适应现代技术的纹织工艺探究
2015-04-07杨明霞邹清云普丹丹
杨明霞+邹清云+普丹丹
摘要:随着提花机的更新换代及纹织CAD系统的普及,纹织工艺发生了较大变化。本文阐述了目前提花机目板设计及装造过程中可能出现的问题及解决办法。电子提花机的目板穿法须根据纹针的设置来选择,采用空针的方法能使装造适应品种密度的变化,从而降低装造成本;零花在目板上的安排和传统的方法相反。纹板编排需保证织出纹样的方向及组织飞数与原始设计一致,如有必要可在进行意匠处理时把纹样上下或左右颠倒后再制作纹板文件;利用纹织CAD制作纹板文件时,投梭和样卡需根据织物结构、生产设备、意匠工艺等因素设计。
关键词:大提花;纹织CAD;装造;投梭;样卡
中图分类号:TS105.1 文献标志码:A
An Approach to Jacquard Process Adaptable to Modern Technology
Abstract: With the upgrading of jacquard loom and the popularity of jacquard CAD, jacquard process has changed greatly. In this paper, the possible problems appeared in the designing and mounting of jacquard harness board were probed and solutions were given. The harness board of electronic jacquard must be tied according to the settings of figured hooks; the empty needle method can be used to adapt to the density changes of products, so as to reduce the cost of jacquard mounting; and the harness board arrangements of pattern-less area are contrary to traditional methods. The pattern card arrangements must ensure that the direction of woven patterns and step number are consistent with original design, if necessary, the design can be upside down or left-right reversed before making the pattern file during preparing jacquard design; and when making pattern file with jacquard CAD, picking and sample card should be designed by taking fabric structure, production equipment and jacquard technology into consideration.
Key words: jacquard; jacquard CAD; jacquard mounting; picking; sample card
随着纺织行业的发展,纹织CAD成为迅速发展成熟的新技术,目前在纹织物的生产实践中纹织CAD的普及率已达100%。大提花织机也迎来了快速更新换代的发展时期,纹织CAD技术及电子提花机的发展改变了纹织物的设计与生产的面貌,使纹织物的设计、生产更加多样和高效,带来了巨大的经济和社会效益。新的意匠处理方法和生产设备使纹织工艺也发生了较大变化,本文介绍在现代纹织工艺设计和纹织CAD应用过程中的一些经验。
1 纹板编排
