布鞋鞋帮收口机气压驱动系统设计
2015-04-16,
,
(河南科技大学 机电工程学院, 河南 洛阳 471003)
引言
在布鞋的制作过程中,依靠拉紧鞋帮口锁边线的两端,使鞋帮口紧贴于鞋楦是一个重要工序[1]。现代化制鞋生产虽然应用了很多先进技术,国内外很多学者也做了研究,胡小兵等提出基于蚁群算法的三维空间机器人路径规划[2]。Kim.J.Y等[3]提出了通过鞋底的三视图以及三维CAD扫描的方法生成涂胶轨迹路径,对于鞋面数据采取激光扫描数据获取,然后再导入CATIA中进行轨迹生成[3]。他们的研究也大多集中在皮鞋涂胶的过程控制研究,在皮鞋制鞋设备中可以使用,不适合在布鞋生产中采用,并且三维空间机器人的研究成本高,加工效率比较低。由于布鞋所用材料的特殊性及产品的工艺特点,产品加工要占用大量的劳动力,仍属于劳动密集型产业。
布鞋的生产流程为:针车车间加工鞋帮—收口成型车间成型—鞋底车间上底。收口成型包括拉线收口和穿线打结两步动作。拉线收口是拉紧鞋帮口锁边线的两端,使鞋帮口与鞋楦紧密结合的工艺过程。穿线打结是通过双手的钩布、绕线的动作配合打结固定已被拉紧的锁边线,使鞋帮在搬运、注塑上底过程中不会出现松动,很好的固定在鞋楦上。目前,此工艺过程靠工人双手拉紧,由于需要很大的拉力,很多时候工人带双层手套或手指缠绕多层帆布,依旧会手指受伤。收口成型工艺过程劳动强度非常大,并且由于“劳工荒”问题,出现招工困难,人力成本急剧上升[4],所以研制出自动化鞋帮收口机来替代人工劳动具有重要的实际意义。
针对上述问题,在对鞋帮收口工艺过程分析的基础上,结合PLC控制技术,设计了一种新颖的气压系统驱动的布鞋鞋帮收口机。着重介绍拉线机构和穿线机构的结构设计、动作原理以及气动系统的设计选型。
1 收口机结构设计
1.1 收口机整体结构设计
收口机整体结构由机架、拉线机构、穿线机构、定位机构、托帮机构、指针机构等机构组成,通过机构的配合达到收口目的,其结构,如图1所示。
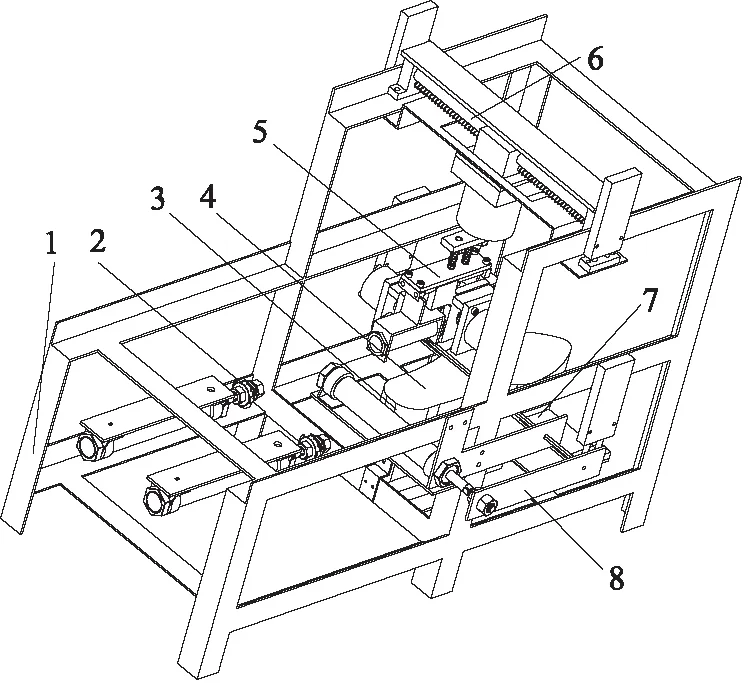
1.机架 2.拉线机构 3.鞋帮 4.鞋楦 5.穿线机构6.定位机构 7.托帮机构 8.直针机构图1 收口机的总体设计
在图1中,收口机的机架1用于安装各机构和鞋楦定位,拉线机构2用于鞋帮锁边线两端的拉紧,穿线机构5、定位机构6和直针机构8共同完成鞋帮锁边线的打结动作,托帮机构7用来托顶鞋帮面以提高收口质量。
1.2 收口机的动作原理
收口动作开始前,将鞋帮套在鞋楦上,再将鞋楦固定在机架上的鞋楦滑槽内。鞋帮锁边线的两端分别缠绕于拉线机构气缸活塞杆顶端的夹线片中间,此时通过电磁阀控制使托帮机构的曲面上升,托起鞋帮紧贴到鞋楦的侧面上,其它机构都保持在初始位置。
收口动作开始时,电磁阀控制拉线气缸缩回,使锁边线拉紧到一定程度,鞋帮口紧贴于鞋楦面。通过比例调压阀调压使拉线机构系统压力减小,拉线气缸在锁边线的带动下运动并且保持一定的背压,为进行穿线动作做好准备。
在穿线机构上部旋转下降气缸的带动下,使其下部的穿线部分下降到一定高度后旋转90°,锁边线进入到穿线机构的预定位置。然后,穿线机构上两顶紧鞋帮的气缸同时动作,穿线机构底部顶紧鞋帮内侧,定位机构气缸电磁阀通电使穿线机构定位在工作位置。紧接着,摆动气缸旋转,线鼻钩针由初始位置旋转,钩到锁边线,继续旋转穿透鞋帮,最终在两侧形成两个线鼻。此后,直钩针向内运动,经过设置在穿线部分上的导向孔,进入到一侧线鼻内,继续运动,钩到另一侧的线鼻后,锁边线进入直针的挂钩,直钩针向外运动,使得锁边线穿过线鼻,达到最终的锁边线打结固定的目的。
