面向节能的柔性制造系统仿真及优化
2015-03-30何院生闫纪红
闻 帆,何院生,闫纪红
(1.哈尔滨工业大学 机电学院,黑龙江 哈尔滨 150001;
2.哈尔滨工业大学 空间控制与惯性技术研究中心,黑龙江 哈尔滨 150001)
0 引言
我国“十二五”期间节能目标为单位GDP 能耗下降16%,实现节约能源6.7 亿t 标准煤[1],节能形势非常严峻。随着全球能源问题的日益突出,面向节能的柔性制造系统(FMS)逐渐成为了当今先进制造领域的研究热点之一。寻求降低制造企业的能源消耗,即提高生产系统的能源利用效率的呼声越来越高,因此进行面向节能的柔性制造系统仿真及优化研究就显得尤为迫切。
本文以一个实际的柔性制造系统为参考背景,对柔性制造系统中的设备能耗进行了建模,完成了基于LabVIEW 的考虑设备能耗的柔性制造系统的仿真开发,并通过平衡生产线的节拍以及运用遗传智能算法优化生产调度等两个途径实现了对柔性制造系统的节能优化,从而可以进一步指导实际的生产系统进行合理的节能生产。
1 面向节能的FMS 仿真模型开发
1.1 柔性制造系统概况
本文选取的柔性制造系统由数控加工设备、物料运储装置和计算机管理系统等组成[2],主要包括四台数控机床和一条柔性装配线。该系统以多品种小批量流水加工车间为例,主要解决流水车间的生产作业的调度问题,主要的任务是把加工的零件进行排序,确定工件加工的先后顺序。
1.2 FMS 设备能耗建模
本文的FMS 系统设备能耗是指在柔性制造系统运行过程中各设备所消耗的电能的总和。通过对相关文献的查阅[3-4]和总结,本文提出了一种简易的FMS 系统能耗模型用来表达FMS 系统的设备能耗变化情况。
通过对数控铣床进行加工时的实际功率变化曲线的研究,定义其能耗主要有:加工能耗、等待能耗、峰值能耗和辅助能耗,如图1 所示。
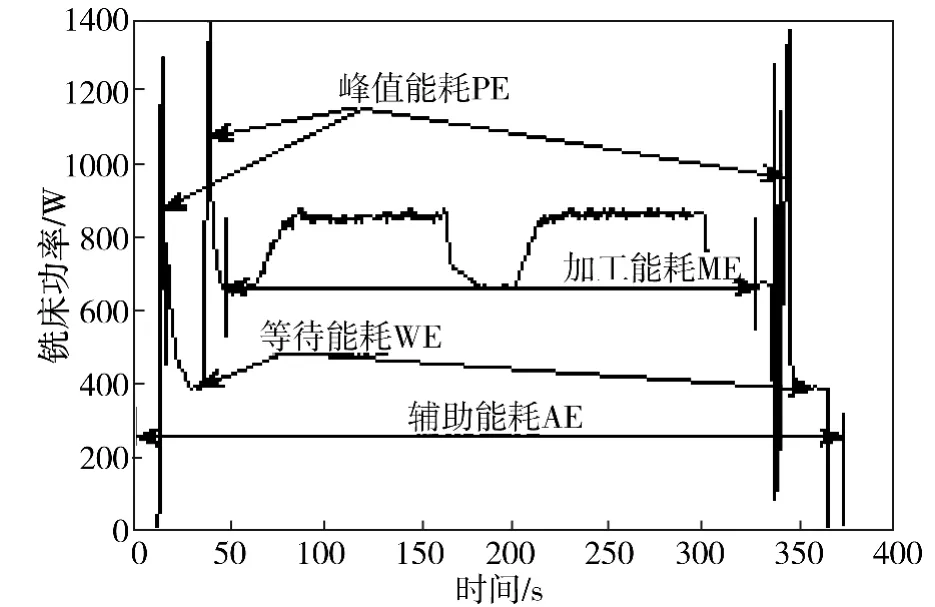
图1 数控铣床运行能耗分析结果图
加工能耗(Machining Energy,简称ME)是指在机床上用于工件加工所消耗的能量,加工过程中所必须进行的空转能耗也包含在内。等待能耗(Waiting Energy,简称WE)是指机床运行过程中由于上一工件已经加工完成但下一工件尚未达到而呈现待机状态所消耗的能量。峰值能耗(Peak Energy,简称PE)是指机床在运行过程中其状态发生突然改变所引起的功率大幅度变化所产生的能耗,如机床启动、停止能耗等。因其持续时间一般很短,故虽然功率比较大,但所消耗的能量仍是比较小。辅助能耗(Assisting Energy,简称AE)是指机床为完成工件加工除以上三种能耗之外其他能耗,主要是机床在运行期间照明、数控机床电子控制面板等的能耗。
