实芯焊丝CO2焊+埋弧焊混合焊工艺探讨
2015-04-23王海东
王海东
目前大多数船厂20mm以下的板材采用等离子切割,垂直度不能保证,容易产生自然坡口;采用火焰切割薄板容易产生变形,装配间隙难以控制。埋弧焊对板的装配间隙有严格的要求,当间隙>1mm时,直接采用埋弧焊就有可能焊穿,通常采用CO2药芯焊丝气体保护焊或焊条电弧焊打底焊,药渣就会进入板缝间隙中,因渣系的不兼容,即使大电流大熔深,药渣也不能完全析出,焊缝容易产生夹渣,为了避免产生夹渣,反面通常采用碳弧气刨,浪费焊材和工时。鉴于此,采用混合焊工艺能够解决上述问题。
1. 坡口设计
坡口设计直接影响焊缝质量和工作效率,坡口太大,浪费焊材和工时,坡口太小和留根太大将导致未焊透和未熔合。通常板厚<13mm不需开坡口,板厚13~24mm开Y形坡口,板厚>24mm开X形坡口,具体设计如表1所示。
2. 焊前准备
将坡口两侧20mm范围内打磨见光泽(见图1)。十字处50mm内禁止定位焊,距引弧板、引出板50mm内禁止定位焊。定位焊、打底焊质量与正式焊缝相同。定位焊的高度:I形坡口<3mm,其他坡口<4mm;定位焊的长度:普通钢>30mm,高强度钢>50mm;间距300~500mm,具体长度根据板厚确定。引弧板、引出板厚度与母材厚度一致,尺寸≥100mm×100mm,装配要求如图2所示。定位焊结束后,把拼板产生的码脚磨除,定位焊位置打磨干净。
3. 焊接