由于收口机的设计机构较多,本文主要介绍拉线机构和穿线机构的结构设计、工作原理、气动系统的设计选型。
2 拉线机构气压驱动系统
2.1 拉线机构设计
收口是布鞋生产中布鞋能否成为合格品的关键工序,拉紧锁边线使鞋帮口紧贴于鞋楦上的拉线过程尤其重要。电机或气压驱动可以作为锁边线拉紧动力来源。电-气驱动效率高,速度和位置精度都很高,使用方便、控制灵活。然而,由于人工固定锁边线长短有差别,每次拉紧锁边线所需要的行程也不尽相同,电-气驱动要适应线长的不同,进行拉紧力的调整就会很复杂。气压驱动具有很强的柔软性,只要气缸进口压力一样,气缸提供的拉力不变,锁边线受力相同,不会因行程差别造成拉线松紧程度不一。同时,气压驱动还具有调整拉紧力方便、结构简单、可靠性较高等优点[5]。综上所述,本机构的驱动方案选用气压驱动。
拉线机构设计,如图2所示。在气缸活塞杆顶端安装拉线夹紧机构,其上有间距可调的两个夹线片,将锁边线缠绕在夹线片中间并夹紧。紧固螺母与夹线片之间设置压紧弹簧,这样可以调节夹紧片对锁边线的夹紧力,装拆锁边线均快捷方便,还能有效保护锁边线的拉紧效果。

1.拉线夹紧机构 2.鞋帮 4.锁边线 5.鞋楦滑槽图2 拉线机构示意图
2.2 拉线机构气压驱动系统设计
拉线机构的气动系统采用双气缸并联的驱动方式,每根气缸拉紧锁边线的一端。气缸的进气口安装有单向节流阀,实现排气节流调速。在系统的进气气路安装比例减压阀,可以通过PLC控制满足收口拉紧和穿线固定两个动作过程对系统气路压力自动变化的需求。本机构的气压驱动系统原理图,如图3所示。

1.比例减压阀 2.拉线缸 3.单向节流阀 4.换向阀图3 拉线机构控制气路原理
拉线动作开始前,换向阀4右侧电磁阀带电,两气缸处于伸出状态。此时将锁边线缠绕于拉线夹紧机构两夹线片之间,并夹紧线头。开始拉线时,换向阀左侧带电,两气缸有杆腔进气,气缸收回,在气压驱动下拉紧锁边线,直到气缸停止运动,完成锁边线的收口拉紧动作。当拉紧完成后,比例减压阀1自动将进气压力调低,这样使拉线气缸可以在锁边线的拉动下保持一定的背压,为穿线机构动作做好准备。
2.3 拉线机构气缸选型
经过现场测量,人工操作时锁边线的拉紧力FZ的范围为160 N到180 N,又因为气缸拉线的时候为有杆腔做功,则需根据拉力做功时的公式(1)计算气缸所需缸径。
(1)
式中,FZ—— 工作时拉紧力,N
d/D—— 对于双作用气缸,预选0.25~0.4
p—— 系统使用的压力,MPa
f—— 气缸工作时的总阻力,包括惯性力、背压阻力、摩擦阻力及气缸的动特性参数
本例中取FZ=170 N,d/D=0.35,p=0.5 MPa,f忽略。计算得到拉线气缸的缸径为D=22.211 mm,故选取25 mm缸径的气缸,此时气缸的活塞杆直径为10 mm。
根据公式(1)计算分析和试验验证,本系统供气压力低于0.35 MPa时,拉力不足;在0.42 MPa左右时,收口效果最好;当系统压力超过0.50 MPa时,拉力过紧,甚至会出现部分锁边线拉段的情况。
3 穿线机构气压驱动系统
3.1 穿线机构设计
拉线机构完成了鞋帮紧贴于鞋楦的收口拉紧要求,但由于鞋楦在搬运、注塑上底过程中不断受外力作用,使得鞋帮很容易出现松动,如果不把拉紧的线加以打结固定,会严重影响布鞋成品的质量。工厂实际生产过程中,穿线打结的过程是锁边线通过工人的钩布、绕线的动作配合,使得鞋帮收口之后更好的固定在鞋楦上,以此保证布鞋生产的产品质量。因此,收口机必须进行穿线机构的设计。本机构的由导向块、线鼻钩针、摆动气缸、上部气缸、容线块等组成,总体机构,如图4所示。

