煤气发生炉水夹套的修复
2015-04-23张广英
张广英
我公司具有多年煤气炉的生产和维修经验,其中为某企业生产安装的一套煤气站共7台煤气炉使用了近三年,一直运行良好,前段时间接到用户求助,由于操作不当造成了一台炉子水夹套内胆烧穿无法使用,虽然进行了修理,但不能满足使用的技术要求,请求我们帮助修复。我们根据现场情况制定了详细的修复方案,并报当地锅检所办理相关手续,经过近六天的工作终于完成了修复任务,得到了用户和当地锅检所的认可。
1. 设备结构和损坏情况
此次维修的设备属于两段式煤气发生炉,这种煤气发生炉产生的煤气由上段煤气和下段煤气组成,故此得名。两段式煤气发生炉的结构自上而下主要由干馏段和气化段组成,损坏部分位于气化段,结构如图1所示,该部分主要由内胆(材质:Q245R 板厚20mm)、外皮(Q235B 厚度14mm),上下U形圈(材质:Q245R 板厚25mm)和人孔及相关管件组成,其损坏部分在内胆的下部,尺寸约2500mm×800mm。设备在第一次修理中的情况如图2所示,根据用户反映主要存在三方面的问题:①组装粗糙,部分位置错边量严重超差,有的位置甚至达到8mm,严重影响设备的强度。②几个烧损点清理不彻底,存在再次烧坏的安全隐患。③焊缝探伤没有达到技术要求且外观成形较差,存在咬边、未熔合等多处缺陷。
由于此段设备是在高温条件下运行的压力容器,属于受控的特种设备,工作状态下水套内充满循环水,对设备起到冷却的作用,水套中部是处于燃烧状态的煤,温度极高,如果修复不达标投入使用极易发生危险。
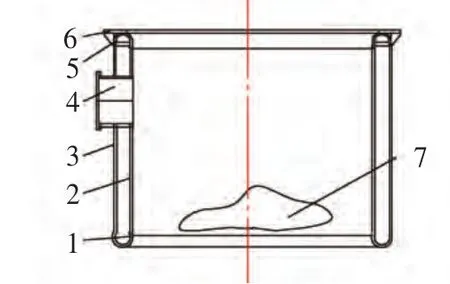
图1 1.下U形圈 2.内胆 3.外皮 4.人孔5.上U形圈 6.法兰 7.损坏处
2. 制定修复方案
首先,根据设备损坏情况和烧损面积的大小测量并确定出准确的修复尺寸,计算出所需修复材料的大小,加上一定的卷制引板和切割余量,采用同种材质和厚度的钢板进行下料,并在卷板机上卷制出相应弧度大小的修复用板,根据设备人孔尺寸的大小将弧板分割成三块(并按要求割出坡口,并打磨出金属光泽),尺寸以方便从人孔送入为准。
然后,由气割工按照制定好的修复位置和尺寸大小将水套内胆的损坏部分割下,并制好坡口,打磨光亮。

图2
其次,由两名冷作工将三件准备好的弧板固定于相应位置,组装时先组装下面一块,由于空间狭小,可以用手动葫芦配合组装,坡口间隙2mm,错边量≤3mm,调整错边量时可以用两个16t液压顶配合,装好下面一块后,再依次固定上面两件。
最后,组装好后交由焊工按照工艺要求进行焊接。