焊前检查板缝间隙是否>1mm,对>1mm的位置采用CO2实芯焊丝打底焊,使用20%CO2+80%Ar混合气体,增加焊缝的熔深,减少焊接飞溅。I形坡口间隙>3mm时,定位焊后应在正面碳弧气刨(即先定位焊,在其他位置碳弧气刨,打磨后,再定位焊,刨除原定位焊点)。实芯焊丝焊接时,坡口两侧明显停留,避免焊穿,收弧时应回焊10mm,填满弧坑,避免产生裂纹。打底结束后,采用埋弧焊填充,填充比无间隙焊缝电流小10%~20%,避免焊穿。其他层焊接参数与正常焊接一致,反面无需碳弧气刨,直接焊接。
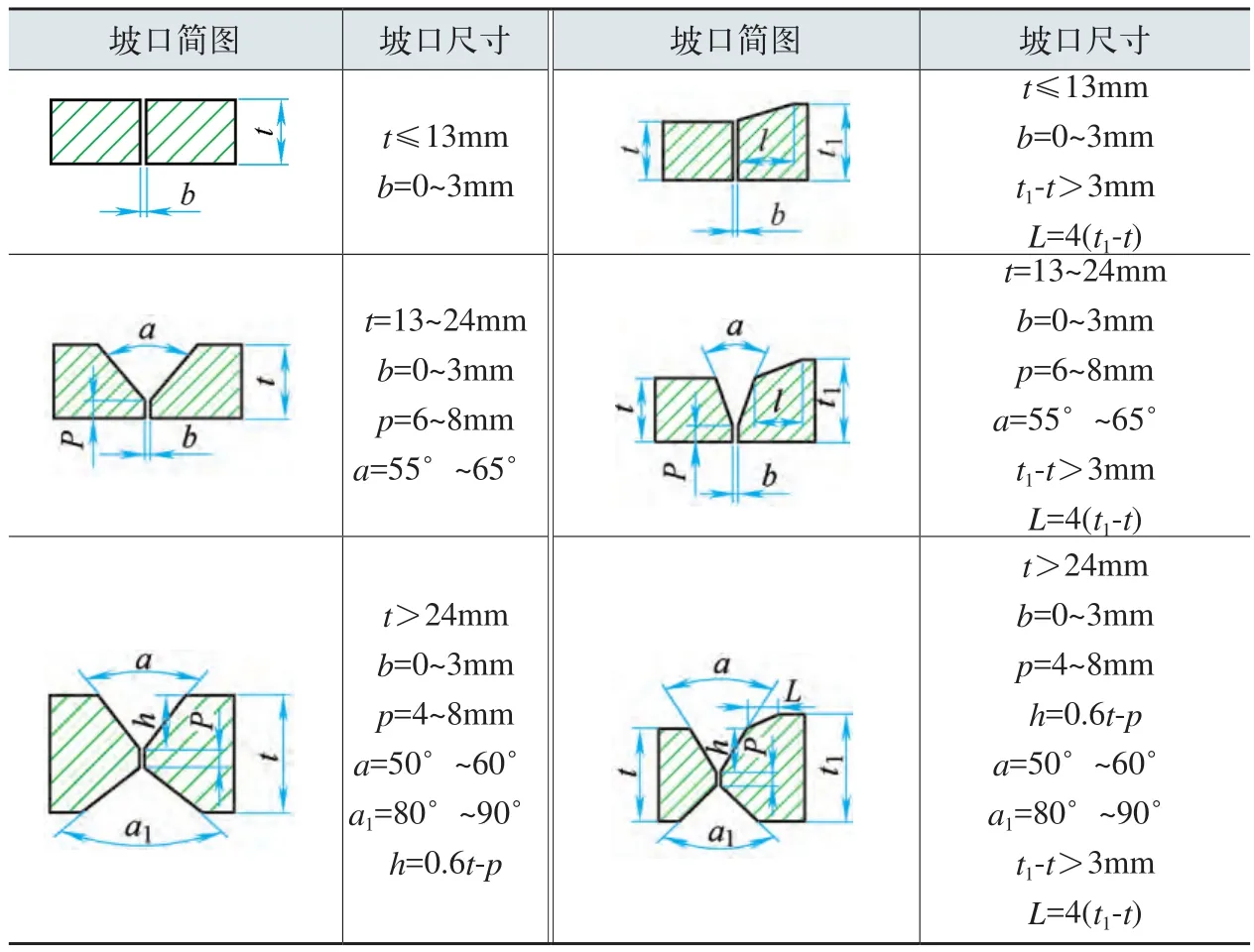
表1 坡口设计
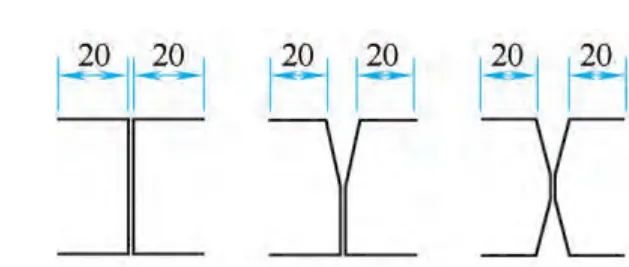
图1 打磨范围
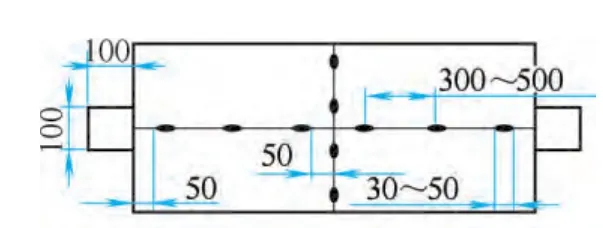
图2 装配要求
采用该工艺对板厚13mm、间隙1.5mm,板厚18mm、间隙3mm高强度钢(EH36)板进行了焊接,焊接参数如表2所示。焊接完毕后进行100%RT、MT无损检测,结果符合CBT 3558—2011、 CBT 3958—2004要求,按照美国船级社《材料与焊接规范》2015进行力学性能试验,结果符合规范要求,具体指标如表3所示。
4. 结语
实芯焊丝CO2焊+埋弧焊混合焊工艺通过了美国船级社(ABS)认可。该工艺解决了间隙大、精度达不到要求的问题,反面可直接焊接,大大减少了碳弧气刨工作量,不仅节约了焊材,而且提高了焊接质量和工作效率,是比较理想的焊接方法之一。
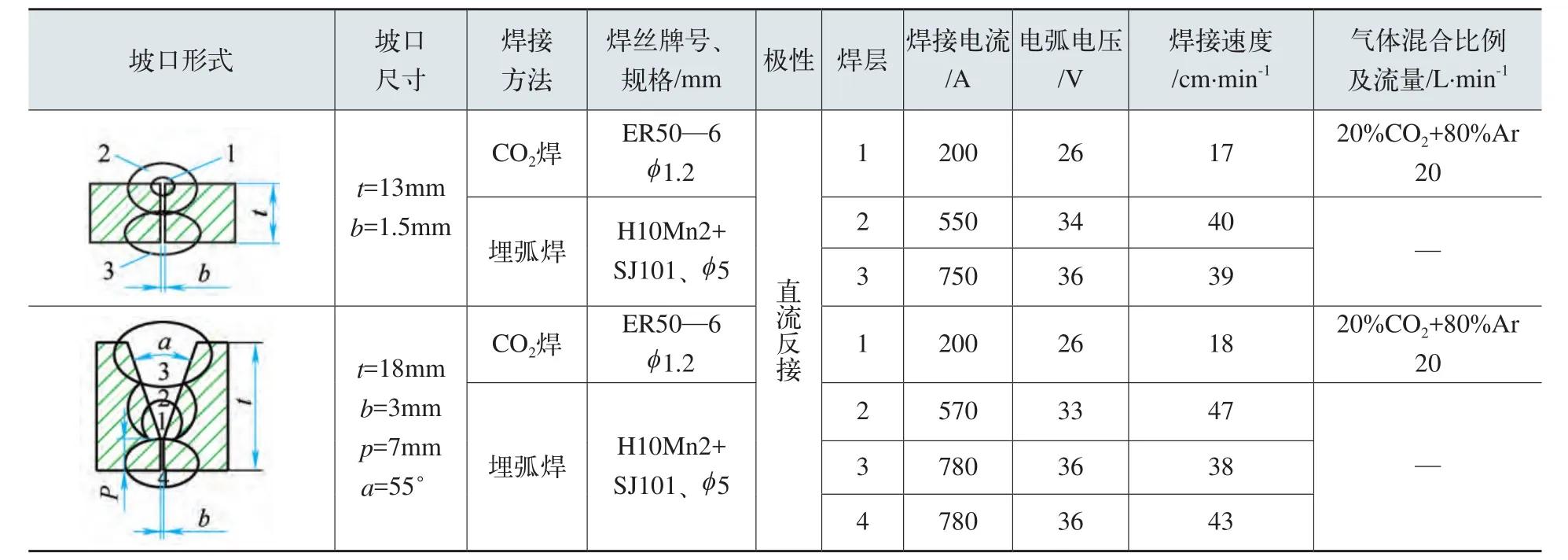
表2 焊接参数

表3 力学性能指标
[1] 中国机械工程学会.焊接手册[M].北京:机械工业出版社,1992.
