某气力输送系统能力波动问题原因分析与处理
2015-04-19廉煜锋
廉煜锋
(上海金申德粉体工程有限公司,上海 200040)
某气力输送系统能力波动问题原因分析与处理
廉煜锋
(上海金申德粉体工程有限公司,上海 200040)
详细叙述了聚烯烃装置中某个粉料闭环气力输送系统输送能力的波动现象,并针对现场情况采取多项措施,确定真实状态和现象,据此分析现象产生原因,提出有效的解决方案。成功为后来的工程设计提供了指导。
气力输送系统;旋转阀;振动筛;泄露气
现今,气力输送系统在各行各业中得到了广泛的运用,石化装置中气力输送系统更是得到普及。在国内开发具有自主知识产权工艺包的大背景下,需要在技术方面不断地完善和改进。气力输送系统能力的波动就是一个值得探讨的问题。
1 粉料闭环输送系统输送能力和压力波动问题的提出
在某个聚烯烃装置的粉料闭环输送系统中,出现了较大的输送能力和输送压力的波动,系统运行不稳定。具体的情况如下。
1.1 原工艺流程简图(见图1)
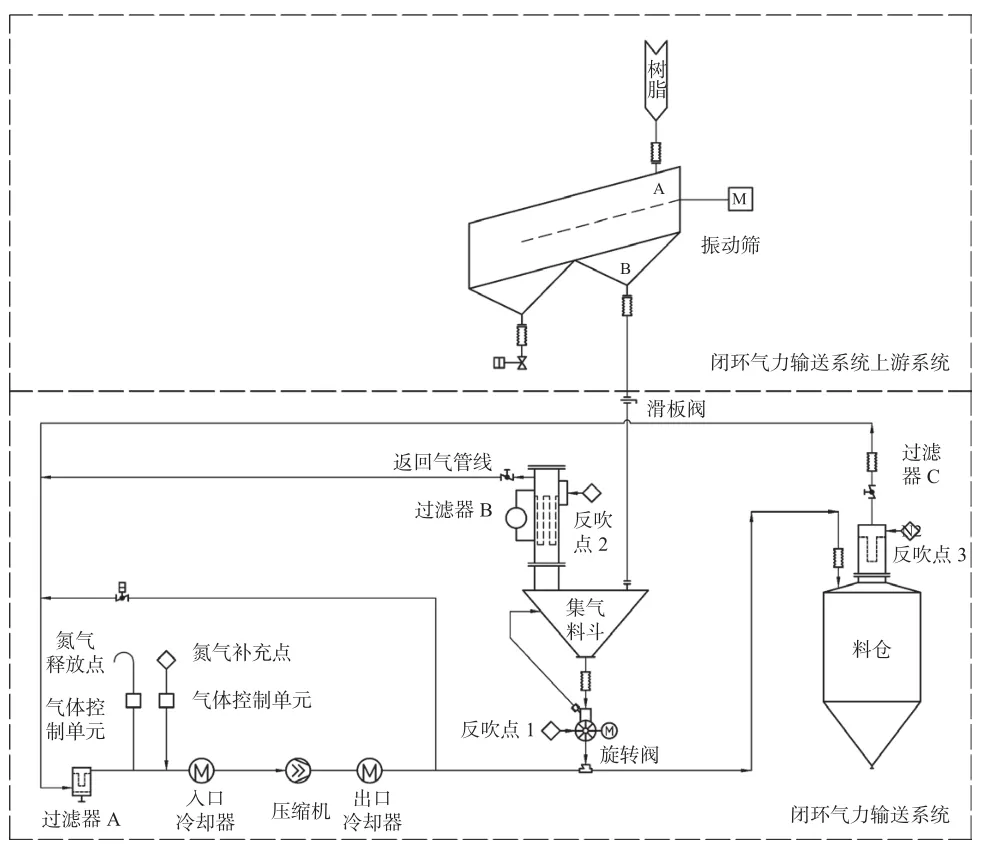
图1 工艺流程图Fig.1 Process flow diagram
1.2 原设计参数
系统输送能力为55 t/h,设计输送压力为0.13 MPa,输送温度60 ℃,输送介质为氮气和聚烯烃粉料,输送方式为闭环稀相,气源的最高压力为0.2 MPa。
1.3 系统运行时的现象
表面直接现象输送压力在0.09~0.1 MPa左右,运行5~10 min后,突然上升到0.15 MPa左右,规律运行,系统运行不稳定。后按照实际的输送量,测出实际输送量为48 t/h,较设计能力小。
2 现场情况的调查与分析
输送不稳定,压力出现波动,可能有两个原因,一是气源量(氮气)不稳定,二来物料来的量不稳定。
2.1 氮气的来源
2.1.1 氮气的平衡(见图2)
系统所用的是公用工程氮气,在整个闭环输送系统中,氮气量是相对恒定的,只有与公用工程氮气和大气之间有少量的交换,以便使系统运行得更加稳定。

图2 氮气平衡Fig.2 Nitrogen balance
本系统氮气量的平衡计算如下(图1):
氮气释放点+泄漏点=氮气补充点+反吹点1+反吹点2+反吹点3
按此系统(图1)理想状态,氮气无泄漏,有多个进入系统的点(反吹点),所以,总的氮气气体控制单元只需要释放,不需要再补充,即:
氮气释放点=反吹点1+反吹点2+反吹点3
但是现场实际运行时查到,气体控制单元总是在补气,也就是说,上述等式不成立,系统存在以外的泄漏点。
2.1.2 输送用氮气量
那么用于输送的氮气量如何呢?氮气的来源充足(公用工程),螺杆压缩机入口没有负压报警,说明在输送过程中,对输送用气量来说,没有问题。系统压力波动可以排除此原因,那么就是物料来的量上有波动了。
2.2 物料的来源
2.2.1 实际运行情况下的推测
