建筑钢结构行业智能机器人应用展望
2015-04-23吕志珍
吕志珍
1. 概述
目前我国从汽车制造、工程机械、铁路车辆甚至到桥梁钢结构等很多行业都已经大量应用焊接机器人。建筑钢结构制造虽然焊接工作量很大,但由于目前国内建筑钢结构多是非标设计、构件品种多、单件小批量生产、工艺复杂,再加上前道工序下料、组对精度不高等特点,实现机器人自动化焊接存在着较大困难,机器人自动化进程落后很多。但随着智能编程、智能检测等关键技术的突破,为智能型机器人在建筑钢结构行业的应用创造了条件。
本文对在钢结构制造中焊接工作量较大的柱牛腿焊接、H型钢筋板焊接、箱型梁内隔板焊接、巨型柱及钢板墙的机器人焊接方案做了简要介绍,对典型构件的机器人焊接工艺、效率、成本等进行了试验研究。实践结果表明,采用机器人进行自动焊接,可得到质量稳定、优良的焊缝,且焊接效率高、综合成本低,是钢结构制造企业转型升级、实现自动化、智能化制造、提高市场竞争力的有效手段。
2. 建筑钢结构行业引入机器人的重要性
(1)国内外钢结构行业发展现状 中国钢结构产业在近十余年期间发展迅速,已成为全球钢结构用量最大、制造施工能力最强、产业规模第一、企业规模第一的钢结构大国。
但是,据统计,我国2013年粗钢产量已达7.52亿t,其中钢结构用钢3 700万t,不足5%,这与国外发达国家钢结构用钢量占粗钢产量的30%相差甚远。
在欧洲、美国和日本等发达国家,钢结构制造企业早已实现焊接机器人应用,并开始进行更高水平的自动化应用。例如在日本,钢结构焊接机器人的导入台数超过3 000台,而我国依旧以手工焊接或者半自动焊接为主,焊接自动化的水平与发达国家的差距尤为明显,焊接机器人的应用处于刚起步阶段。
国内在桥梁钢结构制造上已经开始应用焊接机器人系统,在提高产品质量、提高生产效率和降低生产成本上产生了显著的效果。
(2)建筑钢结构行业采用机器人自动焊接的必要性 第一,满足技能要求的焊工短缺,人工成本高。随着钢结构建筑的推广,到“十三五”末,预计钢结构用钢量将从目前的每年3 500万t增长到7 000万t,焊工数量将无法满足生产要求,采用机器人焊接是必然的选择。这一点在汽车、工程机械、桥梁等大量应用焊接机器人的行业已经得到证实。
第二,高强度结构钢和大厚度钢材的广泛使用,对焊接工艺的要求越来越高,手工焊接或半自动焊接的质量一致性难以保证,采用机器人焊接能确保焊接工艺的严格执行。
