铝合金反射镜的发展与应用
2015-04-02张东阁傅雨田
张东阁,傅雨田
铝合金反射镜的发展与应用
张东阁1,2,傅雨田1,2
(1. 中国科学院红外成像与探测技术重点实验室,上海 200083;2. 中国科学院上海技术物理研究所,上海 200083)
综述了国内外铝合金反射镜的发展现状,最新应用和技术参数。首先从铝合金反射镜的设计、加工、安装结构和应用4个方面展开论述,然后总结了铝合金反射镜的共同特点和共性技术。最后对铝合金反射镜的应用前景提出了展望。
铝合金反射镜;反射光学系统;抛光;单点金刚石切削;铝合金轻量化
0 引言
人们很早就开始用金属材料制作反射镜,“以铜为镜,可以正衣冠”就是例证。随着材料技术的进步,诸如SiC、ULE和Zerodur等新材料纷纷登场[1],但以铝合金为代表的金属反射镜依然独具特色。
铝合金反射镜可以用现有的车、铣、磨削等工艺,快速加工制作反射镜的基体结构,充分发挥铝合金材料易于成型的优点。同时利用金刚石单点车削(single point diamond turning,SPDT)工艺加工反射镜的镜面,可以直接获得满足红外光学系统成像质量要求的光滑表面,而且还可以经济高效地加工非球面[2-3],更是受到工程光学领域的青睐。
铝合金反射镜与其安装支撑结构金属材料的膨胀系数较为接近,降低了膨胀系数不匹配的影响,避免了光机系统材料膨胀系数不一致带来的热应力和应变,有利于反射镜面形和光学系统参数的长期保持,特别适合低温和变温环境工作的光学系统。
本文对国内外铝合金反射镜的研究进行文献综述,分析国内外铝合金反射镜的典型应用和设计参数、轻量化结构设计和加工、光滑镜面加工方法等研究成果,总结铝合金反射镜的共有特点,对今后铝合金反射镜的研究提供借鉴和思考。
1 国内研究成果
国内铝合金反射镜主要是以成都光电所、长春光机所、昆明物理研究所和国防科技大学、北京理工大学等的研究成果为主,主要集中在全铝光学系统的研制和超光滑铝合金镜面加工等方面。
2001年中科院成都光电所提出了一种双反射的全铝光学系统设计方案[4],主镜口径183mm,主镜和次镜都采用柔性环节进行安装固定,主要用于低温光学实验。图1是成都光电所的全铝光学系统示意图,主次镜的安装支撑结构也是铝合金材料。
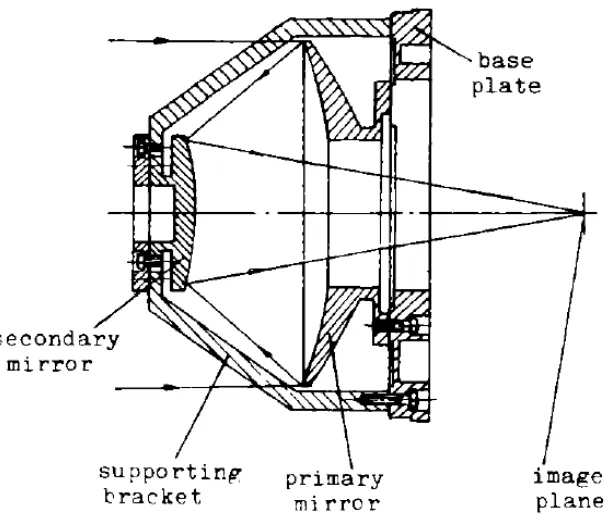
图1 成都光电所研制的全铝光学系统示意图
2005年北京理工大学在文献中报道了一个Cassegrain型式的全铝光学系统[5-6],设计波段3.7~4.8mm,工作温度范围-30~+45℃。主镜口径240mm,镜体上设计有3个一体化的柔性安装结构。
图2(a)是北京理工大学设计的全铝光学系统结构图和主镜的实物图,图2(b)显示了镜体背部的柔性安装结构。图2(b)的反射镜通过这3个柔性结构用螺钉固定在图1(a)的镜筒上,柔性环节卸载了螺钉的安装应力,实现了反射镜的无应力安装。

图2 北京理工大学研制的全铝光学系统
2005年成都光电所任栖锋对铝合金光学系统进行光机集成分析[7],确定了加速度载荷作用下铝合金反射镜的面形参数,光机集成分析也是验证全铝光学系统在高低温变化环境下成像质量的有效手段。
2014年成都光电所龙波对薄型铝合金反射镜的安装方法进行了研究[8-9]。镜体背部用单点金刚石车削加工3个高精度的安装支耳,用作反射镜的安装结构,同时也是定位基准。
在每个安装支耳上还设计有柔性环节,用来卸载安装支耳与镜座之间的螺钉预紧力等载荷,减轻对反射镜面面形的影响,这种安装方法与图2的铝合金反射镜类似。根据上述文献,成都光电所对铝合金反射镜有着系统深入的研究,并延续至今。
2015年长春光机所范磊对口径316mm的铝合金反射镜进行结构设计[10],反射镜材料是6061铝合金,用有限元分析优化了反射镜的轻量化结构和安装支撑结构。
图3(a)显示了离轴铝合金反射镜的轻量化结构和安装定位结构,图3(b)是装有铝合金反射镜的整机结构图。