查物料量,首先排查旋转阀下料能力是否可以达到55 t/h。原设计下料能力在55 t/h时,系统应该在0.13 MPa左右运行,一般旋转阀的实际下料能力设计都会考虑放大一些,而系统有时在0.15 MPa左右运行,说明系统在这个点上运行时,旋转阀的实际下料能力是超过原设计能力的,系统波动就和旋转阀无关了。为了严谨起见,需要重新复核旋转阀的下料能力。
2.2.2 复核计算旋转阀的下料能力
同一种物料,下料能力(理想状态,上游管道满管下料)受旋转阀的转速及上下压差所影响。在较低转速的时候,即转子转动的圆周速度在一定的范围内时,下料能力和转速的关系大致成正比,当圆周速度超过一定值以后,下料能力反而会减少。主要原因是,转速过快,叶片将物料飞溅开,使得两个转子叶片间的装满程度下降,导致有效下料容积下降。现阶段,所有旋转阀厂家在选型的过程中,将转速和压差的实际影响体现在叶轮装满系数上,即填充率。填充率现阶段还无法用数学模型给出准确系数,而且由于机械加工的不确定性,导致每个旋转阀的机械性能存在偏差,是以一般专业的旋转阀生产厂商会将本厂生产的各个系列的旋转阀在各种常用工况下进行实验,得出经验数据。这完全可以满足我们的选型要求。一般的转速和填充率、下料量的关系见图3,图4。
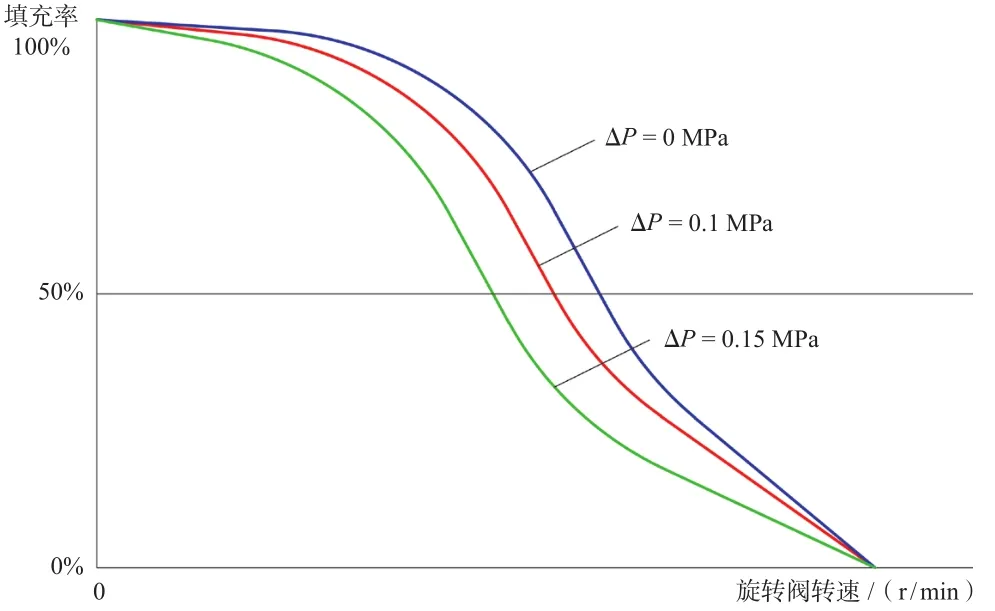
图3 旋转阀转速和填充率的关系Fig.3 Relationship between rotary valve speed and filling rate
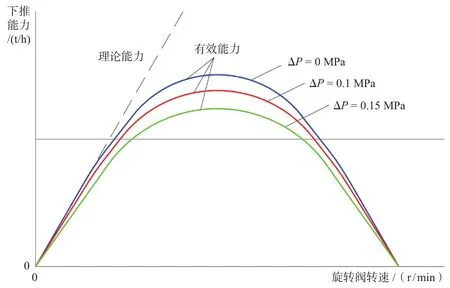
图4 旋转阀转速和下料能力的关系Fig.4 Relationship between rotary valve speed and discharge capacity
理想状态,上游管道满管,旋转阀下料量,可用以下公式计算:

式中 φ—转子填充效率,%;
n—转子的转速,r/min;
i—转子叶轮之间的容积,dm3;
γ—被输送物料的堆积密度,kg/m3。

式中 R—转子叶轮外缘半径,m;
r—转子叶轮根部半径,m;
δ—转子叶片厚度,m;
z—转子叶片个数,个;
L—转子叶片长度,m。
即:

用公式(1)计算能力,得出旋转阀本身的下料能力没有问题,又会在哪个影响因素上出现了问题呢?转子的转速是不变的,转子叶轮之间的容积是固定的,被输送物料的堆积密度是固定的,那就是说工作状态下转子填充效率发生了问题。填充率是在满负荷下料的前提下对转子叶片间的物料装满程度的反映,它出现问题说明了在当时工作状态下,旋转阀上游物料来源有问题,也就是说上游管线并非满管下料。
2.2.3 排查旋转阀上游
是否会是上游过滤器B被粉料堵住,导致旋转阀泄漏的氮气无法正常回到压缩机的入口?一旦出现这种情况,那么,气体本身肯定会找一个出口排放掉,如果没有出口,重力流管道中压力就会持续的上升。第一种情况下,气体在重力流管道中向上运动,对物料有向上的作用力,阻碍正常的下料;第二种情况,会导致重力流管线中的压力持续上升,直至与旋转阀下游压力平衡,这过程中,同样会阻碍正常的下料,但是长时间运行后将会平衡,与现象不符,可以排除这种情况。为判定过滤器B是否真的被粉料所堵住,我们松掉过滤器B(图1)的气体出口(B口)的法兰,发现有这么一个现象:松掉法兰后,气体出口(B口)正常出风,过滤器本身的差压变送器的压差值在正常范围内,说明过滤器B未被堵住,运行正常。