数控铣床加工中心的总能耗计算公式为
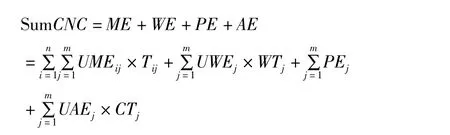
式中 UMEij——表示第i 个工件在第j 个机床上的单位时间加工能耗;
UMEj、UAEj、PEj——分别表示第j 个机床的单位等待能耗、单位辅助能耗、峰值能耗;
WTj、CTj——分别表示第j 个机床总的等待时间、总运行时间;
Tij——表示第i 个工件在第j 个机床上的加工时间;
n——表示工件数;
m——表示数控机床数。
柔性线装配能耗(Flexible Assembling Energy,简称FAE)主要是指在完成工件装配期间装配线上各工位所消耗的能量,包括传送带、电子看板和工位照明等消耗的能量。与完工时间成正比。其计算公式为

式中 UFAE——表示FMS 系统柔性装配线单位时
间的能耗;
FT——表示柔性装配线完成所有产品装配总的完成时间。
其他设备的能源消耗还有计算机能耗、分拣机能耗、运输能耗(包括AGV 和输送机)、码垛机能耗、机械手能耗以及公共能耗等六类能耗。为简化计算,可假定这六类能耗与完成的产品(从分拣到最终出库整个运作周期)的数量成正比,总记为联合能耗UE(Union Energy),故本文暂不将其列入节能考虑范畴。
综上可知FMS 系统设备总能耗(SumFMS)是数控加工中心能耗(SumCNC)、柔性装配线能耗(FAE)及联合能耗(UE)之和,其计算公式为
SumFMS=SumCNC+FAE+UE
在之后面向节能的FMS 系统优化方面措施有二:(1)柔性线装配线能耗可以通过平衡生产线合理制定生产节拍以降低最大完成时间达到降低该部分设备能耗的目的;
(2)可以通过调整四台数控加工中心的生产调度顺序以达到优化该部分设备能耗的目的。
1.3 面向节能的FMS 仿真模型开发
运用LabVIEW 对FMS 系统建模仿真[5]:(1)设计可视化界面
将该仿真系统划分为八个模块:指令框模块和分拣机模块、下订单模块、数控加工模块、柔性装配线模块、质检模块、入库模块和出库模块。
(2)建立设备模型
依据设备的基本工作流程和模式,结合Lab-VIEW 的各个控件的特点,建立一个能够显示出设备工作情况及逻辑的模型,用来代表FMS 系统的各个设备。
(3)建立设备之间的连接