图3(a)的铝合金主反射镜有300mm的孔径离轴量,为了减小变形,反射镜设计成等厚的平凹结构。在反射镜外缘还设计有3个柔性安装结构,同时还设计了卸载槽,以减小螺钉预紧力的影响。分析表明图3(a)的安装方式,在俯仰角度变化条件下,镜面面形的变化小于/15(均方根值,=633nm)。
图3 长春光机所研制的铝合金反射镜
Fig.3 Aluminum mirror designed by CIOMP
2015年昆明物理所谢启明等发表了口径235mm非球面铝合金反射镜的研制结果[11],重点介绍了铝合金反射镜的加工方法,图4是其研制的铝合金反射镜及其夹具的示意图。
作者先通过试切,在模拟工件上进行单点金刚石刀具的调整,然后在铝合金镜胚上进行正式加工,加工完成后再用清洗剂去除表面的残留物,最终加工完成的铝合金反射镜面形精度均方根值0.13(=632.8nm),反射镜镀膜之后在中波红外波段的反射率大于99%。

图4 昆明物理所研制的铝合金反射镜及其工装
国内也有学者对铝合金反射镜光学机械抛光机理与工艺进行的相关研究,2009年中科院长春光机所发表了有关铝合金反射镜化学镀镍的实验结果[12]。
长春光机所制备的反射镜基底材料是硬铝2A12,口径810mm,厚度60mm。经过镀镍处理后,反射镜面沉积了一层85mm厚的Ni-P过渡层。然后用古典法对Ni-P过渡层进行抛光,最终得到的反射镜面形精度0.049(均方根值,=633nm)。
2014年国防科技大学张艺报道了对6061铝合金反射镜进行化学机械抛光(Chemical Mechanical Polishing,CMP)的实验结果[13],用自制的抛光盘和抛光液,通过试验设计确定了最佳的工艺参数组合,最终在单点金刚石车削的6061铝合金镜面,获得了表面粗糙度a=2.6nm(0.94mm×0.7mm局部区域)。图5是国防科技大学用化学机械抛光方法得到的铝合金反射镜实物图。
图5 国防科技大学化学机械抛光的铝合金反射镜
2015年天津大学房丰洲教授课题组进行了铝合金反射镜的超精密抛光实验[14],目的是研究抛光介质和工艺参数对铝合金镜面超精密抛光的影响。
他们先以口径20mm的6061铝合金平片为实验对象,采用不同质量分数的油性抛光液和羊毛抛光轮进行组合实验,最终将铝合金平片的表面粗糙度降到a=6.03nm。
根据上述实验结果,利用实验获得的最佳抛光工艺参数对一块铝合金自由曲面反射镜进行精密抛光,获得了口径30mm×35mm的超光滑镜面,表面粗糙度a=5.03nm。
2 国外研究进展
国外研究机构以德国夫琅和费应用光学和精密机械研究所(Fraunhofer Institute for Applied Optics and Precision Engineering,IOF),美国雷神公司(Raytheon),犹他州立大学空间动力学实验室(Utah State University Space Dynamics Lab,SDL)和荷兰ASTRON公司的研究成果较为丰富,他们在铝合金材料制备、镜胚预处理、超光滑镜面加工以及空间应用方面积累了丰富的经验。
早在1992年前后,在甚大口径望远镜(Very Large Telescope,VLT)研究初期,英国格林威治天文台提出了超大口径铝合金反射镜的设想[15],同时期欧洲南方天文台提出了大型铝合金变形镜计划LAMA(Large Active Mirrors in Aluminum)[16],类似的还有同时期口径1.8m铝合金反射镜的文献记录[17]。
1998年美国国家光学天文台(National Optical Astronomical Observation,NOAO)为GNIRS(Gemini Near infrared Spectrograph)订购了44块铝合金反射镜[18]。反射镜材料是6061铝合金,经过金刚石单点车削加工之后,在镜面镀一层无定形状态的纯铝(纯度>99.9%),厚度是125mm,然后在纯铝层上再进行一次单点金刚石车削加工,获得最终的光学镜面。
