钻杆耐磨带堆焊工艺及性能分析
2015-04-23刘光磊黄磊
刘光磊 黄磊
1. 概述
在油气田勘探开发钻井中,尤其是在深井、大位移井、水平井、大斜度井中,由于地层中页岩,石英砂的存在导致钻杆和套管的严重磨损,给钻井施工带来重大损失,因此钻井过程中钻杆和套管的磨损及防磨问题已引起钻井界的密切关注。从我国油田分布来看,大港、大庆、江苏油田由于地层较软,含岩石量相对较低,因此钻杆磨损相对较小,对于新疆塔里木油田、四川普光油气田,由于这里地层页岩含量大,对钻杆磨损十分严重。
钻杆接头耐磨带以其一定的耐磨性和减磨性,保护钻杆接头和套管免遭强烈的磨损,故在钻井工程中获得了广泛的应用。钻杆耐磨带主要是采用耐磨带焊丝通过CO2气体保护焊的方式堆焊到钻杆接头部位的一种高合金耐磨材料。目前进口耐磨带焊丝以美国某公司的100XT型产品使用最广泛,最具代表性;国产耐磨带焊丝以北京佳倍德GD—100具代表性。但无论是那款耐磨带产品其设计都以保护钻杆接头,防止套管磨损为原则。本文以北京佳倍德GD—100耐磨带焊丝为例,详细介绍耐磨带堆焊工艺。
2. 耐磨带堆焊工艺
(1)耐磨带材料及设备 试验采用北京佳倍德GD—100耐磨带焊丝,f1.6mm,耐磨带堆焊设备为ZS2000,如图1所示。焊接电流285A,电弧电压28V,氩气保护。耐磨带宽度76mm,厚度3mm,钻杆直径为168.3mm。GD—100耐磨带焊丝熔敷金属化学成分如表1所示。

图1 钻杆耐磨带自动堆焊设备

表1 耐磨带合金成分(质量分数) (%)
(2)耐磨带堆焊工艺 钻杆接头材质为35CrMoSi,为避免堆焊后产生裂纹,造成堆焊层脱落,堆焊前要对钻杆接头部位进行预热。高频感应加热升温到300℃,加热时间3min保证扶正器内外温度一致。
以接头f168mm的钻杆为例,焊接速度为3min堆焊钻杆接头一周,每根钻杆接头连续堆焊三道,所以时间为约10min,每道焊缝约消耗0.25kg耐磨带焊丝。焊接过程中,要保持钻杆接头部位温度≥250℃,用红外测温计随时监测,若低于250℃,马上停止焊接,再次感应加热至350℃,再次进行堆焊,如此反复进行。
在堆焊过程中发现,耐磨带焊丝在纯氩气环境下,要比在CO2保护气环境下效果好,如图2所示。在Ar气保护环境下,相同电流、电压、焊接速度的情况下,堆焊的耐磨带表明平整光滑。而CO2保护气下堆焊的耐磨带表面会有明显的鱼鳞纹。
耐磨带堆焊完毕后,为防止耐磨带焊缝熔合区热裂纹的出现,需要对耐磨带进行保温处理。将内含保温棉的保温桶套于钻杆接头部位,使其自然冷却。
3. 耐磨带性能分析
(1)耐磨带硬度测试 采用便携式硬度计对冷却后的钻杆接头耐磨带进行硬度测试。在测试前按照便携式硬度计要求先对耐磨带表面进行打磨、抛光处理,然后对钻杆接头耐磨带不同部分进行硬度测试,测试结果如表2所示。结果表明GD—100耐磨带宏观硬度高达61HRC,而且测试点之间硬度差小于2HRC,硬度分布均匀。
(2)着色处理分析 为了减少耐磨带在钻井使用中脱落的现象,目前所使用的钻杆耐磨带堆焊材料都要求无裂纹。为了比较两种材料的抗裂性,焊后对堆焊层进行着色处理(见表3),检查耐磨带堆焊层的开裂情况及裂纹分布。着色处理表面:GD—100耐磨带堆焊后无明显裂纹(见图3),属于高硬度无裂纹耐磨带材料。
4. 结语
采用GD—100耐磨带焊丝对钻杆接头耐磨带堆焊工艺进行了详细的介绍,并对不同保护气下堆焊外观效果进行了对比,发现采用Ar气作为堆焊保护气体要优于CO2保护气。最后对堆焊后的耐磨带硬度和开裂情况进行了检测,结果表明堆焊后的耐磨带硬度高达61HRC,硬度分布均匀无明显裂纹。
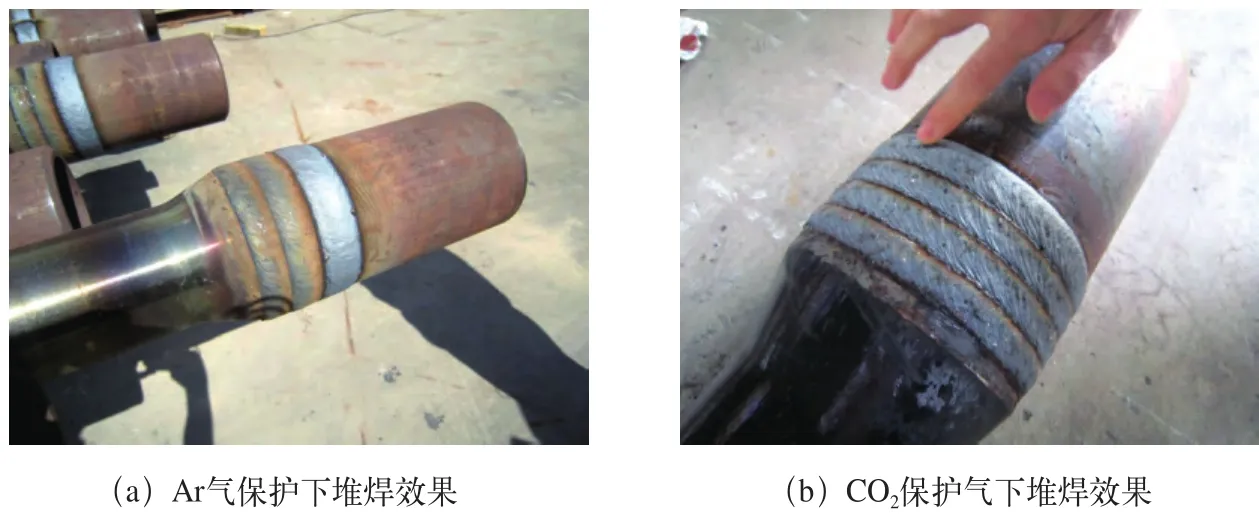
图2 不同保护气下堆焊效果

表2 耐磨带硬度测量 (HRC)

表3 着色处理分析

图3 GD100耐磨带着色处理无裂纹
[1]韩秀明,樊建春.钻杆防磨技术的现状和发展[J].石油矿厂机械,2007,36(3):17-22.
[2]孙咸.钻杆接头耐磨带堆焊材料的发展及应用[J].电焊机,2007,37(10):46-49.