第三,钢结构制造存在波峰、波谷,机器人可以实现24h连续生产,确保项目交货期的要求。
第四,通过提高效率、降低返修率、节约材料,机器人自动焊接可降低焊接的综合成本。
第五,机器人是实现制作过程自动化、信息化、智能化的有效手段。
(3)钢结构焊接机器人的关键技术 要完成钢结构行业的工件机器人自动焊接,必须具备以下关键技术。
第一,钢结构行业用离线编程、智能编程软件。传统的示教再现使机器人难以适应钢结构制造过程中产品种类多、单件、小批量生产的特点。只有通过软件驱动机器人自动焊接,减少示教工作量或者免示教才能在钢结构行业应用推广。
离线编程软件采用Windows视窗界面,其操作与普通PC机一般软件类似,使初学者感觉亲切、上手容易。全部功能及参数设置与实体机器人系统功能保持一致。
在离线编程软件内编制的程序可直接存储为机器人系统上专用程序,机器人系统可以直接进行调用修改再生动作;也可以对存储器上作成的程序或者离线软件做成的程序进行程序管理、程序变换(平移)等合并、复制、平移及删除操作。
通过离线示教完成的数据只需简单甚至不需要修改即可读入机器人系统进行使用,提高机器人系统适用率,适用多品种小批量生产模式生产。软件界面如图1所示。
智能编程软件是专门针对建筑钢结构等多品种、小批量或单件生产开发的参数化编程系统。 其工作过程是:通过参数化驱动,自动生成执行程序,然后将预制好的各种焊接程序自动应用到工件上不同位置的相应焊缝上, 实现智能编程。该软件既可以实现在线编程,也可以实现离线编程。
第二,接触传感、电弧跟踪、数据库等厚板焊接技术。作为中厚板焊接应用的代表性领域,在建筑钢结构的结构件焊接中,由于存在工件尺寸、板厚较大,焊接坡口加工、工件组对精度较差的问题,所以为了取得良好的焊接效果,需要机器人具有强劲的跟踪纠偏功能。
焊丝接触传感功能:使用焊丝作为传感器的开始点传感、三方向传感、焊接长传感、圆弧传感、根隙传感及多点传感等接触传感功能的媒介,使机器人在焊接过程不受由于工件的加工、组对拼焊和焊接装夹定位带来的误差的影响,自动寻找焊缝并识别焊接情况,修正焊缝偏移,保证能够顺利地焊接,焊丝接触传感具有精度高、可达性好、安全可靠等优点。
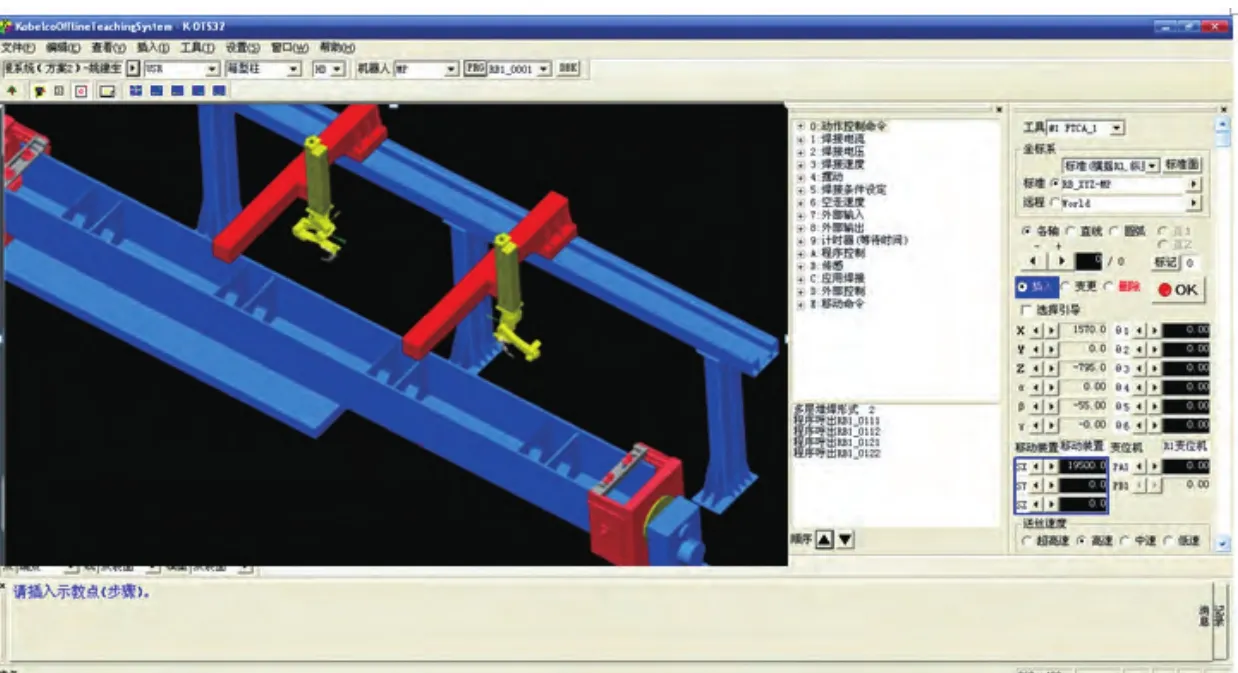
图1