NOAO还对铝合金反射镜进行了温度实验,以确定在变温环境下反射镜的面形稳定性。实验以口径175mm的6061铝合金反射镜为样品,镜面在镀纯铝之后,获得了粗糙度小于5nm的光滑表面,在65~350K的5次高低温循环之后,铝合金反射镜的面形变化量小于0.05(均方根值,=633nm),其中还包含了温控箱窗口玻璃的影响。
2002年美国Swales Aerospace公司和美国宇航局哥达德飞行中心(Goddard Space Flight Center,GSFC)为可见光/红外集成辐射计CVIR(Compact Visible Infrared Radiometer)联合研制了一个基于泡沫铝合金的轻量化扫描镜[19]。
泡沫反射镜是长轴143mm,短轴110mm,厚度13mm的椭圆形,质量0.173kg,等效面密度是14kg/m2,图6是泡沫铝合金反射镜的原理图,外部有封闭的背部面板3和镜面1,将泡沫铝芯2完全包裹。实测泡沫铝合金反射镜的面形精度0.822(均方根值,=633nm),表面粗糙度a=3.7nm。
GSFC利用这个泡沫铝合金反射镜,进行了低温光学实验,光学系统是Offner形式的同心结构。整个光学系统和机械结构件都用铝合金制作,避免了变温环境下材料膨胀系数不一致带来的光学元件失调问题,实现了常温装调,低温工作(“align warm,work cold”)的效果。
2003年美国Swales Aerospace公司又联合美国宇航局GSFC研制了红外多目标光谱仪(Infrared Multi-Object Spectrograph,IRMOS)[20]。IRMOS光谱仪的视场0.4°×0.3°,工作波段0.8~2.5mm,光谱分辨率/D=300~3000,主要用于Kitt Peak天文台的Mayall望远镜,同时也为JWST红外光谱仪的研制积累经验。
IRMOS的7个反射镜和安装结构都采用6061铝合金制作,整个光谱仪的光机结构没有膨胀系数的差异,因而能够适应80~293K(-193~+20℃)的温度变化。
IRMOS的铝合金反射镜镜面和安装基准都采用单点金刚石车削加工成型,最大的反射镜尺寸284mm×264mm,最小的反射镜尺寸92mm×77mm。
IRMOS的铝合金反射镜都设计了一体化柔性安装结构,利用柔性环节释放安装应力。图7是IRMOS口径最大的反射镜M2,背部是单点金刚石车削加工的精密安装基准面,以及3个一体化柔性安装结构。
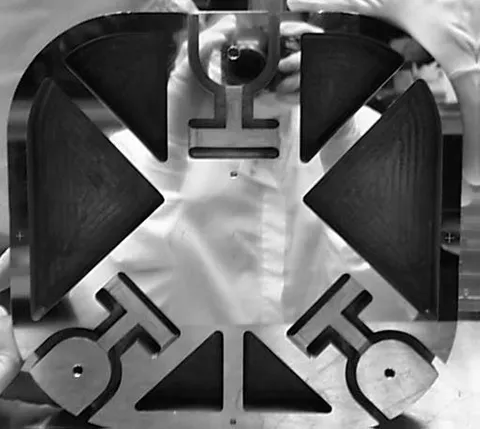
图7 美国GSFC和Swales联合研制的铝合金反射镜
2004年荷兰ASTRON公司开发了一种新的轻量化技术[21-22],根据铝合金材料的特性,可以减轻85~95%的质量。
ASTRON公司提出的新型轻量化方法,先在反射镜基体的背部开小孔,然后利用多轴机床进行铣削,在小孔内部不同方向上去除材料,获得多个方向的减重效果,原理如图8(a)所示。
传统的轻量化方法都是在同一个方向上去除材料,加强筋在同一个方向上保持相同的厚度,如图8(b)所示的结构,这是目前普遍采用的轻量化结构。
ASTRON公司的轻量化方法仅受限于材料的最小壁厚,在铝合金镜胚中,加强筋最小厚度可以做到0.3~1mm,这意味着能去除更多材料,大幅度减轻质量,而且能制作较大宽厚比的壳体结构,还能保证很高的刚度。
根据ASTRON公司的测试结果,上述新型轻量化方法除了能减轻质量,保持较好的力学性能,而且还具有良好的动力学性能,可以获得较高的自然频率。
新型轻量化方法获得的薄壁壳体结构,还具有极佳的热力学性能,导热的速度和方向可以按照预定的要求进行设计,这样不仅充分利用铝合金材料导热率高的优点,还能弥补铝合金膨胀系数大的不足。
这种轻量化方法的主要难点在于设计和加工相对复杂,与传统的轻量化方法相比,在设计阶段耗时增加了20%,在加工阶段耗时增加了50%。

图8 新型轻量化方法与传统轻量化方法的对比
图9是荷兰ASTRON公司设计的一个超轻量化铝合金反射镜,反射镜背部是半封闭结构。镜体背部有6个工艺孔,通过这些工艺孔对镜体内部多个方向进行铣削,实现轻量化设计,在镜体外缘还设计有一体化柔性安装环节。
