汽轮机中压调节阀阀盖衬套加工法
2015-04-10王治军
王治军
(哈尔滨汽轮机厂有限责任公司,哈尔滨 150046)
汽轮机中压调节阀阀盖衬套加工法
王治军
(哈尔滨汽轮机厂有限责任公司,哈尔滨 150046)
以汽轮机中压调节阀阀盖衬套的加工为例,文中介绍如何克服吊装产生的困难并采取相应的措施最终完成加工任务。
汽轮机中压调节阀;过盈配合;吊装装置
0 引言
汽轮机中压调节阀阀盖与衬套过盈接配,以往先将按尺寸加工准后,再将衬套放入液氮中冷缩15 min后,再装入阀盖内孔中,待常温后,两者之间即为过盈配合,但是由于装配后过盈配合使得衬套有变形,会影响内孔尺寸,有可能会超差,只能再次上机床加工到尺寸,但是由于变形量小,使得加工余量过小,压不住刀,会造成加工表面光洁度差。再有以往装配起吊过程中是在衬套端面点焊吊耳,再用吊车吊装,最后割下吊耳,点焊可能给工件金属内部结构造成变化产生不良作用,现提出一种新的解决方案。
1 解决方案
我们解决的难题主要是在过盈装配过程中的吊装难题,一是加工好的衬套为光滑的管状物,没有合适的吊装点;另外没有可以支撑平衡的吊装工具,这是我们需要解决的问题。
1.1 设计吊装点加工方案
首先设计产生吊装支点的加工方案。具体实施方式:结合图1~图5说明,本实施方式为:将中压调节阀阀盖内孔尺寸按图示加工至,衬套外圆尺寸按图示加工至,内孔尺寸加工至φ464±0.05,在距衬套上端面10 mm处加工出φ458±0.1高10 mm凸台,将吊装工具放入衬套内孔中,深度低于衬套的凸台,再将吊装工具上的4处罩螺母分别向外旋出,4个罩螺母端面分别接触内孔壁,这样使得吊装装置4个罩螺母对点尺寸大于衬套内凸台的内孔直径,可以将衬套平稳吊装进行液氮冷缩15 min,装配至阀盖内孔中,待常温后拆下吊装装置,将阀盖及衬套上车床加工掉衬套内孔的凸台及余量至图样尺寸 φ465±0.05(图虚线尺寸)
1.2 平衡吊装工具的设计
用于汽轮机阀盖衬套装配时吊装装置如图5所示,主要由钩形吊杆1、螺母2、支架体3、罩螺母4~7等组成,吊杆1的圆柱体一侧有一段螺纹,支架3由长方体(3-1)~(3-5)构成,长方体(3-1)上端面侧中心位置有一贯通的光孔(3-1-1),圆柱(3-2)、圆柱(3-3)、圆柱(3-4)、圆柱(3-5)外侧各有一段螺纹。