在工序与工序、设备与设备之间,通过对加工工艺分析,建立设备之间连接的逻辑关系。本文通过添加Buffer(工位缓存区)实现了设备之间的相互连接,从而实现整条生产线的连通。
(4)设定相关参数并运行程序
设置相应的参数,以合理的表达加工单元和柔性装配线等单元的生产制造过程,并通过延时控件的延时时间参数设定,调节仿真运行的时间和速率。
2 面向节能的柔性生产线平衡
2.1 柔性装配线生产问题
平衡生产线即是对生产的全部工序进行平均化,调整作业负荷,以使各作业时间尽可能相近的技术手段与方法。本FMS 柔性装配线可以完成WPA/WPO 两种减速器的装配生产任务,现仅对WPA 减速器(以装配10 个为例)进行生产线的平衡,其组装工艺流程及加工时间具体见表1,WPO同此理。
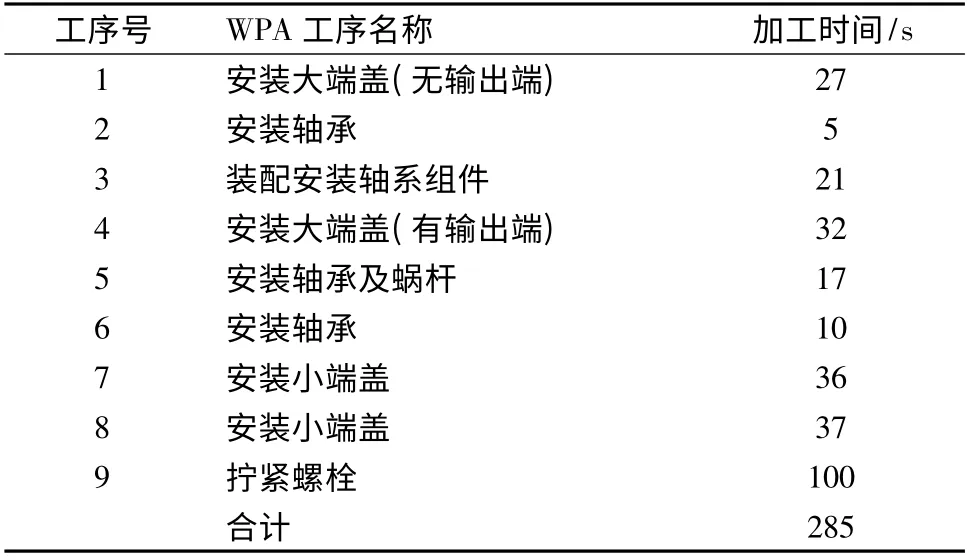
表1 WPA 组装工艺流程及加工时间
设定柔性装配线每个工位的单位时间能耗为UFAE= 0. 2 kJ/s。将工序8 拆分为时间分别是20 s、17 s 的两个工序,将工序9 拆分为时间分别是40 s、60 s 的两个工序,并且设定WPA 的生产节拍为c=60 s/unit。则最小工作站数

故S 应取5。调整后的WPA 共设有5 个工作站,合并相邻工序,使总时间接近但又不大于60 s即可实现生产线的平衡。
2.2 生产线平衡结果与节能分析
装配n 个WPA 减速器所需时间T、装配线效率η 和柔性线设备能耗FAE 的计算公式如下
对WPA 减速器进行生产线平衡前后的T、η 和FAE 进行计算,结果整理如表2 所示。

表2 柔性装配线生产平衡前后对比分析
3 面向节能的优化调度
考虑FMS 设备能耗的调度问题是求n 个工件的最优加工顺序,使相关评价指标最优化。我们的调度问题为:有6 个工件的4 道工序在4 台数控机床依次进行加工。
在本文案例中使用遗传算法[6]设置的一些参数如下。种群规模取10,随机产生初始化种群,进化代数取200 代,交叉率取0.8,并采用顺序交叉方法,变异率取0.02,选择采取精英保留和轮盘赌混合策略。可得设备能耗最小的目标函数随迭代次数的变化曲线和生产任务甘特图如图2 所示。
由于该FMS 系统生产调度规模较小,因此目标函数在10 代时基本已经收敛到最小值。从生产任务甘特图中可以看出,此时的调度方案为[6 5 3 4 1 2],完工时间为84 s。
以节能为目标函数(方案A)和以最短完工时间为目标函数(方案B)的详细数据对比分析结果见表3 所示。
