基于MCGS组态软件的机械手控制系统设计
2015-03-31张伏王唯邱兆美王俊李树强毛鹏军
张伏,王唯,邱兆美,王俊,李树强,毛鹏军
(河南科技大学农业工程学院,河南洛阳471003)
0 前言
在工业生产中,存在着不便于人类直接操作的环境,机械手以其特有的性能可代替人类完成相应工作。随着科技发展,机械手广泛地应用于热处理、锻造、装配等自动化领域,尤其是在高温、有毒、易燃易爆等环境中,如果广泛使用具有远程控制功能的机械手,可增加系统的安全性,降低损耗,提高生产效率。
目前,对机械手的研究已取得进展,但其仍存在着动作单一,可视化效果差的问题,故在现有的研究基础上,针对上述问题,利用机械手更好地提高生产自动化水平,减轻劳动强度,实现安全生产具有重要意义。
文中究提出了基于MCGS组态软件的机械手控制系统的设计方案,选用一种具有5个自由度,可水平、垂直移动、±90°自由旋转的机械手,采用MCGS组态软件对机械手的工作情况进行实时监测,通过动画显示机械手的动作过程,实现机械手工作过程的可视化。同时采用PLC作为该系统的控制器,通过相应指令程序实现机械手的控制要求,提高该机械手控制系统操作的自动化水平。
1 控制方案设计
1.1 机械手控制方案
该机械为一种可水平、垂直移动、±90°自由旋转的圆柱坐标型机械手,选用液压驱动作为该机械手的驱动方式。机械手具有手爪张合、腕部回转、臂部伸缩、臂部回转、臂部升降5个自由度,上述5个自由度由4个大部件和5个液压缸实现,分别为:爪部,采用1个直线液压缸,通过机构运动实现手爪的张合;腕部,采用1个回转液压缸实现手部回转180°;臂部,采用直线缸来实现臂部伸缩;机身,采用1个直线缸和一个回转缸来实现臂部升降和回转。机械手示意图和液压系统原理图分别见图1和图2。
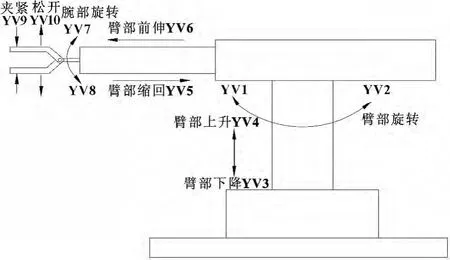
图1 机械手示意图

图2 机械手液压系统原理图
根据系统的控制要求,所设计的机械手有手动、单步操作、单周期操作、连续循环操作4种工作模式。在手动模式下,闭合开关,按下启动按钮,机械手运行,按下相应的控制开关,机械手会进行相应的动作;在连续循环操作模式下,闭合开关,按下启动按钮,机械手运行,按照预定的操作顺序 (臂部前伸YV6→手指闭合YV9→臂部缩回YV5→臂部上升YV4→腕部旋转YV8→臂部旋转YV2→臂部伸出YV6→手指张开YV10→臂部缩回YV5→腕部反转YV7→臂部反转YV1→臂部下降YV3→待料卸荷YV0)执行相应动作,并且循环执行;在单步操作模式下,闭合开关,按下启动按钮,机械手运行,每按一次运行按钮,机械手进行一个步骤的操作;在单周期模式下,闭合开关,按下启动按钮,机械手运行,运行一个设定周期后机械手停止运行,停在初始位置。
1.2 PLC控制方案设计
机械手有手动、单步运行、单周期运行、连续循环运行4种操作模式。根据系统的控制要求,确定PLC的输入/输出信号,从而确定PLC的I/O点数为30个数字量输入,27个数字量输出。选用西门子S7-200系列的CPU 226,扩展模块EM223(8I/8Q)和扩展模块EM222(8Q),既能实现系统控制要求,又能满足扩展需求。输入端口和输出端口分配表分别见表1和表2。