机械式提花机有外在的纹板,这些纹板需要按照顺序进行编排,纹板的编排与织物的正反织、左右手织机、纹板首端位置、通丝穿吊方法有关,分为顺编和倒编两种。如左花筒提花机,若纹板首端放机前,纹板顺编,在织造时先织小号纹板,后织大号纹板(即小号纬纱在下,大号纬纱在上),纬纱与意匠中纬纱顺序相反(纹织CAD中意匠图中经纱顺序从左到右,纬纱顺序从上到下),而经纱顺序与意匠图中经纱顺序相同,所以织出的纹样与设计纹样左右相同、上下相反,如果纹样有方向性就不能满足要求。如果纹板倒编,先织大号纹板再织小号纹板,织出纹样和设计纹样方向相同。但又带来另外一个问题,纹板倒编生产虽然纹样方向正确,而织物组织却是上下颠倒,若设计的是右斜纹将织成左斜纹,设计的 5 枚 2 飞经面缎将织成 5 枚 3 飞经面缎,势必会影响织物的外观效果。如某纹织物花组织为2/2右斜纹,在纹织CAD组织库中组织图如图 1 所示(组织图中纬纱方向从上到下,经纱方向从左到右),欲织图 2 的纹样,右手织机纹板首端放机前,纹板倒编,则织出纹样效果如图 3 所示,大号纬纱在下方,为了更清楚表现花纹的效果,地组织没有画出。从图 3 可以看出织出的纹样方向正确,但斜纹组织的方向为左斜纹,与原设计的右斜纹相反。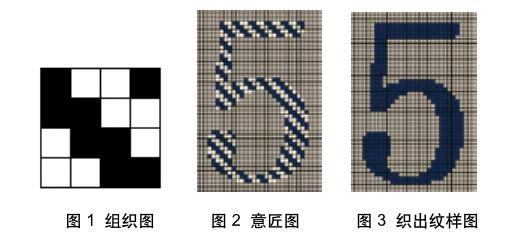
解决的方法是在意匠画好后,对纹样进行上下翻转,再制作纹板文件。对于投梭规律有变化的品种,一定要先上下翻转再投梭,以免投梭规律和纹样不对应。如已完成投梭,也可对纹样进行左右翻转,织出纹样后旋转180°使用即可。图 4 为上下翻转后意匠,图 5 为按翻转后的意匠织出的纹样效果。
2 装造设计
装造设计包括选择装造类型、确定纹针数、目板规划及穿目板等工作。随着纹织CAD的普及和电子提花机的应用,部分工作与传统方法相比已发生变化。
2.1 目板穿法
电子提花机一般采用普通装造,目板穿法比较简单,但穿法也有不同的方向,具体采用哪一种,需看设置,否则织出的纹样错误。常用的穿法有两种(图 6 和图 7),图 6 适用于第一纹针设置在左后的提花机,图 7 适用于第一纹针设置在左前的提花机。
采用正确的目板穿法织出的文字“安工”如图 8 所示;若目板穿法选择不正确,则造成经纱的成组左右翻转(成组的经纱数等于纹针列数),织出的纹样边缘呈锯齿状,效果如图 9 所示。实际生产中若出现图 9 所示结果,表明捺绞时捞头方向错误,只需修改纹针的设置,即把第一纹针由左前的设置改到左后,或由左后的设置改到左前,不需要重新捺绞穿经纱。
2.2 零花在目板上的安排
在大提花织物的设计中,有时为了拼幅需要或因受提花机纹针数的限制,织物内幅不是整数花纹,产生了零花,在穿目板时要正确处理零花的位置,以使零花连续。在传统工艺中由于经纱次序和意匠纵格次序相反(传统工艺中意匠的纵格次序是从右到左),故若零花取纹样的左半部,穿目板时需安排在目板左侧;若零花取纹样的右半部,则穿目板时需安排在目板右侧。而现在意匠工艺均由纹织CAD完成,纹织CAD中一般纵格的顺序是由左至右,故零花的安排与传统的相反,即若取纹样左半部,穿目板时安排在目板右侧;若取纹样右半部,穿目板时安排在目板左侧。
2.3 装造中的空针设计
电子提花机工艺简单,生产效率高,但对装造的要求高,装造周期长,比一般的机械提花机装造成本要高出数倍。当织物的装造类型或经密发生变化时就要改变装造,需要投入一定的时间成本和经济成本,故提高电子提花机装造的适应性成为节约时间、降低生产成本的一种好方法。如果织物幅宽和纹样宽度不变,只品种经密发生变化,改变后的织物品种的上机经密小于已装造的通丝密度,可以采用空针的方法来避免重新装造。空针就是某些纹针不参与织造,纹针下面的综丝不穿入经纱,从而有效地降低经密,具体计算如下:
式中: P1表示织物原始密度,P2表示改品种后织物密度。为方便空针的操作,A/B分式中把分母B调整为纹针列数,欲使空针呈规律性,分子A也应该调整为整数。如果纹针列数为16列,则采用空针方法调整后的经密与原装造经密相差1/16的整数倍,故不能实现经密的任意调整。如果该设备用在科研院所或大学院校,对品种经密的要求没有那么严格,可采用此法,增加装造品种的适应性,且操作简便。但若用于来样加工,则需把上式中的分子调整为 1,分母取整数M,M应为原始纹针数的约数,空针时采用每M针空一针的方法。由于按公式计算结果,分子取 1,分母要进行修正取整,故反过来再计算出空针后织物的实际经密,只能接近目标经密而有可能不能完全达到目标经密,这时要和客户进行沟通协商得到认可。