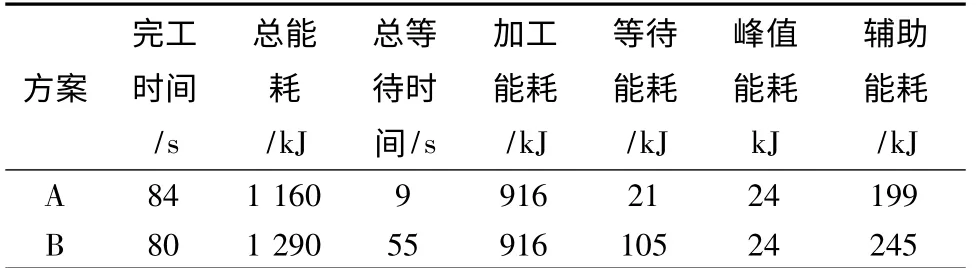
表3 方案A、B 详细数据对比分析结果
从上表中可以发现,对该生产任务调度问题进行优化时,只考虑设备能耗(方案A)与只考虑完工
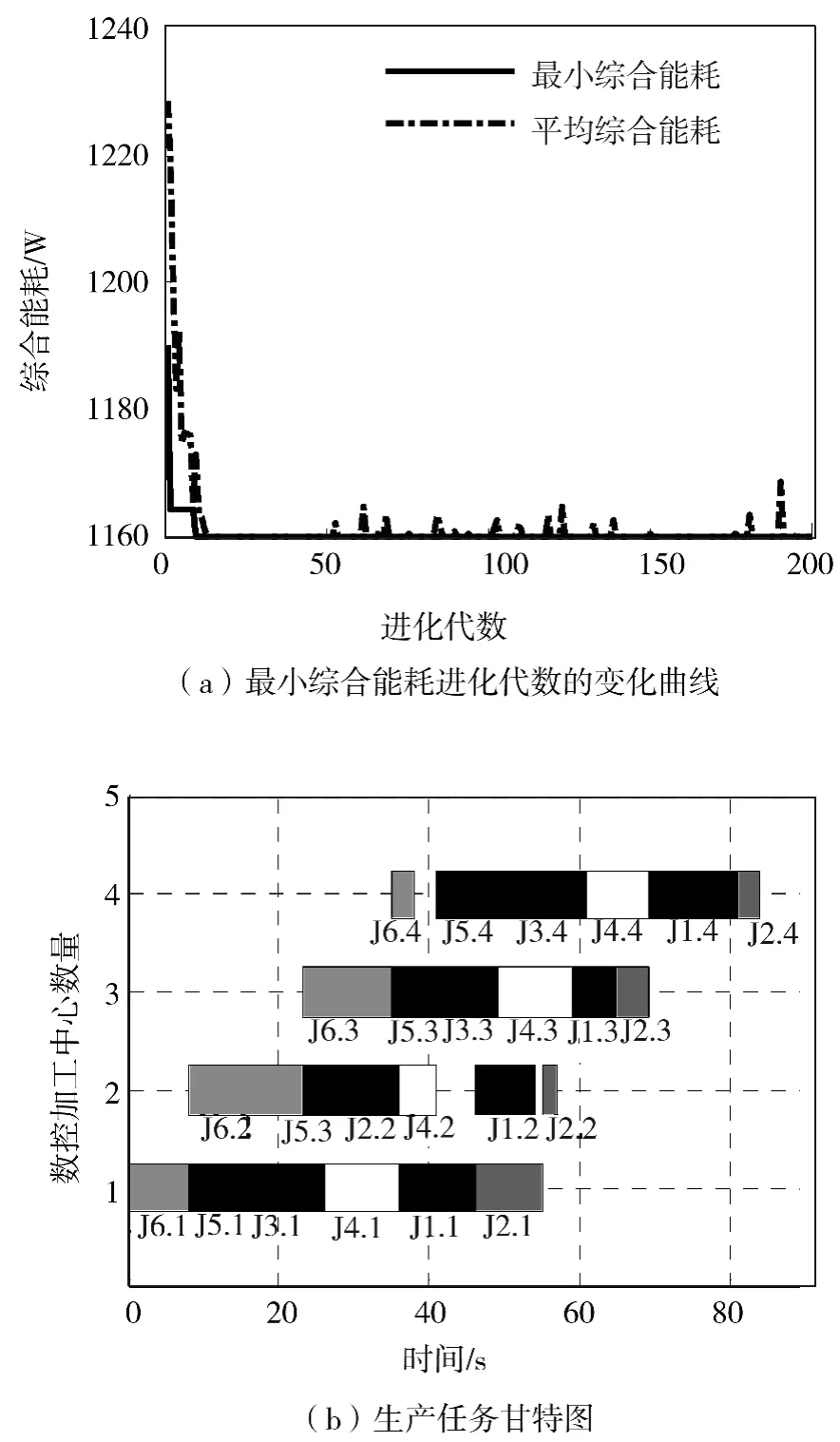
图2 以设备能耗最小为目标的调度结果
综上所述,生产线平衡过后,装配同样数量WPA 减速器,总装配时间大大减小,装配线效率显著提升,柔性线的设备能耗也有了很大改善。时间(方案B)相比,总完工时间多了4 s,但总能耗则下降了130 kJ,这主要体现总等待时间上下降了46 s,进而也使得等待能耗下降了74 kJ,由于设备的利用率提高了,所以设备的辅助能耗也下降了46 kJ。
4 结论
本文针对面向节能的柔性制造系统进行了仿真优化研究,主要的研究成果如下:
(1)利用LabVIEW 软件,通过可视化编程方法进行了面向节能的FMS 系统仿真模型的建立;
(2)通过设计实验算例,对面向节能的FMS 系统进行了平衡柔性生产线及优化生产调度的节能研究,以更好的指导实际生产系统进行改进,从而提高实际生产系统中的设备能源利用率。
[1]中华人民共和国国务院.国务院关于印发节能减排“十二五”规划的通知[R]. 中华人民共和国国务院公报,2012(25):5 -21.
[2]王笛,金湘,张星.柔性制造系统的发展[J].新技术新工艺,2013(8):24 -26.
[3]Timothy G. Gutowski,Jeffrey B. Dahmus,Alex Thiriez. Electrical Energy Requirements for Manufacturing Processes[C].13th CIRP International Conference on Life Cycle Engineering,Leuven,2006.
[4]Oliver loan Avram,Paul Xirouchakis. Evaluating the use phase energy requirements of a machine tool system[J].Journal of Cleaner Production,2010:1 -13.
[5]闫纪红,张奋扬. 虚拟可重组制造系统仿真优化模块开发[J].实验室研究与探索,2013(7):81 -86.
[6]方水良,姚嫣菲,赵诗奎.基于遗传算法的柔性车间多目标优化调度[J].机电工程,2011(3):269 -274.