表1 输入端口分配表

表2 输出端口分配表
机械手控制系统的硬件选用西门子S7-200系列的CPU 226,扩展模块 EM223(8I/8Q)和扩展模块EM222(8Q),其控制系统原理图见图3。
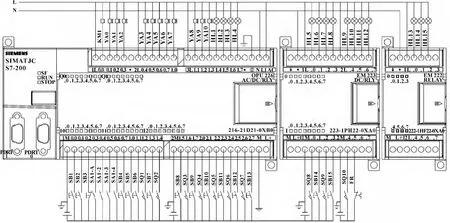
图3 控制系统原理图
2 机械手组态方案设计
采用MCGS嵌入版组态软件实现机械手工作过程的实时控制和图像监视。
2.1 机械手控制系统的组态设计
2.1.1 新建工程
进入MCGS组态环境,新建工程“机械手控制系统”,见图4。
图4 新建工程图
2.1.2 定义变量
根据机械手控制系统的控制要求,列出所需变量,定义变量,建立实时数据库,见图5。

图5 实时数据库
2.1.3 组态画面设计
组态画面设计分为画面建立、画面编辑、动画连接3个步骤。通过上述步骤,绘制出机械手的动画部分,包含2个液压缸、机械臂、机械手、传送带和所需搬运的物体,以及支撑部分、按钮、开关、机械手动作的指示灯等。为方便检测运行情况,插入时间显示框以显示机械手循环的运行时间,插入旋转仪表作为机械臂旋转角度示意图 (俯视)。经过上述步骤,建立的“机械手控制系统”画面,见图6。