2.2.4 排查过滤器上游
再检查过滤器B(图1)的上游设备。与气力输送系统连接的上游系统设备是一台振动筛,现场发现这个振动筛的四周密封不严,有大量的氮气泄漏,周围落满粉料。这个现象和2.1.1氮气的平衡计算中得出的结论相符合,系统存在的泄漏点不在气力输送系统内部,而在上游系统中。也就是说,闭环输送系统和上游系统之间有氮气的交换,如图5。这样一来,图5中少量的补充就变成了大量的补充了。

图5 氮气平衡Fig.5 Nitrogen balance
振动筛漏气后,会对气力输送系统产生什么影响呢?振动筛泄漏的氮气来源于气力输送系统中旋转阀的泄漏气体。原系统设计的理念是旋转阀的泄漏气经过过滤器B的处理后,沿着返回气管线回到压缩机的入口,此时,过滤器B这点上的操作压力在5~8 kPa左右。现在实际情况是振动筛这点相当于一个自然的放空点,于是泄漏气体不再返回压缩机入口,而是去振动筛自然排放了。这也就说明气体沿着重力流管线,向上运动,对自然落体的物料产生向上的作用力,托住了物料,使得物料不再向下运动,直至一段时间后,当物料积累的足够多时,向上的作用力小于物料的重力,于是落体进入旋转阀,通过旋转阀进入输送管道。在这个过程的同时,因为下料量的减少,导致输送管道内的输送压力下降,于是旋转阀泄漏气量下降,导致对物料向上的作用力减小,于是被托住的物料落体进入旋转阀。这很好解释了输送系统运行的表象:当一部分物料被托住的时候,通过旋转阀进入输送管道的物料就少,于是输送系统在设计压力下方运行,当物料积累的足够多,而旋转阀泄漏气量(可用公式(4)计算)又减少,于是物料突然掉下来,进入输送管道的时候,系统输送压力就剧烈波动,在设计压力上方运行,这个过程循环发生。最终结果是增加氮气耗量,系统压力不稳定,输送能力达不到设计值。
3 问题的处理方案
氮气消耗量大,系统压力不稳定,输送能力达不到设计值。最直接的原因是,重力流管线中存在向上运动的气体。那么只要阻止了气体的这种运动,就可以处理好这些问题。根据实际情况,我们下面给出几种处理方法。
3.1 密封振动筛
最直接的方法是将振动筛密封住(如果是新设计的项目,可以直接要求振动筛保证其密封性),如此一来,气力输送系统和上游系统间将会达到一个压力平衡点,即时旋转阀泄漏气将自然回到压缩机的入口。但是,对已有的振动筛做密封难度大,业主反映不可实现此目标。此方法只能放弃,只能尽量将振动筛密封好。现阶段振动筛无法保证密封性,而对于气力输送系统设计人员来说,也无法对上游设备的性能提出要求。此方法最简单,也最不可实现。
3.2 放空泄漏的氮气