高性能电弧跟踪功能:该功能包括对焊缝左右和上下两个方向的高精度跟踪功能、跟踪结果记忆功能、坡口幅宽跟踪功能、往复多层焊接功能等,在多层多道焊接过程中,利用第一层焊接时获取的工件变化信息,经过控制系统整理计算,将结果直接作用于第二层以后的焊接中,以快速适应工件的变化,提高工作效率和焊接质量。
焊接数据库功能:具有焊接专家条件数据库,其中包含实践中总结出来的为各种焊缝形式而设定的焊接参数及工艺,使用者可以根据工件焊缝形式,直接调用数据库数据,可以自动生成焊接工艺表,并直接在焊接程序中应用;也可根据客户自身工艺需求对此工艺表进行修改,人工重新编制并另存(包括焊接层数的确定),方便客户积累自己的工艺数据,不需大量样板焊缝工艺试验,就能达到理想的焊接效果。
焊接数据库自动切换功能:机器人通过接触传感,自动检测出坡口角度、根部间隙等信息,然后根据上述信息的组合自动调用焊接数据库,生成多层多道焊接程序,实现机器人自动对应坡口焊缝的功能。
3.典型构件机器人焊接系统研究
(1)柱牛腿焊接系统 适用工件种类主要包括箱型柱、十字柱、圆管柱、H型柱/梁。对象焊缝为柱与牛腿、梁与筋板的连接焊缝。系统方案如图2所示。本系统由两台弧焊机器人(天吊)、两台焊接电源、两台一轴笼式开口变位机、两台天吊三轴移动装置、一套离线编程系统、一套智能编程软件组成。系统控制总轴数为20轴,笼式变位机采用自动开口设计,方便上下件,且变位机在轨道上电动行走,方便细长型工件的装夹,有效解决了工件的挠度变形。
系统采用双工位,可以实现一个工位组对、另外一个工位机器人焊接,减少因装卸工件、组对等辅助时间,使机器人能够连续焊接。采用双机器人,可以提高单位占地面积的作业效率,并可以实现双机器人对称焊接、包角焊接,提高效率,减少焊接变形。
将某工件的规格参数(见图3、表1)导入机器人系统,导入效果如表2所示。
(2)箱型梁内隔板焊接系统 适用工件种类为箱型柱、十字柱。对象焊缝为柱与牛腿的连接焊缝;箱型柱和内隔板的连接焊缝(盖板之前)。系统方案如图4所示。
本系统由两台弧焊机器人(天吊)、两台焊接电源、一台一轴头尾架变位机、两台天吊三轴移动装置、一套离线编程系统、一套智能编程软件组成。系统控制总轴数为19轴。
箱型梁内隔板焊接作业时由于空间狭小、焊接工作量大等特点,使用人工焊接时,存在工人劳动强度大,焊接参数不稳定,焊接变形不容易控制等问题。使用机器人、辅助翻转变位装置可以实现自动焊接,不仅可以将焊工从艰苦的作业环境中解脱出来,而且可以提高生产效率和产品质量、降低焊接成本。