空针的具体做法是:首先设计样卡时要空出空针位置,如果分母是纹针列数的倍数,分子是整数,那么样卡设计比较简单,在机后整列空出纹针即可;如果调整为每M针空1 针,在设计样卡时要按此规律空出纹针。其次上机装造时穿经前按满针进行捺绞,穿经时对照样卡,样卡上的空针位置处综丝不穿经。
3 纹织CAD应用
纹织CAD及自动冲孔技术能准确、方便、快捷地实现传统的意匠绘画及纹板轧制的所有工作。纹织CAD包括图案处理、意匠处理、纹板处理几个模块,最后生成纹板文件。电子提花机的纹板文件直接读入提花织机的控制系统,控制开口运动;机械式提花机的纹板文件控制自动冲孔机的纹板轧制工作。纹织CAD的处理方法和传统技艺相比还有许多不同之处。
3.1 投梭
传统的轧法图中关于投梭的信息由纬排图和分格图表示。纬排图表示采用了几种纬纱及它们的排列比,分格图表示意匠图上一横格轧几张纹板,即代表的纬纱数,做为手工轧纹板的依据。在纹织CAD系统中投梭规律表示了传统轧法图中的纬排图和分格图,投梭的规律表示意匠图中每一横格投哪些纬纱,投梭图中每一纵格代表一种纬纱(有时代表一个梭位,一种纬纱可能占用几个梭位),投梭的规律根据生产设计和意匠工艺不同而不同。
例1:纬二重纹织物,梭箱针 8 针(实际只用 2 针),以下实例中梭箱针的安排相同。在浙大经纬纹织CAD系统中若意匠采用重叠画法,投梭规律如图10(a)所示,第一纵格表示梭1全投,第二纵格表示梭2全投,每一横格对应 1、2 两梭;意匠采用扩开画法,则投梭规律如图10(b)所示,单数横格投梭1,双数横格投梭2,每一横格只对应于一纬。辅助针表中梭箱针组织在梭1、梭2处分别填图11(a)和11(b)中所示组织图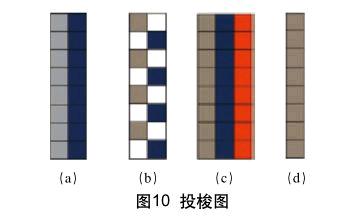

例2:单层纹织物,如果纬纱用一种,投梭图如图10(c)所示,为一纵格,全投。辅助针表中梭箱针组织采用图11(a)所示的组织图。但有时为了避免产生纬向色档,消除筒子纱之间色差对产品外观的不良影响,也可采用两只同种纬纱的筒子交替投纬,投梭图如10(b)所示。辅助针表中梭箱针组织同纬二重织物。
例3:三纬毛巾在起毛圈部分的投梭图如图10(d)所示,每一横格对应 3 梭(3 纬),3 个纵格只是代表 3 个梭位,而不是 3 种纬纱,其实这 3 梭投入的是同一种纬,只不过要投 3 次。辅助针表中梭箱针在梭1、梭2、梭3处组织均为图11(a)所示组织图,纹板文件中每一纬的选纬信号都在第一梭箱针上。
3.2 分造装造的纹板样卡设计
当经纱有两个或两个以上纱线系统时,有时采用分造装造。在纹织CAD系统中,机械式提花机样卡为左右分造,电子式提花机为上下分造。在浙大经纬纹织CAD系统中分造装造的样卡设计有两种方法。第一种方法是用不同的主纹针表示左右造或上下造;第二种方法是按单造设计样卡,在“样卡设置”的“选项”中选择“多造”或“上下造”。
4 结语
电子提花机的目板穿法一定要看纹针的设置情况。为了保证花纹和组织的方向正确,必要时需对意匠中图案进行上下或左右翻转。可以采用空针的方法来提高电子提花机多品种的适应性,从而降低装造成本;纹织CAD中的投梭规律包含了传统轧法图中纬排图和分格图的信息,需根据组织结构、意匠画法和生产习惯来确定;机械式提花机和电子式提花机分造装造样卡的设计不同,但均可用两种方法来实现。
参考文献
[1] 翁越飞.提花织物的设计与工艺[M].北京:中国纺织出版社,2003.
[2] 郝志坚.降低电子提花机装造成本的方法[J].毛纺科技,2004(2):55-56.
[3] 丁一芳,诸葛振荣.纹织CAD应用实例及织物模拟[M].上海:东华大学出版社,2007.
[4] 郁兰.基于CAD的提花装饰窗帘的设计与纹理模拟[J].上海纺织科技,2011(11):48-49.