3.Q245R钢板的焊接性
Q245R钢属于优质碳素钢,是锅炉压力容器用钢中的一大类,它具有较好的弯曲、冲击和抗拉性能,还含有一些微量元素,适合用作锅炉压力容器使用的特性,因此广泛用于制造各种锅炉及受压设备,其化学成分如表1所示。计算可知其碳当量<0.4%,因此具有良好的焊接性。
4.焊接方案的制定
受现场空间和设备结构条件的限制,无法双面施焊,所以坡口形式采用单V形(见图3),打底焊采用单面焊双面成形技术,保证焊接质量。
焊接方法为焊条电弧焊,选用直流焊机,焊接参数如表2所示。焊接顺序为先焊最下面的横焊,再焊两侧的立缝,这样可以使焊缝相对自由收缩,减小焊接应力,然后依次焊接后面的焊缝(见图4)。
5. 修复方案的实施
(1)确保现场安全 首先和甲方一起确认现场的安全状态,有无煤气残留以及其他危险源,并办理开工相关手续,做好焊前的安全准备工作。
(2)焊前准备 按制定的方案将弧板组装固定好,由焊工将坡口及两侧的锈迹油污等打磨干净,对所使用的焊条烘干350℃,并保温1h后,用保温桶盛装取用。
(3)现场焊接 由持证的两名合格焊工进行施焊,横焊时,先用φ3.2mm焊条打底,为保证背面成形的质量,这一层尽量使用较小的电流,后用φ4.0mm焊条多层多道焊的方式进行填充,填充层的电流可以稍大,保证焊接质量的条件下提高效率,最后用φ5.0mm焊条盖面,电流要稍小,控制好表面成形,注意层间温度保持150℃左右 ,并采用风铲进行层间的清理,立焊时电流比横焊时稍小。
(4)焊后检测及验收 修复完成后经过UT无损探伤和表面着色检查均达到技术要求,然后进行水压试验没有渗漏,检验合格,交由当地锅检所进行了复检认可后投入运行,使用至今运行良好。重新修复后的设备如图5所示。
6. 结语
这类设备一旦损坏,维修时,要严格按照规程和技术要求执行,并制定详细的修复方案,并报相关部门批准。修复时既要考虑到现场各种条件的限制,又要考虑方案的可操作性,最主要是要保证修复质量,使修复的设备能够安全可靠地运行。
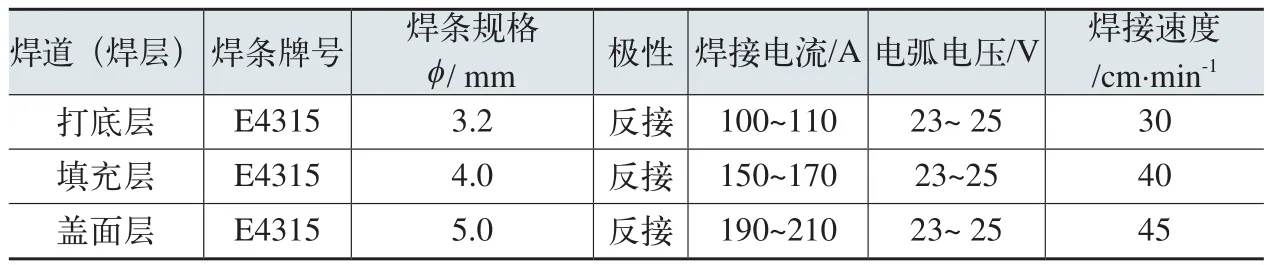
表2 焊接参数
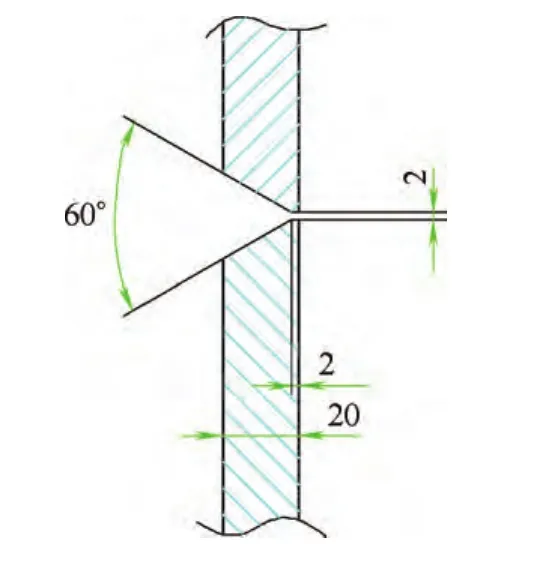
图3
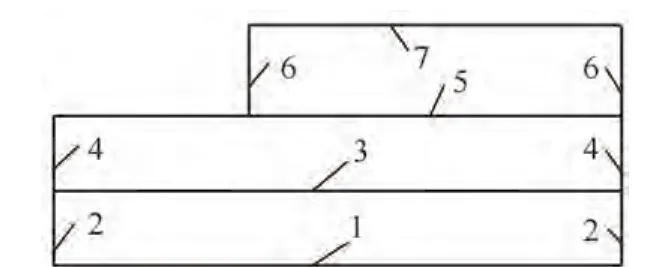
图4 注:1~7代表焊接顺序。

图5 修复位置全貌
[1]张文钺.焊接冶金学[M].北京:机械工业出版社,1995:1.
[2]杜国华.实用工程材料焊接手册[M].北京:机械工业出版社,2004:8.
