锻造液压机的刀砧
2015-04-09赵立慧
赵立慧
(太原重工股份有限公司技术中心,山西 太原 030024)
0 前言
随着国内外在石油化工、海洋工程、水电/核电、船舶、航空、重型机械等制造业中对大型自由锻件的需求日益增多,高精度、高效率的大型化数控锻造液压机组及大型锻件制造业,成为国家装备制造业的战略性基础行业,其发展水平已成为衡量一国综合国力的重要标志之一[1]。
自由锻造液压机(简称锻造液压机)是实现各种自由锻压力加工工艺的锻造设备,具有通用性强、应用灵活等特点[2-3],尤其适用于单件/小批量的大型化锻件制造,而快速锻造液压机被普遍认为是当前自由锻造设备发展的主要趋势[4]。为了满足锻造作业基本工序的特定要求,如延伸、镦粗、切割、精整等,快速锻造液压机常成套化与成线化地配置各种类型的锻造工装具[5],包括锻造操作机、快速换砧装置及砧库、纵向移动工作台、旋转锻造工作台[6]、刀砧等,从而实现包括辅助环节在内的机械化联动作业,提高“快锻”机的生产效率。
1 锻造液压机刀砧的主要功能
现有技术条件下,大锻件的自由锻造工艺都会包含热切这一工序,如钢水冒口和料头的切除以及下料等。由于人力手工切割操作的热切工序耗时耗力,且存在安全隐患,甚至会限制压机正常能力的发挥[7],故仅适用于小尺寸锻件的生产情况。
刀砧是完成热切工序的专用切割设备之一[8],与人力手工切割操作相比,其能大大提高此工序的机械化与自动化程度,提高生产率,改善锻造车间安全环境,减轻工人劳动强度,从而成为大型化快锻液压机常用的锻造工装具。
2 φ1700 mm 刀砧的结构布置
如图1 所示,一种用于锻造液压机的刀砧,由剁刀、刀座、上砧、导向块和T 形头螺栓等组成。
2.1 剁刀
剁刀1 的外形尺寸对其适用性能、维修及使用寿命均有一定程度的影响;为保证剁刀比较容易切入工件,刃口夹角设为6°为宜。剁刀上设置了起吊孔便于安装和拆卸。通过螺栓5、螺母6 将剁刀安装在刀座上;对于一般立式锻造液压机,从锻件上脱落下的氧化皮,散落到锻件下面的锻造工具表面和周围[3],造成螺纹变形和损坏;为避免氧化皮的侵袭,螺母设计成一端封闭,可以起到保护螺纹、容易拆卸剁刀的作用。

图1 刀砧结构图Fig.1 The structure of knife anvil
剁刀在切割工序中受到强工作压力、弯曲应力以及持续高温的多重作用,工作状况十分恶劣,其主要失效形式为热疲劳磨损和塑性变形[9-10],从而造成剁刀比较容易损坏,成为易损耗品[11]。因此,剁刀在选用材料时应综合考虑其耐高温性、强度、韧性、耐磨性、经济性等影响因素,选用5CrNiMo,加工后做调质处理。考虑到剁刀的易损耗性,应对其进行良好的可维性设计,以实现剁刀的维护、保养和快速更换,尽量缩短换刀时间,降低更换成本。
2.2 刀座
刀座2 主要作用是支撑剁刀,工作中主要受到压应力的作用,因此只要保证刀座的基体有足够的强度,考虑到强度和材料成本的因素,材料优先选用ZG20CrMo。
刀座上设置了起吊孔便于安装和拆卸;还开有U 型槽,保证剁刀顺利装入刀座且不晃动为宜,以减少危害更大的弯曲应力的作用。
刀座两端分别带有正反挂钩,用于与其它锻造工具(如平砧、V 形砧)砧子的相互挂钩,实现各个砧子的快速更换。
2.3 上砧
上砧3 在工作中受到高温、压应力的共同作用,受力情况比较恶劣,与锻件接触处比较容易损坏。在选用材料时应考虑材料的耐高温、强度、韧性;综合考虑以上因素,上砧选用5CrNiMo;并且上砧与锻件接触处宜设计成园角,光滑过渡以减少应力集中。同时,上砧的高度尺寸预留了一定的磨损后的刨削加工量,以便延长上砧的使用寿命。
刀砧的上砧部分与平砧的相同,可以通用。借助于安装在活动横梁上的夹紧和旋转装置,由操作台液压控制,可以实现上砧的快速更换。