为了获得较高的表面质量,镜面上增镀一层无定形状态的纯铝,再进行一次精密抛光获得最终的光学表面,这样就避免了铝合金反射镜镀镍的双金属效应。但是纯铝镀层较软,不能进行多次加工。此外,ASTRON公司还负责为JWST的红外光谱仪研制铝合金反射镜。
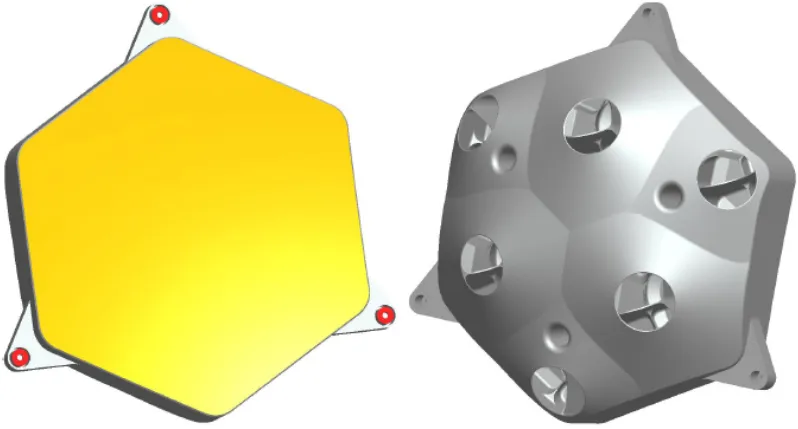
图9 荷兰ASTRON公司设计的轻量化铝合金反射镜
2005年德国Jena Optronik公司设计了JSS-56可见光遥感相机[23-24],相机的相对口径1/4.3,视场7.5°,地面像元分辨率6.5m。JSS-56相机的光学系统是视场离轴的三反射消像散系统,主镜尺寸210mm×190mm,次镜直径80mm,三镜尺寸180mm×170mm。三个反射镜全都采用6061铝合金材料,并且都进行了轻量化处理。
与以往的轻量化方法不同,JSS-56的轻量化设计是在反射镜的中性面上铣削出深浅不同的减重孔,这样既能保证反射镜背部的封闭结构,又能减轻质量。
实测3个反射镜都减轻了超过50%的质量。图10是加工中的主镜和三镜,最终加工完成的主镜面形峰谷值小于140nm(PV=0.22,=633nm)。
图10 德国JenaOptronik研制的铝合金反射镜
Fig.10 The light weight aluminum mirrors made by JenaOptronik
P. R. Yoder在其2007年的著作中详细总结了金属反射镜设计、加工和安装方法[25],特别对铝合金反射镜的柔性安装和金刚石单点加工方法进行了论述,同时也对1990年前后国外铝合金反射镜的研究进展做了详细说明,这些方法和研究成果对今后的铝合金反射镜研究仍有指导意义。
2011年德国Holota Optics公司和IOF联合研制的全铝离轴反射系统[26],图11(a)是光机结构图,它的突出特点是充分利用单点金刚石加工的基准平面,简化离轴系统的装调过程。
图11(b)是装调完成的光学系统实物图。反射镜及其安装框架都是6061铝合金,反射镜及安装框架的基准面都采用单点金刚石加工成型。反射镜也采用了中性面设计减重孔的轻量化方式。
主镜M1的镜胚较大,先在中性面加工轻量化孔,然后在M1上用单点金刚石加工折叠反射镜FM的安装基准。同样的,先在三镜M3的中性面进行轻量化,然后在M3上用单点金刚石加工次镜M2的安装基准。折叠反射镜FM安装在主镜M1的基准平面上,集成在一个安装组件M1-A。同时将M2安装在M3的安装基准上,集成一个安装组件M3-A,这时只需要调整M1-FM和M2-M3两个组件的相对位置关系就能完成整个系统的装调。
铝合金安装框架上主镜M1和主镜M3两处安装基准面也是用单点金刚石加工成型,能够很好地保证两处的相对位置精度,只需要M1-A组件和M3-A组件直接与安装框架的两处安装基准面对照安装,稍作调整,就能完成整个系统的装调。
这种设计方法充分利用了单点金刚石加工精密平面的优势,大大减少了装调自由度,只需要几个小时就能完成整个系统的装调,还能保证成像质量,图11(b)系统实测的波前误差是/14(均方根值,=2.5mm)。
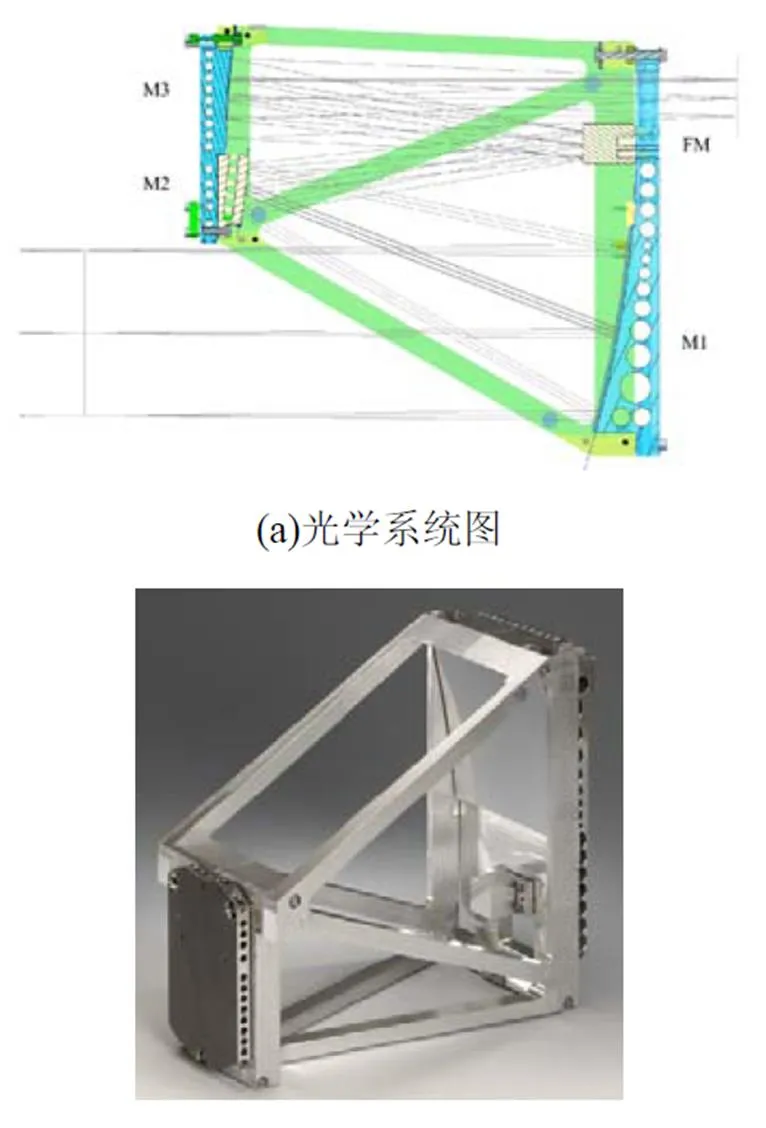
(b)装调完成的铝合金光学系统
按照2011年美国雷神公司的测算,相同参数的反射镜,采用铝合金作为镜体材料,只需要玻璃和陶瓷类材料1/20~1/200的成本,并且能简化安装和调整结构,有利于外场应用。
基于上述结论,雷神公司设计了口径750mm的铝合金反射镜,厚度125mm,并以375mm口径的铝合金反射镜进行工艺试验[27]。
图12是雷神公司试制的口径375mm铝合金反射镜及其面型检测结果,镜体背部设计有金刚石单点加工的精密平面,作为安装和定位的基准。

图12 雷神公司口径375mm铝合金反射镜及其干涉图
由于光学设计方案的更改,雷神公司最终制作了口径600mm,厚度100mm,质量20kg的铝合金反射镜,反射镜的表面粗糙度a=2nm,面形精度0.2384(均方根值,=633nm)。
