铝和铝合金钎焊蓝宝石接头的残余热应力有限元分析①
2015-03-27崔炜李书齐包晔峰
崔炜,李书齐,包晔峰
(1.河海大学,江苏 常州 213022;2.哈尔滨工业大学,黑龙江 哈尔滨,150001)
0 前言
与金属材料相比,陶瓷材料往往具有高硬度、高脆性、高弹性模量、低热膨胀系数的特点。对于使用金属作为填充材料焊接的陶瓷接而言,接头从焊接温度冷却到室温的过程中,由于金属与陶瓷母材的收缩量差异很大,造成接头内形成较大的残余热应力。国内外学者[1-2]当前都将陶瓷焊接接头的热应力作为一个重要的问题加以考虑。人工制造的无色块状单晶α-Al2O3通常被习惯性地称为蓝宝石。作为一种光学材料,蓝宝石具有良好的光学和力学性能,同时具有很高的熔点、极高的硬度、极强的耐腐蚀性和较好的导热性,因此蓝宝石在很多民用高技术领域中都得到了广泛的应用,例如医疗器械、激光设备和高真空设备等[3-6],同时它也是高速飞行器常用的光学窗口材料。在制造含蓝宝石的器件过程中往往需要焊接技术。目前焊接蓝宝石的方法已经有很多,但是对于蓝宝石焊接接头中的热应力的研究还很不充分。这是由于目前对陶瓷接头残余应力的直接测量方法还几乎没有,学术界和工业界对陶瓷接头的残余应力认识仍然十分有限。文中针对这一问题使用有限元方法,讨论了在600~700℃下使用纯铝和2024高强铝合金作为焊缝填充材料,钎焊蓝宝石的接头残余热应力分布。
1 材料、方法和模型
所参照的蓝宝石接头模型,是先在2块蓝宝石的表面分别涂覆填充金属,再将涂覆好的2块蓝宝石相对放置,然后钎焊在一起。建立的三维模型有2种尺寸:5 mm×10 mm×10 mm 和 5mm×5mm×10mm, 焊缝尺寸为0.2 mm×5mm×10mm,如图1所示。所有的网格划分均采用正六面体单元,焊缝采用单层网格,蓝宝石的网格在靠近焊缝处较密,在远离焊缝处较稀疏。所使用的纯铝为市售1060纯铝,具有较好的韧性和延展性,其熔点约为660 ℃。所使用的2024铝合金是一种Al-Cu-Mg合金,具有很高的强度,可以进行热处理,其熔点约为508 ℃。使用2024铝合金钎焊时,冷却过程分为两种:一种是在焊后直接随炉以约20℃/min的速度冷却到室温;另一种是在冷却到200℃后,保温12 h。在这个保温的过程中,从508~200℃这一温度范围内积累的残余热应力可以认为得到了完全的释放。在进一步冷却到室温的过程中,蓝宝石的接头中所形成的残余热应力可以认为是在200℃到室温这一范围内积累的。所使用的材料的室温力学性能如表1所示。要计算冷却过程中的残余热应力积累,必须要知道所有材料在整个温度范围内的热性能。但是这些数据是较为缺乏的,因此在计算时,取合金材料熔点处的强度为零,金属材料的力学性能从室温到熔点线性降低。由于蓝宝石的熔点远高于所涉及的金属,因此近似地认为蓝宝石在整个冷却过程中的性质不变。

