哈氏合金C-2的焊接工艺开发与研究
2015-04-05穆钟涛马焕新
穆钟涛 马焕新
(恒天重工股份有限公司,河南 郑州 450053)
1 C-22哈氏合金材料简介
哈氏C系列合金属Ni-Cr-Mo合金,早在20世纪40年代哈氏合金C就问世了。为解决哈氏合金C-276在强腐蚀环境中焊缝耐腐蚀性明显不如母材,易出现点蚀、缝隙腐蚀等缺陷,美国哈氏合金公司(Haynes International Inc.)经多年研发,于20世纪80年代研发了C-22合金。通过调整化学成分,使C-22达到更稳定的晶体结构,在焊接状态下仍然能够维持很好的耐均匀腐蚀和局部腐蚀能力。C-22合金化学成分和主要机械性能如表1、表2所示。

表1 C-22主要化学成分(%)

表2 C-22常温下机械性能
2 焊接试验方案
新产品接触腐蚀介质的槽体材料采用4mm厚的C-22,同时为尽量降低产品材料成本,非接触腐蚀介质的件号根据腐蚀环境条件分别采用904L、316L和304材料。因此,为了全面了解C-22材料的焊接性能,我们分4组进行了C-22与C-22、C-22与304、C-22与316L、C-22与904L等材料的焊接工艺试验。
焊材的选择是以满足焊接接头各项性能要求为主要因素,C-22合金主要在高腐蚀环境中使用,因此焊接接头的耐腐蚀性是否能达到母材的水平是焊接中首要考虑的问题。为满足C-22焊接接头耐腐蚀性能,以母材化学成分为主要依据,考虑焊接过程中合金元素烧损因素,要求焊材中的主要元素Cr、Mo、W含量略高于母材本身。通过查找资料,国内焊材没有与C-22相匹配焊丝,只有国外ERNiCrMo-10焊丝满足我们焊接C-22材料的选材要求。根据产品结构特点,我们选用手工钨极氩弧焊进行焊接试验,焊材采用ERNiCrMo-10 Φ1.6mm焊丝。ERNiCrMo-10焊丝化学成分及主要机械性能见表3、表4。

表3 ERNiCrMo-10化学成分(%)