图13是反射镜结构的剖视图。反射镜采用中心支撑,在径向设计了3个张紧结构和卸载槽,在镜体背部设计了3个小凸台,作为轴向定位基准。
在4个月时间里,雷神公司加工完成并交付了2个上述参数的铝合金反射镜。图14是安装在白沙导弹靶场的600mm铝合金反射镜,用作高能激光器的扩束镜,直接暴露在大气和沙尘环境中。

图13 雷神公司600mm口径铝合金反射镜剖视图
2013年SDL实验室设计的铝合金反射镜[28],采用6061铝合金制作,采用背部开孔的三角形网格,作为反射镜的轻量化形式。图15是其研制的500mm口径轻量化铝合金反射镜实物
镜体上设计有单点金刚石加工的柔性安装环节,这些柔性环节与反射镜集成一体,既可以消除安装应力,又可用于反射镜的精密安装和定位。
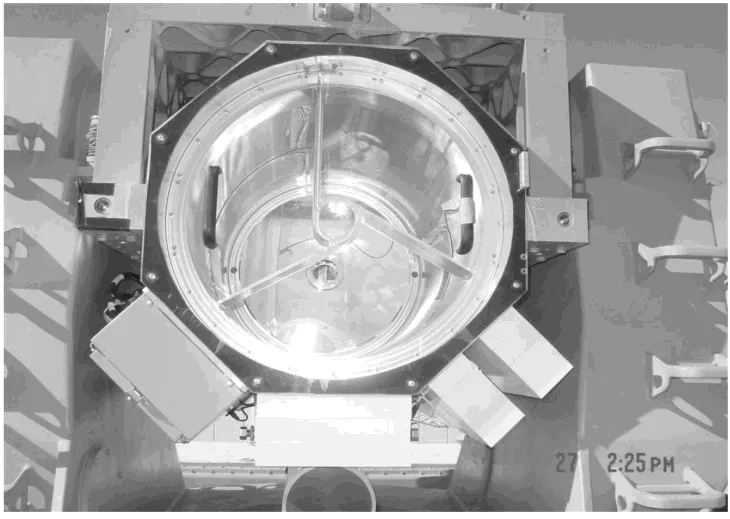
图14 安装在白沙导弹靶场的600mm铝合金反射镜
为了获得致密的反射镜基体材料,SDL还研制了一种新的铝合金材料。他们采用粉末冶金的方法制作了6061铝合金的细微粉末,这种铝合金材料被称作RSA-6061(Rapid Solidification Aluminum)。用热等静压(Hot Isotactic Pressure,HIP)将RSA-6061压制成型,制作成初始的饼状镜胚,目前可以制作直径1m的镜胚。
与传统的6061铝合金相比较,在进行相同的热处理之后,RSA-6061铝合金具有更为均匀的弹性模量,更小的断后伸长率和更加均匀的硬度分布,特别适合作为反射镜的基体材料。
SDL在铝合金反射镜的设计加工和应用方面具有丰富的成功经验,他们先后完成了中段试验卫星(Mid-course Experiment Satellite,MSX,1996年发射升空)红外相机SPIRIT-III和可见光相机SBV两个全铝光学系统的研制[29],红外天文卫星WISE(Wide-field Infrared Survey Explorer,2009年发射升空)全铝光学系统的研制[30]。
红外天文卫星WISE的10个反射镜(powered mirror)和3个平面镜(scan/flat mirror)都是铝合金材料[31],工作在10K(-263℃)的超低温环境。
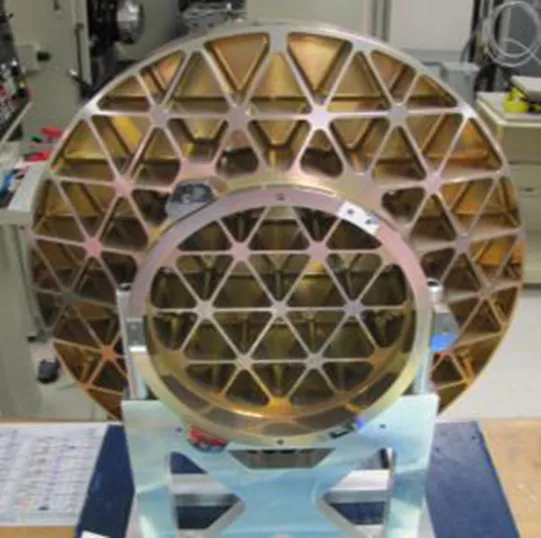
图15 美国SDL研制的口径500mm铝合金反射镜
镍层和铝合金基体的双金属效应限制了铝合金反射镜的工作温度和温度梯度。所谓双金属效应,就是由于镍层和铝合金基体的膨胀系数不一致(镍层的膨胀系数约为(12~13)×10-6/K,6061铝合金的膨胀系数是23.5×10-6/K),在温度变化情况下,镍层和铝合金镜体会产生不等量伸缩,使镜面产生应力或应变,直接影响铝合金反射镜的面形精度。
2002年SDL对铝合金反射镜镀镍的双金属效应进行了研究[32],他们设计了一组细长的铝合金镀镍悬臂梁,将这个悬臂梁放置在温控箱中,用传感器测量不同温度下铝合金悬臂梁的挠度和转角,根据双金属悬臂梁的变形公式,计算不同温度下镍层的膨胀系数。
由于双金属悬臂梁变形公式对镍层的弹性模量和厚度极为敏感,实测结果与理论计算相差较大。但根据镍层的弹性模量与温度负相关的假设,再利用上述公式计算镍层的膨胀系数,跟实验数据吻合较好。
2005年德国Jena Optronik公司对镀镍铝合金反射镜的双金属效应进行了光机集成分析[23],定量化研究双金属效应对成像质量的影响。
由于6061铝合金的晶粒粗大,不足以获得超光滑光学镜面,因此又在反射镜表面镀了一层20mm厚的镍层,以便进行精密抛光。文中没有给出详细的光机集成分析结果。
2008年德国IOF对铝合金反射镜的双金属效应进行了研究[33],对镀镍铝合金反射镜在10K温度变化情况下的面形进行了仿真分析。
设定6061铝合金反射镜基底上有50mm的镍层,双金属效应将引起的镜面变形量最大可达到500nm,除去power之后还有200nm的变形量。而AlSi42材料的膨胀系数只有6061铝合金的一半,在10K温度变化工况下,AlSi42材料镀镍只有不到10nm的变形量。图16是两种材料变形云图的对比。

