,平均出水COD,BOD5,SS分别降至131,11,50 mg/L,平均COD,BOD5,SS的去除率分别为98%,99%,95%。

图5 EGSB—SBR工艺对COD的去除效果

表2 EGSB—SBR工艺的出水水质
3 结论
a)EGSB—SBR工艺连续运行49 d,第25天起控制EGSB出水回流比为3.00∶1,可使EGSB反应器在无须添加NaHCO3的条件下对果汁废水进行有效处理,从而大大降低了废水处理成本。
b)第25天起,平均进水COD,BOD5,SS分别为5 968,2 130,1 020 mg/L,平均出水COD,BOD5,SS分别降至131,11,50 mg/L,平均COD,BOD5,SS去除率分别为98%,99%,95%。组合工艺对该实际果汁废水具有良好的处理效果。
[1] 李志健,迟金娟. 果汁废水处理技术的研究进展[J].工业水处理,2010,30(11):5 - 8.
[2] 杨华,朱锋,王菊侠,等. 清洁生产在浓缩苹果汁加工厂节水减污中的应用[J]. 食品工程,2007(3):51 - 53.
[3] El-Kamah H,Tawfik A,Mahmoud M,et al. Treatment of High Strength Wastewater from Fruit Juice Industry Using Integrated Anaerobic/Aerobic System [J]. Desalination,2010,253(1/2/3):158 - 163.
[4] Tawf k A,El-Kamah H. Treatment of Fruit-Juice Industry Wastewater in a Two-Stage Anaerobic Hybrid (AH)Reactor System Followed by a Sequencing Batch Reactor (SBR)[J]. Environ Technol,2012,33(4):429 - 436.
[5] 刘永红,周孝德,贺延龄,等. 高浓度废水处理中厌氧反应器的研究与开发[J]. 工业水处理,2010,30(8):6 - 9.
[6] 迟金娟,李志健,胡慧,等. 内循环厌氧反应器处理果汁废水的启动试验研究[J]. 安徽农业科学,2011,39(4):2252 - 2253,2267.
[7] 原国家环境保护总局《水和废水监测分析方法》编委会. 水和废水监测分析方法[M]. 4版. 北京:中国环境科学出版社,2002.
[8] Ferguson J F,Jenkins D,Eastman J. Calcium Phosphate Precipitation at Slightly Alkaline pH Values [J]. J WPCF,1973,45(4):620 - 631.
[9] Moosbrugger R E,Wentzel M C,Ekama G A,et al. Treatment of Wine Distillery Waste in UASB Systems - Feasibilit,Alkalinity Requirements and pH Control[J]. Water Sci Technol,1993,28(2):45 - 54.
[10] Staley B F,de los Reyes Ⅲ F L,Barlaz M A. Effect of Spatial Differences in Microbial Activity,pH,and Substrate Levels on Methanogenesis Initiation in Refuse [J]. Appl Environ Microbiol,2011,77(7):2381 - 2391.
[11] Hao Liping,Lü Fan,He Pinjing,et al. Predominant Contribution of Syntrophic Acetate Oxidation to Thermophilic Methane Formation at High Acetate Concentrations[J]. Environ Sci Technol,2011,45(2):508 - 513.
[12] 赵蕾. EGSB-SBR处理果汁废水联合工艺及厌氧颗粒污泥物化特性研究[D].西安:西安工程大学,2011.
[13] Sun Feilong,Zhao Yajie,Wang Ning,et al. Study on Bacterial Community in the Anaerobic Granular Sludge System Treating Juice Wastewater[C]// CEPPH Organizing Committee eds. Proceedings of Conference on Environmental Pollution and Public Health. Shanghai:Scientific Research Publishing,USA,2012: 352 - 354.
[14] 陕西省环境科学研究院. DB 61/421—2008浓缩果汁加工业水污染物排放标准[EB/OL]. [2014-09-14]. http://www.doc88.com/p-141577180727.html.