1.导向块 2.线鼻钩针 3.齿轮 4.摆动气缸5.旋转下降气缸 6.顶出缸 7.容线块图4 穿线机构
收口机的穿线机构是为了通过线鼻钩针挂线、钩布、穿线的动作来实现人工钩布、绕线的动作,达到固定鞋帮到鞋楦上的目的。穿线动作开始时,旋转下降气缸运动,下降到一定高度后,锁边线位于容线块中间,之后上部气缸旋转90°,锁边线进入容线块7,容线块上有能容纳锁边线的容线槽。接下来该机构中两并联驱动的顶出缸6通过电磁阀控制伸出,穿线机构底部顶紧鞋帮内侧。
摆动气缸电磁阀通电,驱动摆动气缸4,通过齿轮3传动,将动力传递给线鼻钩针。由于线鼻钩针上加工有可以在正向旋转时挂到锁边线、反向旋转将线脱离的挂钩,所以此钩针正向运动过程中在容线槽处挂到锁边线,扎穿相应侧鞋帮形成穿孔,之后带动线鼻钩针旋转完成穿线动作,在两侧形成两个线鼻。导向块1的导向孔可以引导外部的直钩针进入到工作区域,顺利穿过直钩针所在一侧的线鼻,并且与另一侧线鼻钩针形成的线鼻子配合,通过回拉来完成穿线固定动作。
3.2 穿线构摆动气缸选型
穿线机构设计由摆动气缸带动线鼻钩针来进行钩线穿帮动作。经过现场测量,穿透鞋帮需要的扭矩大小为1.50 N·m到1.65 N·m,则图4中的摆动气缸需要提供的动力约为1.65 N·m到1.82 N·m,而能提供此扭矩的电机需要配套减速器,其体积会大于鞋楦面的大小,并且输出轴旋转速度慢,效率低,故本机构不能采用电-气驱动,而体积较小的单叶片摆动气缸可以满足需求。
根据单叶片摆动气缸的输出力矩公式(2)计算所需缸径。
(2)
式中,M—— 摆动气缸承受的实际力矩,N·m
d/D—— 对于双作用气缸,预选0.25~0.4
p—— 系统使用的压力,MPa
b—— 叶片的宽度,mm
η—— 负载率,静负载的负载率0.9
本例中取M=1.7 N·m,d/D=0.27,p=0.6 MPa,b=30 mm,η=0.9。计算得到摆动气缸的缸径为D=30.0448 mm,所以选取30 mm缸径的气缸,此时气缸的活塞杆直径为8 mm。
代入式(2)可以得到上述选型选用的摆动气缸在0.6 MPa的压力下提供的扭矩为1.69 N·m,可以满足使用要求,经过反复实验,本气缸的选用也很好的达到了预期效果。
4 结论
布鞋鞋帮收口机各个机构,通过PLC、气压系统和传感器的联合控制,较好的实现了布鞋鞋帮收口、穿线过程的自动化生产,缩短了收口穿线的人工劳动过程,降低了生产成本,大大减轻了工人的劳动强度,可以满足生产中替代人工劳动的需求。该装置具有结构紧凑,占地面积小,使用气压驱动确保了绿色生产,PLC控制易于调试,可靠性高。
参考文献:
[1]金绍文.制鞋机械. [M] 北京: 中国轻工业出版社,2012:3-4.
[2]胡小兵,黄席樾.基于蚁群算法的三维空间机器人路径规划[J].重庆大学学报,2004,27(8):132-135.
[3]KIM J.Y CAD-based Automated Robot Programming in Adhesive Spray Systems for Shoe Outsoles and Uppers [J].Journal of Robotic Systems,2004,21(11):625-634.
[4]简新华.“劳工荒”的原因、利弊分析与合理应对[J].中国经济问题,2010,(3):9-13.
[5]许福玲.液压与气压传动. [M] 北京: 机械工业出版社,2007:215-226.
[6]王涛,刘昱,等.一种气动换向阀过渡机能的检测装置[J].液压与气动,2013,(10):103-105.