图16 德国IOF对双金属效应的仿真分析
为了消除铝合金镀镍的双金属效应,美国雷神公司在2011年进行了一种新的尝试[27],将反射镜设计成如图17所示的对称结构,两面都镀镍,其中一面做精密加工获得最终镜面,另一面作为补偿面,抵消一部分双金属效应和热变形。根据文献结论,实际效果并不理想。

图17 雷神公司提出的对称铝合金反射镜结构
3 铝合金反射镜的共同特点
综合上述国内外文献资料,总结铝合金反射镜的技术参数,列出表格1,列举了国内外研制的铝合金反射镜在安装方式、工作温度、轻量化率、加工方法和面形质量的相关参数。
根据上述文献和表1的数据,从铝合金反射镜的参数设计和镜胚预处理、轻量化设计和结构特点,以及镜面加工方法等5个方面,总结了国内外铝合金反射镜的特点和共性技术。
1)尺寸稳定性是铝反射镜区别于其它材料反射镜的一个特性,由于铝合金材料的膨胀系数比较大,单对铝合金反射镜来讲,温度变化会导致反射镜的曲率和面形都发生变化,通常用光机热集成分析以确定其影响程度。
例如成都光电所对铝合金光学系统进行的光机集成分析[7],以及德国IOF对镀镍铝合金反射镜的双金属效应进行的有限元仿真[33]等。
如果铝合金反射镜的安装支撑结构也选用铝合金材料,就可以消除铝合金反射镜受热膨胀的不利影响,组成所谓的全铝光学系统或者全金属光学系统。
例如美国MSX卫星的可见光相机(Space Based Visible,SBV)就是全铝材料的离轴三反射系统[34],类似的还有德国Holota Optics公司的全铝光学系统[26],成都光电所研制的全铝光学系统[4]。
2)国内外铝合金反射镜大都采用了6系列铝合金,此系列铝合金以硅和镁为主要合金元素,并以Mg2Si作为强化相,初始热处理状态大多是固溶和人工时效处理。典型牌号是Al 6061-T6,也有反射镜采用了2系列铝合金。
SDL还研究了粉末冶金和热等静压的方法制备RSA-6061铝合金,以获得致密而均匀的铝合金基体材料[28]。
铝合金反射镜镜胚需要采取严格的热处理措施,以消除材料内应力,细化晶粒,获得致密均匀的基体。例如美国NOAO对铝合金反射镜胚进行的稳定化处理[18],充分释放镜胚的内应力,稳定镜胚尺寸。
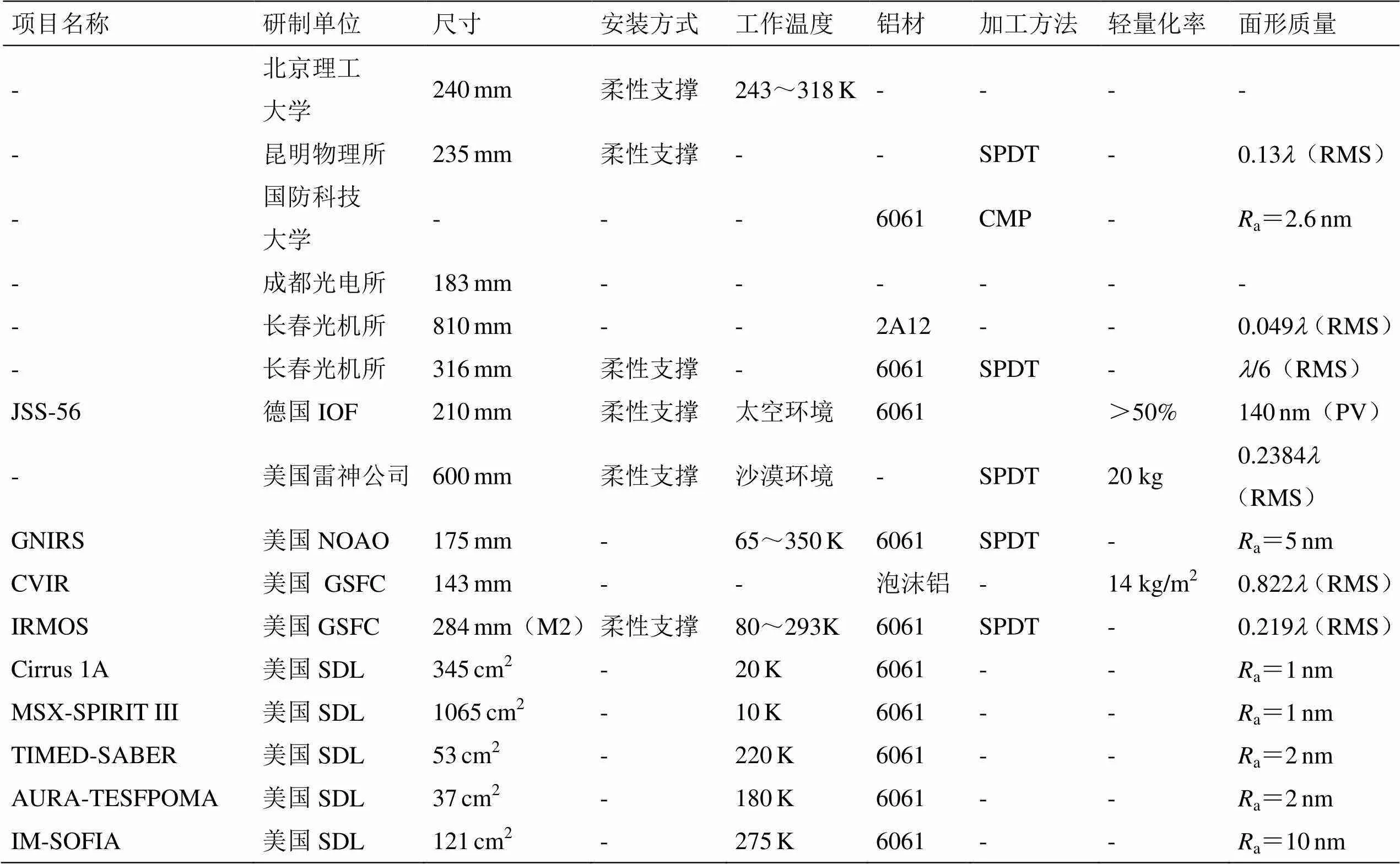
表1 国内外研制的铝合金反射镜典型参数
2013年美国SDL在文献中总结了3条获得高尺寸稳定性铝合金反射镜的经验[28]:①必须彻底消除镜胚的内应力;②必须获得各向同性,硬度和弹性模量等参数内外均匀一致的材料;③镜胚各部分的强度、刚度和硬度接近一致,否则在机械加工过程中,会引入更多的应力。
3)铝合金反射镜普遍采用高轻量化率的设计方案。不同于玻璃陶瓷类材料的硬脆特性,铝合金是常用的结构材料,具有较好的加工性能,可以充分利用现有的多轴铣削工艺,不仅能快速准确地实现常规减重孔的加工,而且还能实现一些玻璃陶瓷类材料不能实现的轻量化手段。
例如2004年荷兰ASTRON公司开发的多向轻量化技术,可实现85%~95%的减重效果,这种轻量化方法在玻璃和陶瓷类材料中却难以实现[21]。
德国JSS-56空间相机的3个铝合金反射镜,在中性面设置深浅不同的轻量化孔,减轻了50%的质量[23-24],在玻璃和陶瓷类材料中也不易实现。
4)镜面质量是铝合金反射镜永恒关注的重点,单点金刚石加工可以直接获得满足中长波红外波段应用的面形和表面质量,也可以作为后续加工的初始面形[11,14,35]。
为了提高铝合金反射镜的面形精度,长春光机所采用了铝合金镜面镀镍再抛光[12],国防科技大学采用化学机械抛光的方法获得了较低的表面粗糙度[13]。
德国JSS-56空间相机的铝合金反射镜在单点金刚石加工之后镀纯铝再进行抛光[24],将原本用在红外波段的铝合金反射镜扩展到了可见光波段。
美国Cabot公司采用化学机械抛光的方法[36],在铝合金反射镜面获得了粗糙度a=2nm,后续用双向散射模型和简单散射实验比较了化学机械抛光和单点金刚石加工的表面质量,结果表明化学机械抛光的铝合金反射镜具有更小的散射特性[37]。