图1 蓝宝石接头的有限元模型
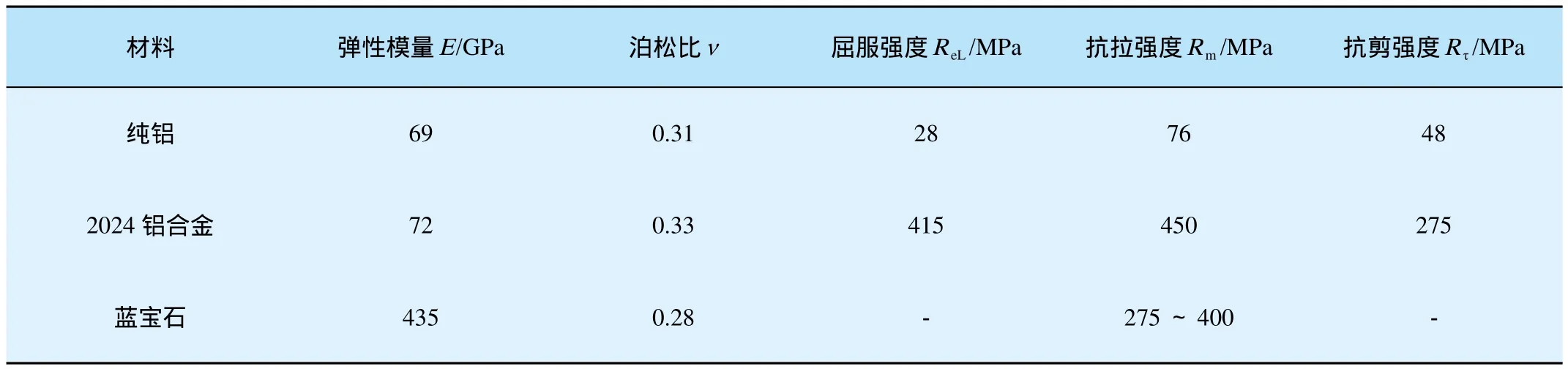
表1 有限元模型中所使用的材料室温参数
2 结果与分析
以1060纯铝为填充材料的蓝宝石接头应力分布如图2所示。从图2a~图2b中可以看出,最大剪切应力总是分布在焊缝边缘附近,小、大尺寸模型中最大的剪切应力值分别为1.373 MPa和1.367 MPa。可见模型尺寸对剪切应力的影响不大。从图2c~图2d中可以看出,接头焊缝中心处受到拉应力,而焊缝边缘的应力数值为负值,即受到压应力。整个截面上的最大拉应力较小,在小、大尺寸模型中分别为0.5278 MPa和0.3671 MPa。而最大压应力较大,分别为2.219 MPa和2.405 MPa。从截面上可见,接头尺寸对应力分布的影响不大。从图2e~图2f中可以看出,在焊缝平面上,焊缝中心处的拉应力基本均匀分布,在小、大尺寸模型中最大的拉应力值分别为0.5728 MPa和0.3671 MPa。总之,使用纯铝作为填充材料得到的蓝宝石焊接接头的残余热应力值较低,可以推断,由此带来的影响较小。
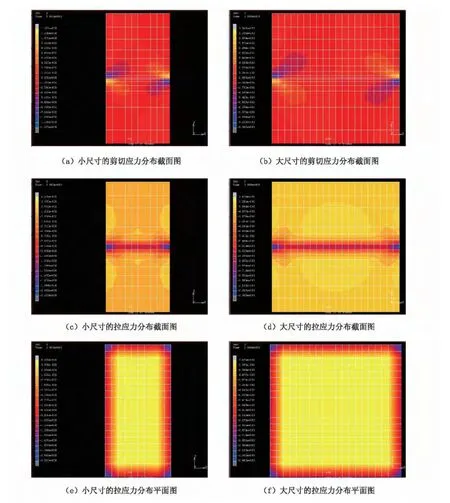
图2 1060纯铝钎焊蓝宝石的接头应力分布
以2024铝合金为填充材料的蓝宝石接头,直接冷却到室温,其应力分布如图3所示。从图3a~图3b中可以看出,最大剪切应力总分布在焊缝边缘附近,小、大尺寸模型中最大的剪切应力值分别为47.40 MPa和47.70 MPa,相比与纯铝填充的情况,应力大大增加,但模型尺寸对剪切应力的影响不大。从图3c~图3d中可以看出,接头焊缝中心处受到拉应力,而焊缝边缘的应力数值为负值,即受到压应力。整个截面上的最大拉应力较小,在小、大尺寸模型中分别为15.18 MPa和11.96 MPa。而最大压应力较大,分别为92.47 MPa和94.11 MPa。可见,从截面上看,接头尺寸对应力分布的影响不大。从图3e~图3f中可以看出,在焊缝平面上,在焊缝中心处的拉应力基本均匀分布,在小、大尺寸模型中最大的拉应力值分别为9.706 MPa和7.017 MPa。总之,使用2024铝合金作为填充材料得到的蓝宝石焊接接头的残余热应力值较大,特别是焊缝边缘处的应力较大。Haney等[7]指出,蓝宝石焊缝中的应力可能导致可靠性问题。因此,这种合金钎焊蓝宝石得到的接头,在使用过程中应对边缘的剪切应力和压应力给予特别的关注,或者应当采取适当的方法降低残余应力。对于焊接温度更高的蓝宝石接头,例如Sugar等[8]使用的金属作为中间层扩散焊接蓝宝石的接头可能面临的应力问题更大,更应引起注意。