松开过滤器B的返回气管口B,将返回气管密封住,将管口B接到安全地带,将氮气放空。如此一来,使得泄漏气不再去振动筛,同样可以消除系统压力的不稳定,使系统达到输送能力。此方法简单易行,在原有装置中方便改造,但是,它存在氮气消耗量大,不经济的缺点。我们可以算一下浪费的氮气(经旋转阀泄漏的氮气)。
输送用的旋转阀,上下有压差,所以必然有一些泄漏气从下往上泄漏。一部分是从转子与阀体之间的间隙产生的漏气量;另一部分是转子转动,物料空出来的转子叶轮之间的空间产生的漏气量[1]。

设:理想状态下游气体沿着空气通道顺利的向上游扩散,中途无其他地方可走。
式中 Q1—转子叶轮之间的空间产生的漏气量,m3/h;
Q2—转子与阀体之间的间隙产生的漏气量,m3/h;
n—转子的转速,r/min;
i—转子叶轮之间的容积,dm3;
ρ—空气密度,kg/m3;
P2—旋转阀上游绝对压力,kg/cm2;
P1—旋转阀下游绝对压力,kg/cm2;
T—高压侧绝对温度,K;
F—叶片端部与阀体之间的空气通道面积,cm2;
z—间隙数目,一般为2。
将计算得出的氮气漏气量,与系统每年运行的时间、氮气的单价综合考虑,得到系统每年增加的成本。
3.3 增加锁气用旋转阀
我们在滑板阀(图1)的上游再配置一台旋转阀,用于锁气。此台旋转阀上下游压差大致在2 kPa左右,泄漏气体可以忽略不计。这样,我们就阻止了气力输送系统与上游系统的氮气交换,氮气平衡公式为:氮气释放点=反吹点1+反吹点2+反吹点3 。当气体不再沿平衡管线向上游泄漏时,就不会对重力下料产生影响。自然,系统恢复平稳运行。
这是最好的方法,它的优点是:
(1)闭环系统不与其他系统发生物质(氮气)交换,系统容易控制;
(2)设计时分交面清楚,不需要向上游设备系统供应商提出困难要求(比如要求振动筛密封);
(3)泄漏的氮气最终仍然在闭环系统内,没有氮气的浪费,节省运行成本。
此方法在原有的装置中,是有局限性的。增加一台旋转阀,需要1.5 m的高度空间,而重力流的布置很紧凑,一般是没有如此大的空间再布置一台旋转阀,所以此方法被运用于后来的新建装置中,效果非常理想。
4 结论
在新的装置设计中,采用增加锁气用旋转阀的方法来保证闭环气力输送系统的平稳运行。但在原有的装置的改进中,因为装置实际布置空间限制,以及振动筛本身密封性问题,只能采用放空泄漏气这种方法来进行处理,这样每年都要消耗大量氮气,不经济。此种问题必须在工艺包设计之初就考虑好,一旦在装置运行时才发现,理想的改造就很困难。这提醒我们在工艺包设计时,必须仔细进行装置内的物料衡算[2],特别要把握、分配和控制好相关区域系统的物料交换,理清物料的来源、去向和相互之间的影响。对于气力输送系统来说,除了实现物料的搬运外,必须控制好气体的来源和去向,尽量在本系统和外界大气中实现气体交换,避免与其它系统发生交换,如果不可避免,必须与工艺包专利商和对方交换系统共同商议物料的交换。
[1]周乃如、朱凤德.气力输送原理与设计计算[M].郑州:河南科学技术出版社.