荷兰ASTRON公司在单点金刚石加工后的镜面上镀一层纯铝,在纯铝层上进行精密抛光,也获得了表面粗糙度a=2nm的光滑表面[22]。
美国II-VI公司为NOAO制作的铝合金反射镜,也是采用单点金刚石加工之后镀纯铝的方法,再进行一次单点金刚石加工,得到最终的面形[18]。
5)铝合金反射镜的安装和支撑结构普遍采用了柔性支撑环节,用于消除安装应力和热应力。铝合金反射镜采用柔性环节(柔性铰链或柔性板)安装,这与传统的反射镜安装方法是相通的[25]。
铝合金反射镜可以用单点金刚石车削在背部或外圆加工一个精密的安装基准面,依靠这个安装基准把光学基准传递到机械基准,便于反射镜的安装和调整。
德国Holota Optics公司研制的全铝光学系统更是充分利用了单点金刚石车削的加工精度[26],在反射镜安装框架上用单点金刚石车削一次加工成型了2个反射镜的安装基准,减少了装调自由度,降低了离轴系统的装调难度。
图2(b)北京理工大学研制的铝合金反射镜[5],图3(a)长春光机所设计的铝合金反射镜[10],图7美国IRMOS光谱仪的铝合金反射镜[20]以及图10德国JSS-56空间相机的铝合金反射镜[24],都是将安装结构直接设计在铝合金镜体上。
由此可见,铝合金反射镜能将安装结构和反射镜体进行一体化设计,而陶瓷玻璃类反射镜还要用金属(殷钢或钛合金)衬套作为机械连接的过渡环节。简化安装支撑结构是铝合金反射镜的一个优点。
4 结论
根据国内外有关铝合金反射镜的典型应用和研究进展,总结了铝合金反射镜的共同特点,为后续工作提供参考。
铝合金反射镜可以借助于现有的机械加工方法快速制作基体结构,使用金刚石单点车削和化学机械抛光等方法的组合加工光学镜面,显著减少加工时间和成本,同时获得满足宽波段应用的光滑镜面。
另外铝合金反射镜能够进行充分的轻量化设计,还能设计出光学机械一体化的安装和调整结构,简化反射镜的支撑结构,对整个光机系统的轻量化设计有重要意义。
但是铝合金反射镜不一定能够满足所有光学遥感载荷的应用需求,在表面质量要求极高,质量要求苛刻的领域,使用其他材料或许是最佳选择。例如JWST口径6.5m的拼接镜选择金属铍Be作为反射镜材料[38-39]。
综合以上分析,在项目成本和时间进度要求驱动下,铝合金反射镜具有较大优势,如光电系统快速原型的研制,或低成本大批量光电系统的制造。
[1] 刘韬, 周一鸣, 江月松. 国外空间反射镜材料及应用分析[J]. 航天返回与遥感, 2013, 34(5): 90-99.
[2] Gary Mladjan. Single point diamond machining of optical and related mounting surfaces[C]//, 2002, 4471: 304-307.
[3] 巩岩, 赵磊. 单点金刚石机床及其在光学工程领域的应用[J]. 中国光学, 2011, 4(6): 537-545.
[4] 沈忙作, 马文礼, 廖胜, 等. 低温光学系统的研制[J].光学学报, 2001, 21(2): 202-205.
[5] Cao Yinhua, Li Lin, Gao Guangjun,Design of aspherical metal mirrors used in infrared thermal imaging systems[C]//, 2005, 5638: 344-351.
[6] 曹银花, 李林, 王智勇. 非球面金属反射镜在红外热成像系统中的应用研究[J]. 红外技术, 2006, 28(7): 373-377.
[7] 任栖锋, 沈忙作. 全金属反射光学系统主镜的集成分析[J]. 光电工程, 2005, 32(12): 55-58.
[8] 龙波, 邢廷文, 廖胜. 铝镜消应力支撑及SPDT辅助装配设计[J]. 光电工程, 2014, 41(3): 1-6.
[9] 龙波, 邢廷文, 廖胜, 等. 薄型折反系统布局及金属主镜安装影响分析[J]. 红外与激光工程, 2014, 43(3): 845-850.