(编辑 魏京华)
火电厂脱硫废水综合治理及粉尘颗粒物减排的方法
该专利涉及一种火电厂脱硫废水综合治理及粉尘颗粒物减排的方法,适用于火电厂烟气湿法脱硫后产生的废水及其他高含盐废水。在蒸干塔中利用烟气的热量及高温调节热风对雾化喷嘴喷入的废水进行蒸发固化处理,废水蒸干后残余物跟烟气中的粉尘颗粒物混合,聚集为大颗粒物在重力和离心力作用下沉积在蒸干塔底部,经灰渣系统排出;烟气中的细颗粒物则随烟气一起通过蒸干塔顶部进入电除尘器而被除去。该专利方法处理脱硫废水简单有效,可减少火电厂粉尘颗粒物的排放,减轻大气环境污染。/CN 104129824 A,2014-11-05
一种处理化学镀镍废水的工艺方法
该专利涉及一种处理化学镀镍废水的工艺方法。将化学镀镍废水集中排放到废水池中,经过沉淀后,用提升泵将上清液输送至pH调节池,在pH调节池中加入pH调节剂,将上清液的pH调节至5~6;然后将调节pH后的上清液依次通入两个除镍树脂柱,经过两次除镍后,上清液中的镍离子质量浓度低于0.1 mg/L;最后除去上清液中的其他离子。调节上清液pH后,直接进行去离子处理,不需要萃取、分离和氧化过程。该专利方法工艺步骤简单,可显著提高废水的处理效率,并节省实施成本。先进行除镍,处理后上清液中镍离子质量浓度低于0.1 mg/L,可避免镍离子含量过高导致后续步骤中除磷、除COD、除氨氮效果受到影响。/CN 104163522 A,2014-11-26
低温等离子体氧化与生物氧化组合工艺处理难降解有机废水的工艺
该专利涉及一种采用低温等离子体氧化与生物氧化组合工艺处理难降解有机废水的工艺。难降解有机废水首先进入高压液电脉冲放电低温等离子体反应器,利用高压液电脉冲放电产生的活性粒子氧化、紫外线光解、液电空化降解和超临界水氧化降解几种效应,将废水中难降解的有机物氧化为小分子有机物,甚至直接转化为二氧化碳和水,降低废水中的生物毒性,然后进行生物氧化,使废水得到净化。该专利方法可用于处理难降解有机废水,如发酵、化工、食品加工、印染、制药等行业产生的废水,处理效果好,同时可降低废水的治理费用。/CN 104150711 A,2014-11-19
一种VB12废水生化处理出水的深度处理方法
该专利涉及一种VB12废水生化处理出水的深度处理方法。包括如下步骤:1)调节VB12废水生化处理出水pH为4~5,投加聚合硫酸铁100~300 mg/ L进行强化混凝处理;2)强化混凝处理结束后沉淀30 min进行固液分离;3)向分离后的溶液中加入280~420 mg/L H2O2、167~334 mg/L FeSO4·7H2O进行芬顿反应,反应时间1~3 h;4)加碱调节pH至中性停止芬顿反应,沉淀,过滤,向上清液中加入改性矿物和聚氯乙烯进行吸附,静置后固液分离,废水即可达标排放。该专利方法与单独混凝和单独芬顿反应相比,提高了处理效果且减少了处理成本。/CN 104150653 A,2014-11-19
Influence of EGSB Effluent Recycling on Treatment of Fruit Juice Wastewater by EGSB - SBR Process
Li Ting1,Liu Yonghong1,Zhao Lei2,Cai Huiyong1
(1. College of Environmental and Chemical Engineering,Xi’an Polytechnic University,Xi’an Shaanxi 710048,China;2. Yantai Foodmate technology Co. Ltd.,Yantai Shandong 264004,China)
The practical fruit juice wastewater with 2 608-6 500 mg/L of COD and 5.0-7.0 of pH was treated by EGSB -SBR process. After successful startup and acclimation of the EGSB reactor,the continuous operation was carried out for 49 d. The experimental results show that:The EGSB reactor can run stably without NaHCO3addition when the EGSB ref ux ratio is 3.00∶1 from the 25th day,thus the treatment cost is decreased;From then on,when the average COD,BOD5and SS of the inf uent are 5 968,2 130, 1 020 mg/L respectively, those of the eff uent are 131,11,50 mg/L with 98%,99% and 95% of their removal rates respectively.
fruit juice wastewater;expanded granular sludge bed;sequence batch reactor;eff uent recycling;low alkalinity
X703.1
A
1006 - 1878(2015)01 - 0034 - 05
2014 - 08 - 05;
2014 - 10 - 23。
李婷(1988—),女,陕西省渭南市人,硕士研究生。电话 13679288840,电邮 liting365@139.com。
国家自然科学基金项目(21176197);国家科技重大专项项目(2009ZX07212-002-002);陕西省科技统筹创新工程计划项目(2011KTZB03-03-01);陕西省科学技术研究发展计划项目(2008k07-14)。