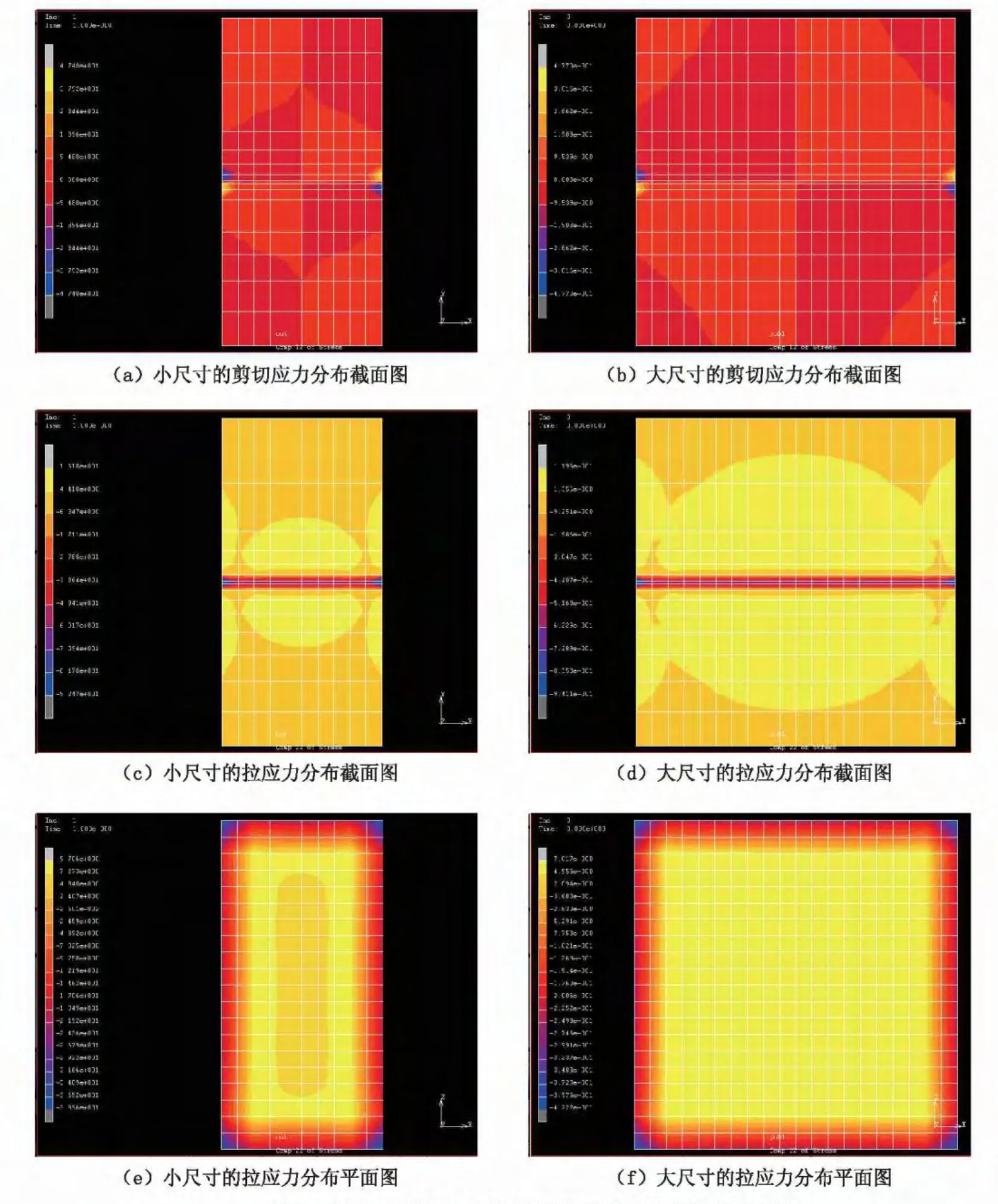
图3 2024铝合金钎焊蓝宝石接头直接冷却的应力分布
为了降低以2024铝合金为填充材料的蓝宝石接头的残余应力,焊接后温度在200℃保温12 h,使得冷却过程中所积累的应力完全释放,再冷却到室温。在模拟过程中,即认为接头的残余应力均来自于从200℃到25℃的冷却区间,其应力分布如图4所示。从图4a~图4b中可以看出,最大剪切应力总是分布在焊缝边缘附近,小、大尺寸模型中最大的剪切应力值分别为16.29 MPa和16.28 MPa,相比与纯铝填充的情况,应力大大增加,但模型尺寸对剪切应力的影响不大。从图4c~图4d中可以看出,接头焊缝中心处受到拉应力,而焊缝边缘的应力数值为负值,即受到压应力。整个截面上的最大拉应力较小,在小、大尺寸模型中分别为7.251 MPa和5.549 MPa。而最大压应力较大,分别为27.61 MPa和29.93 MPa。可见,从截面上看,接头尺寸对应力分布的影响不大。从图4e~图4f中可以看出,在焊缝平面上,在焊缝中心处的拉应力基本均匀分布,在小、大尺寸模型中最大的拉应力值分别为7.251 MPa和5.549 MPa。从位置上看,最大拉应力呈环状分布于靠近边缘的区域。在焊缝平面的最边缘则是压应力区域。
相比于没有热处理的情况,热处理后的接头最大剪切应力、最大拉应力和最大压应力分别降低了约66%,52%和68%。可见,热处理非常显著地改善了蓝宝石焊接接头的应力问题。焊接接头尺寸对剪切应力影响较小,但是对正应力影响较大。小尺寸接头的拉应力较大而压应力较小,大尺寸接头的拉应力较小而压应力较大。
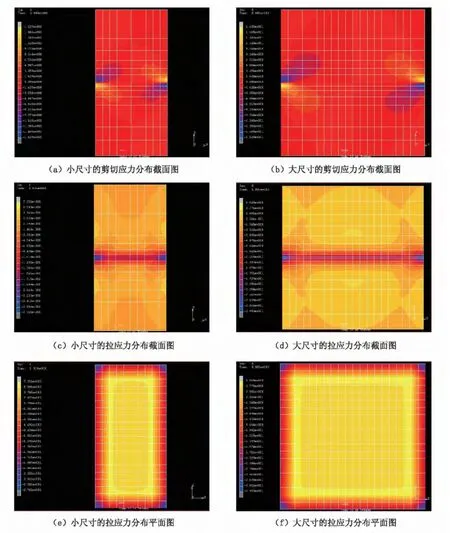
图4 2024铝合金钎焊蓝宝石接头200 ℃保温12 h后冷却的应力分布
3 结论
建立了2种尺寸、3种条件下的蓝宝石钎焊接头模型,模拟了不同情况下接头内部的应力分布情况。用纯铝作为填充材料得到的蓝宝石焊接接头的残余热应力值较低,基本可以忽略。而使用2024铝合金钎焊直接冷却至室温的接头内残余应力较大,剪切应力和压应力最大值可达约47 MPa和94 MPa。热处理的方法可有效降低接头内的残余热应力,降幅达到约50%~70%。因此使用高强度2024铝合金钎焊蓝宝石,应当进行热处理以降低其残余应力。
[1] Ernst F. Metal-oxide interfaces[J]. Materials Science and Engineering R-Reports, 1995, 14(3): 97-156.