[10] 范磊, 赵勇志, 曹玉岩. 红外离轴系统金属反射设计与分析[J]. 红外技术, 2015, 37(5): 373-379.
[11] 谢启明, 杨静, 徐放, 等. 金属非球面反射镜的加工和检测技术[J]. 红外技术, 2015, 37(2): 119-123.
[12] 姜伟, 董慧, 张云琨, 等. 大尺寸反射镜高精度光学镜面Ni-P过渡层的制备方法[J]. 纳米技术与精密工程, 2009, 7(1): 41-46.
[13] 张艺, 尹自强, 尹国举. 铝合金表面的直接光学抛光实验[J]. 应用光学, 2014, 35(4): 675-680.
[14] 潘龙, 宫虎, 房丰洲. 大尺寸自由曲面铝反射镜超精密抛光工艺[J]. 纳米技术与精密工程, 2015, 13(2): 108-112.
[15] Richard G. Bingham. Optical designs with large metal mirrors[C]//1992, 1931: 100-109.
[16] J. P. Rozelot. LAMA (Large Active Mirrors in Aluminum) program- me[C]//, 1992, 1931: 33-42.
[17] P. Dierickx. Optical quality and stability of 1.8-m aluminum mirrors[C]//, 1992, 1931: 78-84.
[18] Daniel Vukobratovich, ken Don, Richard Sumner. Improved cryogenic aluminum mirrors[C]//, 1998, 3435: 9-18.
[19] Theo Hadjimichael, Davis Content, Charles Frohlich. Athermal lightweight aluminum mirrors and structures[C]//, 2002, 4849: 396-406.
[20] Raymond G. ohl, Werner Preuss, Alex Sohn, et al.. Design and fabrication of diamond machined, aspheric mirrors for ground based near IR astronomy[C]//, 2003, 4841: 677-688.
[21] Niels Tromp, Macro Drost, Johan Pragt. Astron extreme light weighting[C]//, 2004, 5495: 372-382.
[22] Rik ter Horst, Niels Tromp, Menno de Haan, et al.. Directly polished lightweight aluminum mirror[C]//, 2008, 7018: 701808.
[23] Steffen Kirschstein, Amelia Koch, Jurgen Schoneich, et al.. Metal mirror TMA, telescopes of the JSS product line: design and analysis[C]//, 2005, 59621: 59621M.
[24] S.Risse, A.Gebhardt, C.Damm, et al. Novel TMA telescope based on ultra precise metal mirrors[C]//, 2008, 7010: 701016.
[25] P. R. Yoder. 光机系统设计[M]. 北京: 机械工业出版社, 2007: 552-560..
[26] S.Risse, S.Scheiding, A.Gebhardt, et al. Development and fabrication of a hyperspectral, mirror based IR telescope with ultra precise manufacturing and mounting techniques for a snap together system assembly[C]//, 2011, 8176: 8176N.
[27] Daniel Vukobratovich, John P. Scharfer. Large stable aluminum optics for aerospace applications[C]//, 2011, 8125: 81250T.
[28] T. Newswander, B. Crowther, G. Gubbels, et alAluminum alloy AA-6061 and RSA-6061 heat treatment for large mirror applications[C]//, 2013, 8837: 883704.
[29] Harry O.Ames, David A.Burt. Developments of the SPIRIT III sensor[C]//, 1992, 1765: 29-40.
[30] Deepak Sampath, Alan Akerstrom, Mark Barry, et al. The WISE Telescope and Scanner[C]//, 2010, 7796: 779609.
[31] Mark F. Larsen, Harri Latvakoski, Amanda K. Mainzer, et al. Wide-field Infrared Survey Explorer Science Payload Update[C]//, 2008, 7010: 70100G.
[32] Steven L. Folkman, Michael S. Stevens. Characterization of electroless nickel plating on aluminum mirrors[C]//, 2002, 4771: 254-264.
[33] R. Steinkopf, A.Gebhardt, S. Scheiding,. Metal mirrors with excellent figure and roughness[C]//, 2008, 7102: 71020C.
[34] D. Wang, L. Gardner, W. Wong, P. Hadfield. Space-based visible all-reflective stray light telescope[C]//, 1991, 1479: 57-70.
[35] 李荣彬, 孔令豹, 张志辉, 等. 微结构自由曲面的超精密单点金刚石切削技术概述[J].机械工程学报, 2013, 49(19): 144-154.
[36] L. J. Moeggenborg, Tamara Vincer, Stanley Lesiak,. Super-polished aluminum mirrors through the application of chemical mechanical polishing techniques[C]//, 2006, 6288: 62880L.
[37] K. J. Moeggenborg, Carlos Barros, Stanley Lesiak,. Low-scatter bare aluminum optics via chemical mechanical polishing[C]//, 2008, 7060: 706002.
[38] Lee Feinberg, Lester Cohen, Bruce Dean, et alSpace telescope design considerations[J]., 2012, 51(1): 011006.
[39] 石磊, 许永森, 刘福贺. 光电系统中铍反射镜的应用与发展[J]. 中国光学, 2014, 7(5): 749-758.
Development and Application of Aluminum Mirrors in Optical System
ZHANG Dong-ge1, 2,FU Yu-tian1, 2
(1.,,200083,;2.,200083,)
Current applications and the latest situation of the aluminum mirrors in optical system were summarized. The light weight design methods from domestic to abroad were summed up, and the surface processing methods were discussed at the same time. Then the common technologies and features were listed based on practical application of the aluminum mirrors in various aspects. Finally, the future prospects of aluminum mirror were briefly suggested.
aluminum mirror,specular system,surface polishing,SPDT,light weight design of aluminum
TH751,TN216
A
1001-8891(2015)10-0814-10
2015-01-26;
2015-09-11.
张东阁(1986-),男,河南汝州人,博士,助理研究员,主要从事光学设计和机械设计。
中国科学院上海技术物理研究所创新基金,编号:2014-CX25。
