水泥篦冷机冷却效率的研究
2015-03-27大同煤矿集团建材有限责任公司
大同煤矿集团建材有限责任公司 姜 泽
引言
篦冷机全称为熟料蓖式冷却机,是水泥生产系统中的核心生产设备,其主要作用是对水泥熟料进行输送,并在输送的过程中热冷却,进一步对余热回收利用[1]。篦冷机篦床可以通过反馈信号自动调整篦床推动速度,使其传动装置能够适应复杂的工作情况,从而控制料层厚度,与此同时,通过风量反馈系统调节冷风机风量,从而达到水泥生产工艺要求。
篦冷机工作中最重要的技术指标就是其冷却效率,这对最终生产的水泥品质有极大的影响。为了保证水泥产品的质量,篦冷机应尽可能均匀的对水泥熟料进行冷却,且应保持高冷却效率,高回收率,高运转率,从而实现高效、高产。
1 篦冷机工作原理
篦冷机篦床由动蓖板和定蓖板组成,定蓖板均固定于机架之上,而所有的动蓖板由连杆机构连接在一起,且与定蓖板相互间隔,在往复驱动系统的驱动下,动蓖板相对于定蓖板做往复滑动[2]。定蓖板与动蓖板上均有通风孔,水泥熟料经回转窑煅烧,从窑口下落到篦冷机头部的篦床上,在篦床上动蓖板的驱动下,水泥熟料不断向前推进,与此同时,篦床下的冷风系统经由冷风机打入压缩空气,在高压作用下,冷风通过蓖板上的气孔,且在进入气孔后扩散,从而对水泥熟料进行迅速冷却。在动蓖板的推动下,水泥借由其自重以及风力的作用,在篦床上逐渐推进冷却,到达篦冷机末端时,熟料温度达到环境温度,从而进入下一步工序。
2 篦床机械驱动系统
篦冷机篦床的机械传动系统由电机、减速机、小链轮链条、大链轮链条、滑块、同步轴等组成,其结构如图1所示。
该机械系统中设置了较为复杂的多级减速机构,其传动路线为:电机—减速机—链轮链条—大链轮连杆、滑块。减速机带动小链轮转动,经由链条带动大链轮转动,偏心轴固定于大链轮上,起到曲柄连杆机构的作用,将链轮的转动变成滑块的往复运动,同步轴将动力传递到篦床两端,从而推动篦床做往复运动。
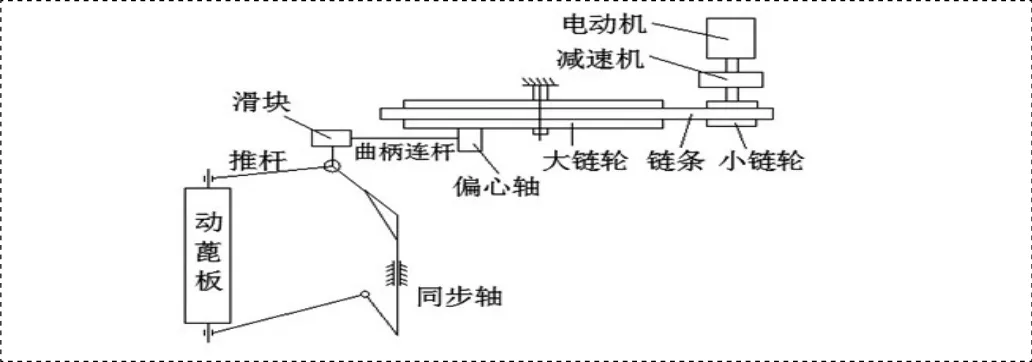
图1 篦床传动系统
为保证熟料的冷却效率,工艺上对熟料的厚度有一定的要求,额定工况下,要求熟料厚度应保持到600mm左右,此时熟料的冷却效率高,均匀性较好[3]。物料层过薄会产生漏风,浪费冷风量,此时应降低篦床推动速度;反之,当物料层过厚时,应提高篦床推动速度,使物料厚度达到合理范围内。一般情况下,篦床的推动速度为4~12次/min。因此,为提高篦冷机的冷却效率,应做到多方位配合协调。
3 提高篦冷机冷却效率的方案
3.1 料层和风量的匹配
在实际操作过程中,应注重料层厚度与风量的匹配。实际生产经验可知,料层越厚,其冷却过程中需要的风量越大,此时,应增加低温段的风量,同时窑头引风机的风量也需要提高。当料层较厚时,一室蓖下压力上升,此时,应加快蓖速,开大高压风机风门。此种工况下会造成窑头排风机入口温度上升,篦冷机传送系统负荷增大,但蓖下压力短时间内会有所下降。因此物料层较厚时,提高篦床速度,当一室蓖下压力有下降趋势时,即可降低篦床推动速度,从而降低窑头排风机入口温度和熟料传送系统的负荷,有效提高篦冷机冷却效率。
3.2 冷却风量的平衡
在篦冷机内,冷却风量应与二、三次风量、窑头风机抽风量、煤磨用热风量达到平衡状态,从而保证窑头微负压。在高温风机、窑头排风机以及煤磨引风机的共同作用下,篦冷机内存在相对的“零”压区。当料层厚度增大或窑头排风机抽力加大,使得高温段冷却风机排风量较少,“零”压区就会向窑头方向前移,进而导致二、三次风量下降,窑头负压增大;当料层变薄或窑头排风量减小,使得高温段冷却风机排风量增大,此时,“零”压区将会后移,二、三次风量增大,窑头负压减小。因此,在操作中稳定的“零”压区是保证足够的二、三次风的关键。窑头负压相对稳定时,不仅可以保证热量回收,还对燃料的助燃以及窑系统的热力分布产生良好的促进作用。
3.3 弧形阀的操作
弧形阀作为篦冷机的关键部件,其操作同样不容忽视,一般情况下,为不影响蓖下压力及传动系统,操作员往往关注的是弧形阀上部风室,防止其堆料过多。但卸料过空就会产生漏风,从而直接影响熟料冷却。弧形阀的控制由时间和料位开关完成,由时间控制时,很难做到精确操作,而采用料位开关时,其电器元件易损坏,因此,中控操作人员应根据实时窑况及熟料结粒的变化,与现场操作人员及时沟通,通过手动调节的方法干预弧形阀的操作。
4 结语
篦冷机的冷却效率对水泥产品质量的影响至关重要,为提高篦冷机的冷却效率,应注重料层厚度和风量的匹配,同时保证篦冷机内冷却风量的平衡,根据实时工况及时对弧形阀干预操作,从而达到高产、高效的目的。
[1]付义长.增加篦冷机风量提高冷却效率[J].水泥,2002(3).
[2]徐圣杰.水泥生产线篦冷机料层厚度新型控制技术[J].自动化与仪器仪表,2009(1).
[3]丁奇生.水泥熟料篦式冷却机的技术改进[J].建材发展导向,2005(3).