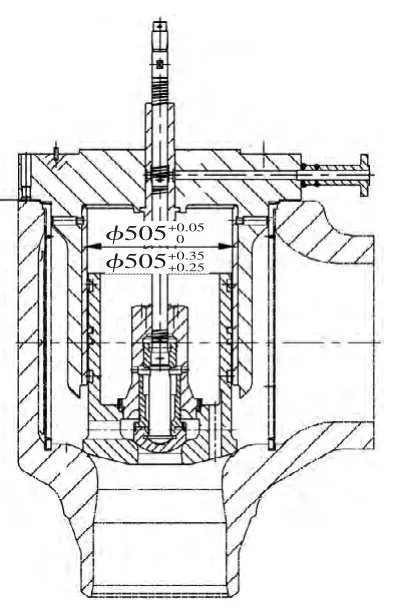
图1
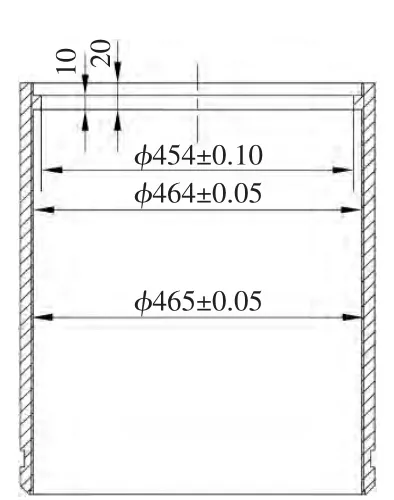
图2
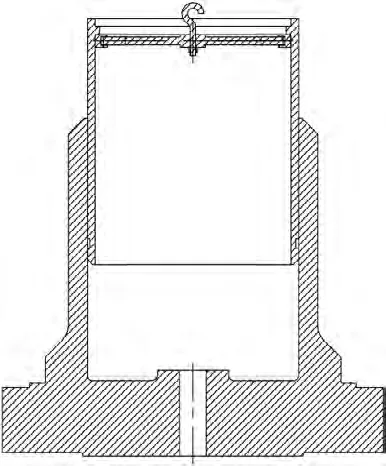
图3
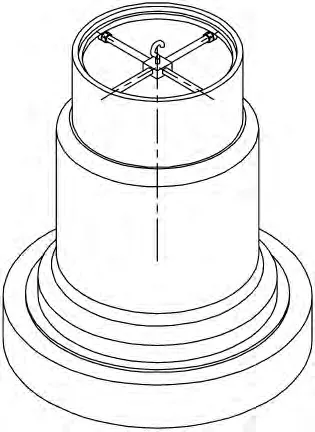
图4
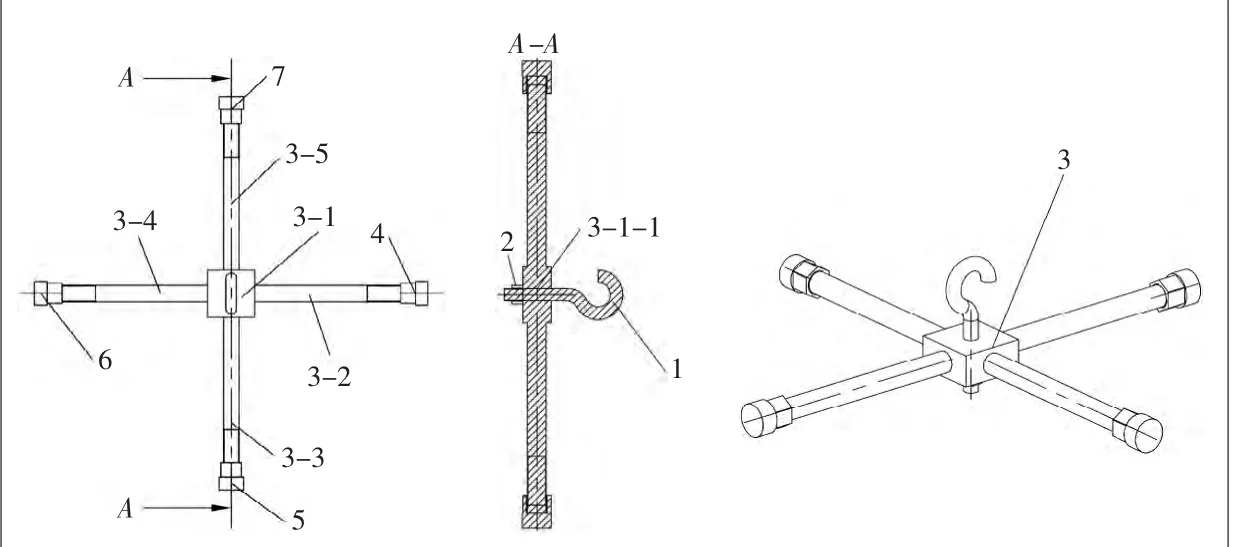
图5
将钩形吊杆1圆柱体一侧贯穿过支架体3的长方体(3-1)中心位置有一贯通的光孔3-1-1,再将螺母2穿过圆柱体螺纹一侧拧紧,再将罩螺母4,罩螺母5、罩螺母6,罩螺母7各自向内旋入支架3圆柱(3-2)~(3-5)螺纹端,使罩螺母 4~7螺纹全部与支架 3圆柱(3-2)~(3-5)螺纹接配,放入衬套内孔中,深度低于衬套的凸台,再将罩螺母4~7分别向外旋出,4个螺母端面分别接触内孔壁,这样使得吊装装置4个螺母对点尺寸大于衬套内凸台的内孔直径,可以将衬套平稳吊装进行液氮冷缩,装配至阀盖内孔中,待常温后拆下吊装装置,将阀盖及衬套上车床加工掉衬套内孔的凸台及余量至图纸尺寸,圆满完成任务。
2 达到的效果
此方案与现有技术相比具有以下效果:1)可以平稳起吊,省去焊接和钳工修磨的工序。2)避免点焊给工件金属内部结构造成变化可能产生不良作用。3)装配后再加工内孔,避免装配变形尺寸超差的发生。
3 结语
以上事例虽然只是一个装配吊装的问题,却影响了装配质量和操作安全的大问题,设计解决方案就要从机械加工工序下手解决。这提醒我们工艺人员在设计工件加工工艺时要充分考虑到该工件从毛坯下料到装配成品过程中整个过程的加工、装配、运输各环节会出现的难点和问题,从而全面考虑解决方案,达到预期的效果。
(编辑 昊 天)
TK269
B
1002-2333(2015)07-0217-02
王治军(1982—),男,工程师,从事汽轮机加工技术研究工作。
2015-02-25