2.4 导向块
当砧子横向移动时,刀砧下部在导向块4 中间移动,两侧的导向块起导向的作用,同时起到防止下砧产生歪斜的作用。
T 形头螺栓7 穿过工作台上表面的T 形槽,和螺母8、销9 一起将导向块固定在移动工作台上。为避免氧化皮的侵袭,螺母设计成一端封闭,可以起到保护螺纹、容易安装和拆卸的作用。
3 工作过程
锻造液压机的刀砧是一套锻造工具,适用于锻件的切割作业。与其它锻造工具一样由上位机预先编制好每套砧子的上下砧的位置编号,根据每种锻件的锻造程序对砧子的先后进行调动,实现砧子的自动更换。
锻造工具调配关系如图2 所示,刀砧、平砧、V 形砧和摔圆模分别装在砧子横向移动装置上和砧库中,与移动工作台配合实现各个砧子的快速更换;砧子横向移动装置与移动工作台运动方向成正交设计布置,可以放置和交错使用3 种不同的下砧,以将工具更换所需时间限制到最低程度[5]。
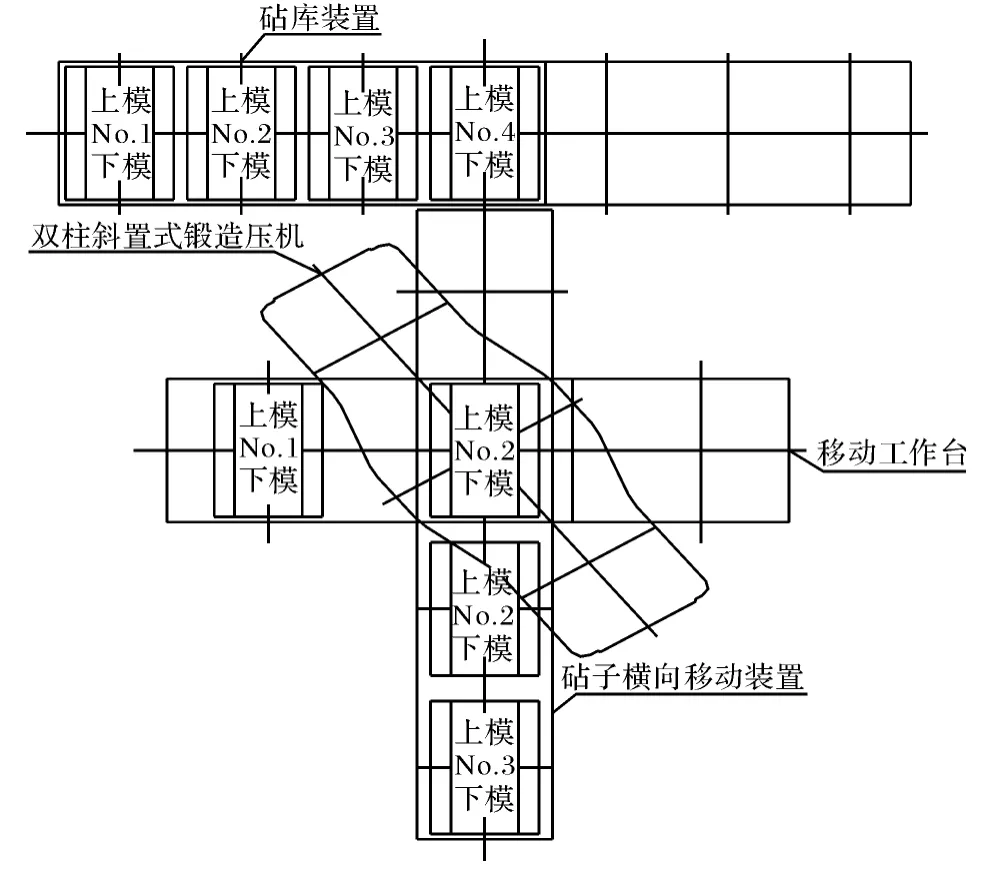
图2 锻造工具调配关系图Fig.2 Matching relationship of forging tools
砧子横向移动装置的拖板的端部带有一个倒钩,能够与临近带有正钩的砧座相互挂钩。每个砧子两端分别带有正反挂钩,可以相互连接,经常与拖板挂钩连接并且保持在支承框架上的砧子有两个,如一个刀砧和一个平砧。砧子横向移动装置上的第三个砧位即可借助油缸的行程从砧库中调用所需砧子,或更换时将砧子送回砧库。
平砧调入压机中心后,由夹紧和旋转装置将上砧固定在动梁上;由砧子横向移动装置把下砧移出,再把刀砧的下砧部分(包括剁刀、刀座等)移至压机的中心位置。分两步把锻件切开;首先由操作机夹持锻件放在剁刀的合适位置上,剁刀不动,上砧向下加压,一般情况下,第一次切入深度比工件直径的一半要稍大点;然后上砧抬起,并预留出操作空间,操作机夹持锻件抬起并旋转180°后,再放在剁刀上,上砧再次向下加压,将锻件完全切断。上砧抬起,下砧移至砧库,进行下一个工序。
4 结语
锻造液压机的刀砧由太原重工股份有限公司技术中心开发设计,可切割直径1700mm 的锻件。替代了原始人工操作,切割刀具的尺寸不再受人力限制,是一种安全的锻件切割设备;可以实现快速更换,还可以与操作机联动,减少了停机时间、减轻了劳动强度、延长了工具的使用寿命,实现了锻造液压机剁切工序自动化,提高了自由锻造生产效率。
[1]郑文达,权晓慧,李俊辉.锻造液压机的现状及其展望[J].重型机械,2012(3):2-10.
[2]俞新陆.液压机的设计与应用[M].北京:机械工业出版社,2006.
[3]俞新陆,杨津光.液压机的结构与控制[M].北京.机械工业出版社,1989.
[4]高俊峰.我国快锻液压机的发展与现状[J].锻压技术,2008,33(6):1-5.
[5]郭会光.国内外大锻件制造的发展与对比[J].金属加工(热加工),2014(1):64-68
[6]赵立慧.快速锻造液压机的旋转工作台[P].中国:10142280.2009.
[7]中国机械工程学会塑性工程学会.锻压手册(3卷)[M].北京:机械工业出版社,2007.
[8]刘侠,胡协兴,刘芳,等.一种锻件切割设备[P].中国:CN 202398776 U.2012.
[9]张栋,李庆龄,于忠海.165MN 油压机回转工作台的应力分析[J].锻压技术,2014,39(8):72-75.
[10]柳旭,马维金,王洪福,等.热锻模耐热层Ni60-WC 表面强化研究[J].锻压技术,2014,39(6):94-97.
[11]杨景华,郭长虹,曹薇,等.一种大型自由锻造液压机用的剁刀[P].中国:CN 202356556 U.2012.
[12]万胜狄,王运赣,沈元彬,等.锻压机械化与自动化[M].机械工业出版社,1983.