[2] Scheu C, Liu Y, Oh S H, et al. Interface structure and strain development during compression tests of Al2O3/Nb/Al2O3sandwiches[J]. Journal of Materials Science, 2006, 41(23):7 798-7807.
[3] Elena R D, Leonid A L , Pishchik V. Sapphire: Material,manufacturing, applications[M]. New York: Springer, 2009:95-205.
[4] Horng R H, Hong J S, Tsai Y L, et al. Optimized thermal management from a chip to a heat sink for high-power GaN-based light-emitting diodes[J]. IEEE Transactions on Electron Devices, 2010, 57(9): 2 203-2 207.
[5] Sarkisyan D, Sarkisyan A S, Guena J, et al. Alkalivapor cell with metal coated windows for eff i cient application of an electric fi eld[J]. Review of Scientif i c Instruments, 2005, 76(5):87-92.
[6] Patel B S, Zaidi Z H. The suitability of sapphire for laser windows[J]. Measurement Science and Technology, 1999,10(3): 146-151.
[7] Haney E J, Subhash G. Analysis of interacting cracks due to sequential indentations on sapphire[J]. Acta Materialia, 2011,59(9): 3 528-3 536.
[8] Sugar J D, Mckeown J T, Marks R A, et al. Liquid-f i lmassisted formation of alumina/niobium interfaces[J]. Journal of the American Ceramic Society, 2002, 85(10): 2 523-2 530.