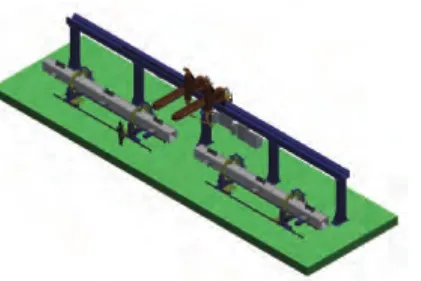
图2
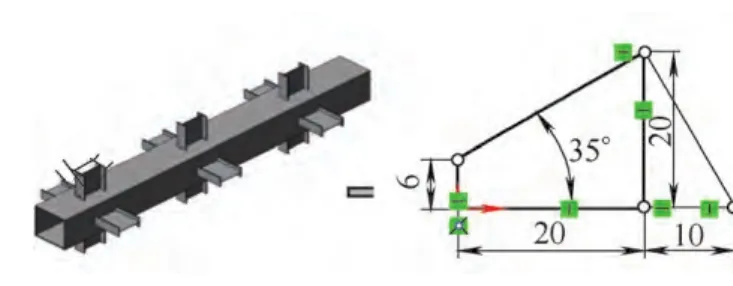
图3
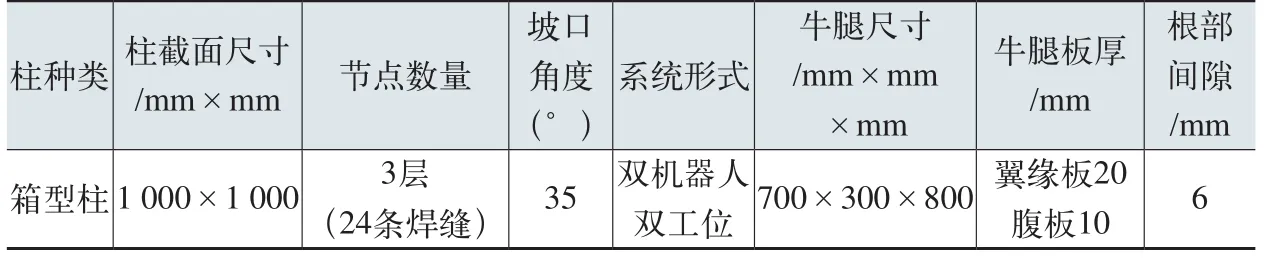
表 1

表2 柱牛腿系统的导入效果分析
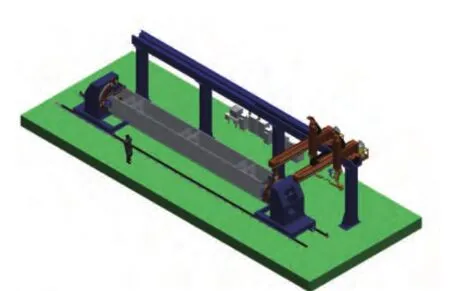
图4
(3)便携式智能机器人MICROBO MICROBO机器人是一款便携式、全自动焊接机器人,广泛应用于桥梁钢结构、建筑钢结构、船舶、海洋工程、通用机械等行业,具有易搬运、易安装、易操作的使用特点,为用户提供了高智能、高品质、高效率的使用体验,并可以多台同时应用(详细应用情况请参见本专题“企业解决方案”栏目)。
(4)智能工厂生产信息管理系统 采用基于Visual Studio可视化界面及Oracle数据库开发的B/S架构制造信息管理系统由生产管理、设备管理、故障诊断、质量监控、物流及生产状况视频监控等五大模块组成,用户通过浏览器实现设备的在线管理、实时监控和历史数据查询、分析报表输出等,并可以与ERP系统实施互联,实施全过程的计划管理。
信息管理系统能实时监控机器人工作站、物流系统及辅助设备等车间所有设备的实时状态,统计生产过程参数、生产状况、故障信息和品质管理,同时能够生产各种报表。管理系统结构如图5所示。
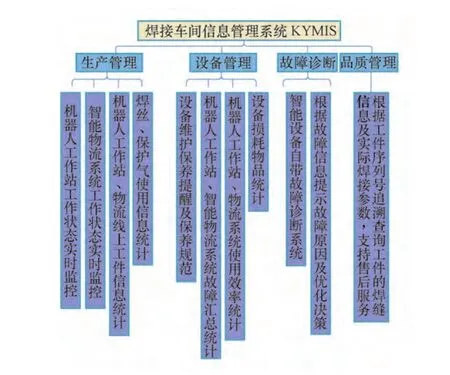
图5
国内建筑钢结构、桥梁钢结构制造企业已经开始应用焊接机器人系统,在提高产品质量、提高生产效率和降低生产成本上产生了显著的效果,H型柱/梁机器人焊接系统如图6所示。
4. 结语
钢结构制造过程中,焊接作业量巨大,而焊接作业环境差、劳动强度大,同时对操作人员的技能水平要求高,国内外众多行业的实践证明,用机器人代替人工从事焊接作业是大势所趋。钢结构焊接机器人在国际上已经得到广泛应用,随着智能编程、智能检测等关键技术的突破,为智能型机器人在国内钢结构行业的应用创造了条件。在钢结构制造中焊接工作量较大的柱牛腿焊接、H型钢筋板焊接、箱型梁内隔板焊接等工序,已有成熟的机器人系统方案,并在国内也有了成功的业绩。智能型机器人、自动物流、自动变位等自动化装置,再加上从事编程操作、监控、产品检验等辅助作业的技术工人,这种人、机协作式智能化制造也应是钢结构行业发展的必然趋势。

图6 H型柱/梁机器人焊接系统
