等离子喷涂镍铬铝钇涂层工艺研究
2015-04-20张彦飞
张彦飞
摘 要:涡轴16发动机上有种零件需要采用等离子喷涂技术制备镍铬铝钇抗高温氧化涂层。文章研究了等离子喷涂工艺参数对镍铬铝钇涂层性能的影响,喷涂了试验件。涂层最终通过特种工艺鉴定并应用于涡轴16发动机。
关键词:等离子喷涂;镍铬铝钇涂层;涡轴16发动机
1 概述
涡轴16发动机(WZ16)为哈尔滨东安发动机(集团)有限公司与法国透博梅卡(Turbomeca)公司合作研制的国际第四代先进民用涡轴发动机。中方负责研制生产的一种零件需要采用等离子喷涂技术制备镍铬铝钇(NiCrAlY)涂层。镍铬铝钇涂层属于抗高温氧化涂层,可耐800~1100℃的高温,在高温下能形成致密的氧化物保护膜以保护基体金属不被氧化,并避免环境介质的腐蚀。抗高温涂层一般同时具备抗高温氧化、抗高温腐蚀及抗高温磨损性能。在镍铬合金中加入铝可在高温下形成Cr2O3与Al2O3的复合氧化物薄膜,这层薄膜十分致密,韧性好,附着牢固,熔点高,高温化学稳定性好,具有优异的抗高温氧化性能和抗热震性能。Y为对氧反应活性元素,合金中加入少量的钇,可以改善铬和氧化膜结构及结合性能,增加Cr2O3、Al2O3膜的韧性。
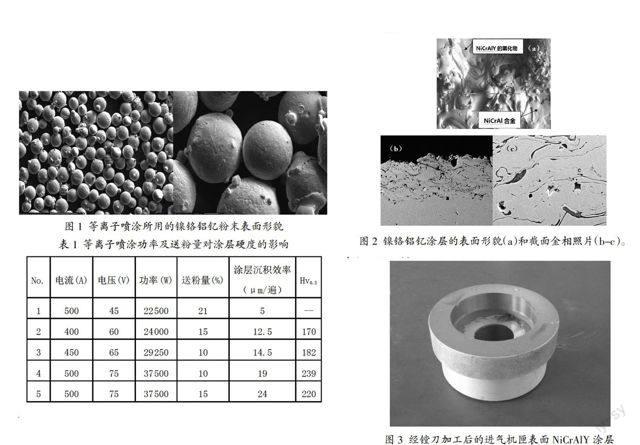
喷涂采用的粉末为美科公司的Amdry962粉末,该合金粉末的名义成分为Ni22Cr10Al1Y,粉末的形貌如图1所示,粉末的粒径为-75+45μm,该球形粉末流动性比较好,送粉顺畅,比较适合等离子喷涂工艺的应用。采用该粉末制备的镍铬铝钇涂层结构致密、结合强度大、耐腐蚀和气蚀,抗氧化性能优良。常用作高温耐热涂层,也可作为热障涂层的粘接底层。
图1 等离子喷涂所用的镍铬铝钇粉末表面形貌
2 结果与讨论
对镍铬铝钇粉末的喷涂工艺参数进行优化,研究等离子喷涂工艺参数与镍铬铝钇涂层的组织和结构的相互关系。涂层需要通过金相显微镜检查涂层的微观组织结构,测试涂层的显微硬度,涂层需通过杯突试验,需要对涂层进行拉伸试验以测试涂层的结合强度。
等离子喷涂工艺参数中最关键的是喷涂功率和送粉量,两者是决定粉末熔化效果的最关键因素。研究喷涂功率、送粉量对涂层硬度的影响,每个试片喷涂20遍,结果见表1。从表1可以看出,1号至4号试片的镍铬铝钇涂层的沉积效率随喷涂功率的提高而提高,特别是1号至3号,尽管送粉量由21%减少到10%,涂层的沉積效率依然提高。说明喷涂功率增大后粉末的熔化效果更好,涂层的沉积效率因而提高。通过试验可以发现NiCrAlY粉末的熔点较高,因此沉积效率(5~24μm/遍)较其他低熔点粉末的沉积效率低。1号涂层过薄,无法测量硬度。从2号至4号试片硬度测量结果可以看出,功率提高时熔化效果更好,镍铬铝钇涂层的硬度也提高。比较4号和5号可以看出,功率增大到一定程度时,增加送粉量会降低涂层的硬度。从表1的试验结果可以看出,NiCrAlY粉末的熔点较高,应该采用大功率才能提高涂层的沉积效率。5号样品的喷涂功率较大,涂层沉积效率最高,制备出的涂层硬度满足技术指标要求(Hv0.3≥200)。
图2 镍铬铝钇涂层的表面形貌(a)和截面金相照片(b-c)。
图2a给出了5号试片涂层的表面形貌,元素分析表明粉末熔化效果较好、铺展效果较好的表面平整区的主要成分为NiCrAl,而表面灰色区域为合金氧化后的NiCrAlY的氧化物。图2(b-c)给出了5号试片涂层的截面金相照片,其中致密区域为NiCrAl合金,黑色区域为NiCrAlY氧化物,氧化物中Al的含量稍高,说明Al优先被氧化。
以上试验表明5号样品的涂层硬度及微观组织结构满足技术指标要求。采用此参数制备试片及试棒进行杯突试验及结合强度测试,测试表明杯突试验结果合格,涂层的结合强度满足技术指标要求(≥35MPa)。
图3 经镗刀加工后的进气机匣表面NiCrAlY涂层
为了测试镍铬铝钇涂层的机加性能,喷涂了进气机匣试验件的内径,之后用镗刀加工至目标尺寸,发现去除涂层表面粗糙层后露出光滑的表面,呈现金属光泽(图3),无金属掉渣、涂层脱落等现象,镗刀加工也表明镍铬铝钇涂层的机加性能良好,光度满足技术指标要求。
3 结束语
研究了等离子喷涂的电流、电压、送粉量等工艺参数对涂层沉积效率、硬度、结合参数的影响,经参数优化确定了等离子喷涂镍铬铝钇涂层的工艺参数,制备出的涂层性能满足技术指标要求。采用优化的喷涂工艺参数制备试验件,经机加证明涂层的机加性能良好。涂层经特种工艺鉴定后投入正式生产,涂层质量稳定可靠。