[2]中国石化集团上海工程有限公司.化工工艺设计手册[M].4版,北京:化学工程出版社,2009.8.
欢迎订阅2016年《有机硅材料》
《有机硅材料》(原名《有机硅材料及应用》)创刊于1987年,是由中国氟硅有机材料工业协会有机硅专业委员会、中蓝晨光化工研究设计院有限公司、国家有机硅工程技术研究中心共同主办的有机硅专业技术期刊。本刊重点报道国内外有机硅方面的新技术、新工艺、新产品及有机硅产品的新应用等;及时提供有机硅材料市场、会议及国内外信息。主要栏目有基础研究、装备工艺、专论·综述、技术进展、分析测试、产品应用、行业动态等,是您了解国内外有机硅工业、技术及应用最新进展的重要窗口。
《有机硅材料》作为全国唯一的有机硅专业技术期刊,深得用户的喜爱。覆盖面广,信息量大,是了解国内外有机硅行业最新技术进展的重要窗口。它是中国科技论文统计源期刊(中国科技核心期刊)、美国《化学文摘》收录期刊、中国期刊数据库收录期刊,并已入编“中国学术期刊光盘版”。
《有机硅材料》为双月刊,大16开本,逢单月25日出版,国内外公开发行。国际标准刊号ISSN 1009-4369,国内统一刊号CN 51-1594/TQ,国外发行代号DK51013,邮发代号62-315。2016年全年定价¥60元。国内读者可在全国各地邮局订阅(邮发代号62-315),也可直接从编辑部订阅(电话:028-85553231)。通过编辑部订阅本刊的订户,如需挂号,请加汇18元挂号费,款到,即开具正式发票。国外读者可通过中国出版对外贸易总公司(北京782信箱,邮编100011)订阅,国外发行代号DK51013。
本编辑部尚存《有机硅材料》过刊以及有机硅相关资料和书籍,欢迎购买。
邮局汇款
邮 编:610041
地 址:四川省成都市武侯区人民南路四段30号
收 件 人:《有机硅材料》编辑部
银行汇款
户 名:中蓝晨光化工研究设计院有限公司
开 户 行:成都市中国建设银行领事馆分理处
帐 号:51001479066050362989
汇款用途:订阅2016年《有机硅材料》
Cause Analysis and Treatment for Fluctuation of Energy Used in Pneumatic Transmission System
Lian Yufeng
(Shanghai KSD Bulk Sold Engineering Co., Ltd, Shanghai 200040)
In this article, the phenomenon of fluctuation in energy used in bulk solid pneumatic transmission system was described in detail.With respect to onsite condition, several measures were applied so as to determine real status and phenomena.And then based on these status and phenomena, the cause of the problem was analyzed, and the effective solving method was presented, which provides valuable reference for engineering design later.
pneumatic transmission system; rotary valve; vibration screen; leak gas
TH 232
:A
:2095-817X(2015)05-0018-005
2015-08-13
廉煜锋(1982—),男,工程师,主要从事气力输送系统工艺设计。