表4 ERNiCrMo-10焊丝机械性能
3 焊接试验检测
焊接试验按NB/T47014标准要求实施。试件焊接后首先按JB/T4730.5要求进行X射线探伤;探伤合格后,按NB/T47014要求加工成拉伸、弯曲试样进行各项理化检测,各项检测数据如表5所示。
通过各项检测,4项焊接工艺评试件定全部合格。试验数据分析如下:
3.1 1#拉伸试件为C-22与C-22的焊接。焊丝与母材的化学成分和机械性能相同,在焊接过程中由于焊缝处于过热状态,晶粒呈粗大的树枝状,因此经焊接后焊缝熔敷金属的力学性能有所下降,断裂发生在焊缝处。
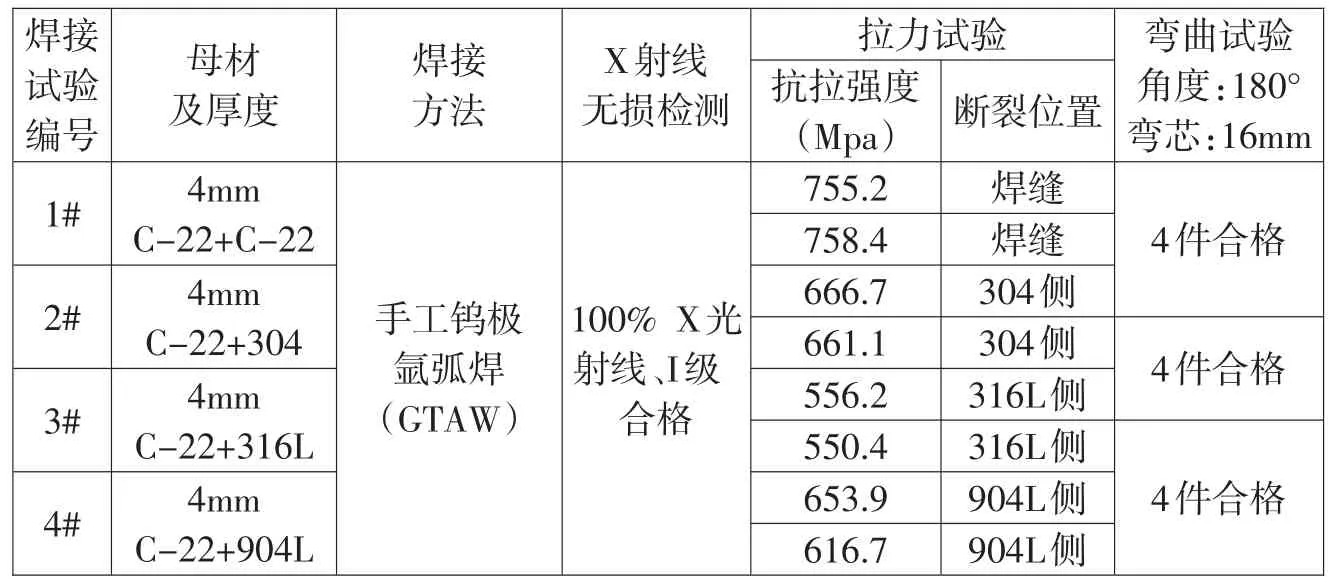
表5
3.2 2#~4#拉伸试件断裂位置分别在304、316L和904L侧。原因如下:ERNiCrMo-10焊丝与C-22合金成分和力学性能非常接近,焊丝抗拉强度792Mpa,而304、316L、904L 材料的抗拉强度分别为:520Mpa、490Mpa、530Mpa,焊缝熔敷金属的抗拉强度高于母材最低抗拉强度值,因此断裂发生在低强度的母材侧。
3.3 1#、4#试样在弯曲过程中弯轴中心位置没有发生偏离。1#为C-22同材料间的焊接,材料与焊接接头性能相同,因此中心位置未发生偏离;4#为C-22和904L材料的焊接,904L材料的含镍量约24%,与镍基合金已十分接近(镍含量大于30%定义为镍基合金),因此904L与C-22有相似的地方——有相同程度的冷作硬化倾向,因此试样弯曲过程也未发生偏离。
3.4 2#、3#试样在弯曲过程中弯轴中心分别偏离到304、316L侧。哈氏合金冷作硬化非常明显,大约是奥氏体不锈钢304、316L材料冷作硬化的2倍,因此试样在弯曲时发生了偏移。
4 焊接工艺措施
4.1 镍基合金焊接熔池十分黏稠且熔深浅,增大焊接电流不能明显改善金属的流动性和增大熔深。
4.2 与焊接碳钢、不锈钢通常形成的凹形焊道不同,镍基合金的焊道表面要求呈凸形,以防止出现结晶裂纹。第一层根部焊道可能会出现结晶开裂,可采取小电流多填丝的方法消除[1]。
4.3 手工钨极氩弧焊操作时,填充焊丝的卷入不应直接浸入熔池,应使填充焊丝位于钨极的前方边熔化边送进,焊丝端头要始终处于氩气保护之中。熄弧时要多填加些焊丝,使焊道厚度增大。
4.4 由于镍基合金的特性及焊接电流的限制,焊接速度较慢,要求焊工有耐力和耐性。
4.5 手工钨极氩弧焊焊接镍基合金时,不论打底焊还是层间、盖面焊接,工件背面一定用氩气进行保护,防止材料氧化[2]。
5 结语
5.1 哈氏合金焊接性能优良,在工艺措施正确的条件下完全能满足相关标准要求。
5.2 哈氏合金与304、316L、904L等奥氏体不锈钢焊接时,为保证焊接接头及镍基合金侧母材的抗腐蚀能力,焊接材料首选镍基合金焊材。
5.3 根据产品结构与实际焊接情况,手工钨极氩弧焊是焊接4mm厚C-22合金的首先焊接方法。
5.4 哈氏合金C-22比304、316等奥氏体不锈钢具有更强的冷作硬化倾向,C-22的冷作硬化倾向与904L相当。
5.5 C-22材料焊接与奥氏体不锈钢焊接有诸多不同,因此在产品正式投产前应对参与产品焊接工人进行焊接技能培训。
[1]中国机械工程学会焊接学会/材料的焊接[M].北京:北京机械工业出版社出版,2001:414-415.
[2]NB/T47014-2011.承压设备焊接工艺评定[S].