图6 组态画面
2.2 运行环境的仿真调试
机械手控制系统的控制功能在MCGS中可通过运行策略实现,编写控制程序采用策略组态的形式。
在MCGS组态软件中,进入“运行环境”,见图7,通过点击画面上的控制按钮,观察机械手控制系统的运行情况是否与控制要求一致。在运行调试的过程中,通过不断地完善使得系统的运行情况与设计要求一致。
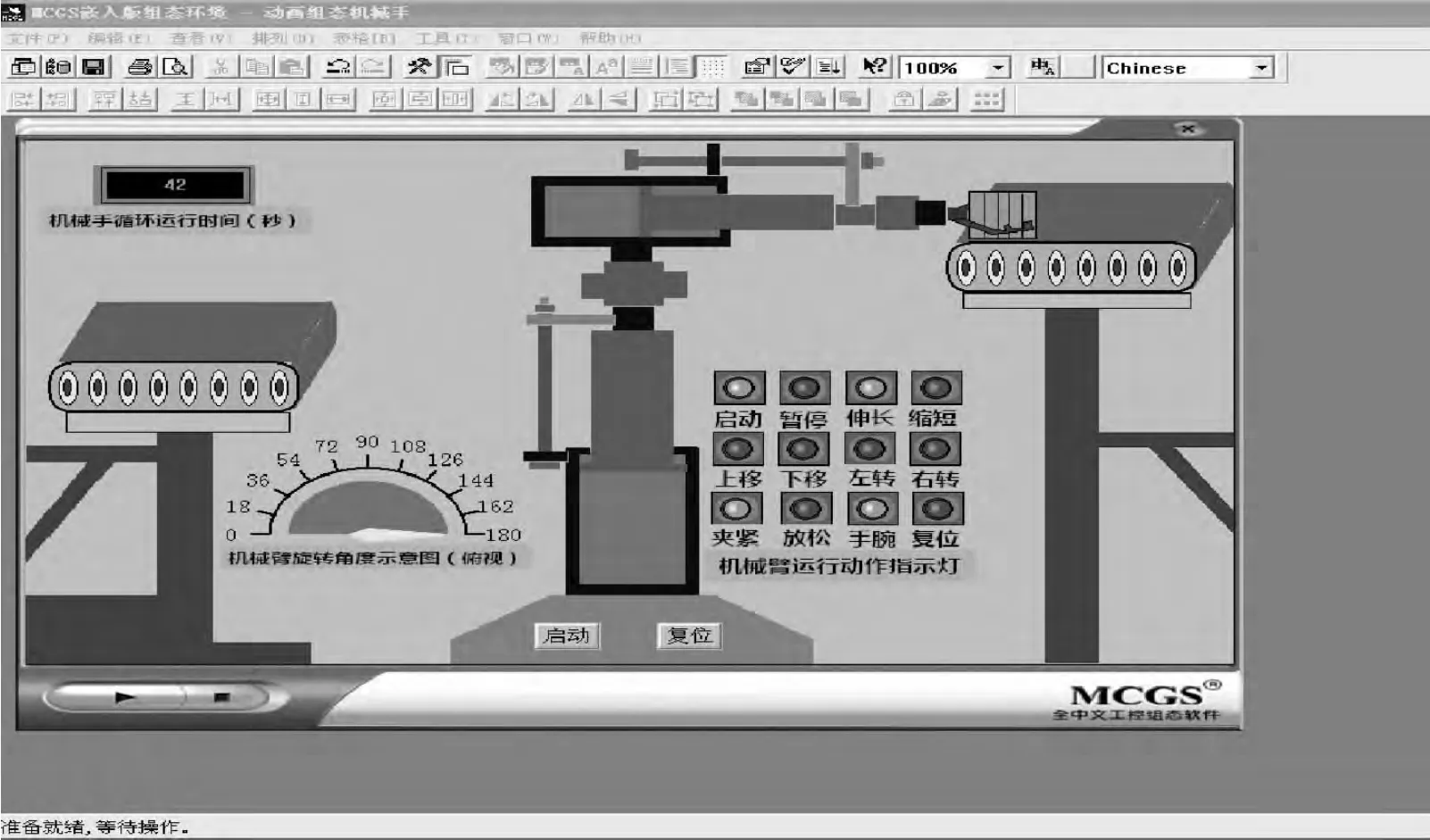
图7 系统运行图
通过调试的MCGS运行环境即可作为机械手的组态方案,该组态软件通过相应设备对现场数据进行实时采集,并进行分析判断,一方面以动画的形式直观地显示机械手的现场工作情况,实现控制过程的可视化监测,另一方面,按照控制要求和现场的工作条件将控制数据送至控制器,对执行机构进行实时控制,保证机械手控制系统正常工作。
3 MCGS组态和PLC程序的仿真运行
MCGS触摸屏是组态软件实现功能的载体,操作人员可通过触摸屏对相应工程进行可视化操作和实时监控。
在MCGS组态环境中进行工程下载并制作U盘综合功能包,随后与触摸屏建立通讯,在触摸屏上实现该机械手的实时控制。点击触摸屏上的“启动”、“复位”按钮,下载至触摸屏的动画组态可按设计要求运行。选用RS485通讯线将MCGS组态触摸屏与PLC进行实物连接,通过PLC发出启动指令,下载至触摸屏的动画组态可按设计要求运行,各种动作功能均可达到预期目标,同时可通过触摸屏实现对PLC的实时监控。
4 结论
运用 MCGS组态软件和西门子 S7-200系列PLC,完成了机械手控制系统的设计。该控制系统可实现手动、单步操作、单周期运行、连续循环运行4种模式,利用MCGS组态软件进行了机械手控制系统的组态设计,实现了该机械手工作过程的实时控制和图像监控,为机械手的智能化控制提供了设计基础。
[1]王月芹.基于PLC的机械手控制系统设计[J].液压与气动,2011(9):41-43.
[2]王红玲,胡万强.基于PLC的工业机械手控制[J].液压与气动,2011(8):8-11.
[3]范金玲.基于PLC的气动机械手控制系统设计[J].液压与气动,2011(7):36-38.
[4]吴青萍.基于MCGS软件的机械手控制系统研制[J].液压与气动,2010(10):61-63.
[5]丛明,刘冬,杜宇,等.PLC伺服控制在太阳能电池组件搬运机械手中的应用[J].组合机床与自动化加工技术,2011(9):66-69.
[6]曾文萱,范圣耀,王学良.磨齿机自动上下料机械手控制系统研究与开发[J].组合机床与自动化加工技术,2012(11):71-74.
[7]史国生,崔洪斌,梁雪春.PLC在机械手步进控制中的应用[J].组合机床与自动化加工技术,2001(8):25-27.
[8]干方建,刘正士.基于六维腕力传感器的机械手动态响应研究[J].组合机床与自动化加工技术,2001(10):11-14.
[9]舒志兵,李银露,潘兰亭,等.磁瓦机械手控制系统的设计与实现[J].组合机床与自动化加工技术,2013(5): 67-69.
[10]张祺,侯力,刘松,等.加工中心换刀机械手控制系统研究[J].组合机床与自动化加工技术,2010(8):42-44.
[11]袁安富,蒋浩.基于PLC的工业机械手控制设计与组态监控[J].制造业自动化,2011(9):86-89.
[12]张波,李卫民,尚锐.多功能上下料用机械手液压系统[J].液压与气动,2002(8):31-32.
[13]罗庚兴,宁玉珊.气动安装机械手的PLC控制[J].制造业自动化,201l(9):86-89.
