木塑窗型材角部胶接与焊接技术研究
2015-03-21王伟宏王海刚王清文
邱 飞 王伟宏 王海刚 王清文
(东北林业大学生物质材料科学与技术教育部重点实验室,黑龙江 哈尔滨 150040)
木塑窗型材角部胶接与焊接技术研究
邱 飞 王伟宏 王海刚 王清文
(东北林业大学生物质材料科学与技术教育部重点实验室,黑龙江 哈尔滨 150040)
通过对木粉-高密度聚乙烯基木塑窗型材的胶接和焊接2种连接方式的角部连接技术研究,结果表明,使用环氧树脂胶接时,随着木粉含量的增加木塑窗角部受压弯曲应力呈增大趋势;对木塑型材进行等离子体处理可使角部受压弯曲应力提高97.3%。采用焊接方式连接时,随着木粉含量的增加,角部受压弯曲应力大幅度降低;向型材保温腔中填充高密度聚乙烯,可增大焊接面积,使最大受压弯曲应力提高为22.40 MPa。
木塑复合材料;窗型材;角部连接;弯曲应力
窗作为建筑物的重要组成部分,除了具有采光、通风的作用外,还在整个建筑结构中起到一定的支撑作用。为了满足窗在建筑中的使用要求,需要对窗体的抗风压、气密性、水密性和承受应力的能力进行检测,确保所用窗体长期受力而不发生变形[1]。另外,窗在生产、运输、安装过程中也需要保持尺寸的稳定。较高的角部连接强度不仅稳定了窗的框架结构,也减少了窗由于缝隙变形导致的渗透热损失。因此,窗的角部连接至关重要。
木塑复合材料(WPC)作为一种新型的节能环保材料,被广泛地应用在建筑、家具以及包装运输等领域[2]。木塑复合材料通过挤出成型的加工方式所制得的产品截面灵活多变、加工连续性好,除户外步道板、栏杆扶手等用途外,还可将其应用于门窗行业中[3-4]。但由于材料自身特性的限制,角部连接比较困难,如聚烯烃表面能较低,胶接困难[5];木质纤维的加入降低了复合材料的流动性,使得焊接强度也降低[6]。解决角部连接问题是木塑窗组装的关键步骤。目前,对木塑窗角部连接的研究报道文献几乎没有,角部连接问题没有解决也是以往木塑窗未能开发应用的重要原因之一。
本试验针对木塑复合材料的特点,设计多种连接方式,利用角强度检测仪测试分析几种连接方式的可行性,为解决木塑窗的角部连接问题提供一定参考。
1 材料与方法
1.1 试验材料
高密度聚乙烯(HDPE),型号5000S,熔融指数为0.8~1.1 g/10 min,由中国石油大庆石化公司生产;杨木粉,30~80目,自制;马来酸酐接枝聚乙烯(MAPE),型号CMG9804,接枝率为0.9%,上海日之升新技术发展有限公司生产;石蜡,上海华灵康复器械厂生产;环氧树脂胶黏剂,双组份型,黑龙江省科学院石油化学研究院制。
1.2 窗型材的制备
按表1将称量物料,倒入SWHL型高速混料机(南京赛旺科技发展有限公司)中混合;再将混合物料送入SWMSZ型造粒机(南京赛旺科技发展有限公司)中造粒,最后将粒子加入到SWMSD型单螺杆挤出机(南京赛旺科技发展有限公司)进一步均化、熔融,挤出成窗用型材,截面如图1所示。

表1 70型平开窗窗扇型材配方

1.3 主型材的可焊接性检测
按照GB/T 8814—2004《门、窗用未增塑聚氯乙烯(PVC-U)型材》对窗型材角部连接强度进行检测,如图2所示。

以(50±5)mm/min的加载速率对试件角部施加载荷,记录试件受压弯曲断裂的最大受力值Fc,重复次数为5个试样。根据公式(1),计算出受压弯曲应力σc。
(1)
式中:W为应力方向的倾倒矩I/e,mm3;I为型材横断面的惯性矩,mm4。根据材料截面尺寸用Auto CAD软件计算得出[7],I=576 118 mm4。
1.4 接触角检测
为分析窗型材的胶接能力,采用OCA20视频光学接触角测试仪(德国Dataphysics公司)测试WF/HDPE复合材料接触角,测试液体为蒸馏水,测试时间60 s,测试液体积2 μL。将试验样品放置在样品台上,选取不同的5点进行滴定,对结果取平均值。
1.5 胶接面的选取
胶接试样进行主型材可焊接性能测试后得到2个破坏断面,用锯机将带有胶黏剂端断面切下,并在显微镜下观察。
1.6 角部连接方式
1.6.1胶接 胶黏剂由环氧树脂与聚酰胺树脂按照质量比1∶1混合配置;偶联剂选用硅烷偶联剂(KH-560),质量分数为5%的乙醇溶液。
首先将锯切好的部件端部切口用100目砂纸进行机械打磨处理,再将配置好的偶联剂涂覆在试件待胶接面上,在空气气氛中用RFD-200射频大气低温等离子体仪(南京苏曼电子有限公司)对界面进行等离子体处理,处理时间3 min[8]。再将配置好的环氧树脂黏剂涂覆在处理后的试件胶接面上,然后用夹具固定,放置在烘箱中固化。固化温度80 ℃,时间2 h。
对比试件由未经过偶联剂、等离子体处理的型材直接胶接而成。
1.6.2焊接 采用平面布置四头焊机(济南精工新亚机器有限公司)对木塑窗扇型材进行焊接。焊接条件为温度260 ℃,前后压钳压力为0.4 MPa,左右进给压力为0.2 MPa,熔化时间75 s,焊接时间75 s。
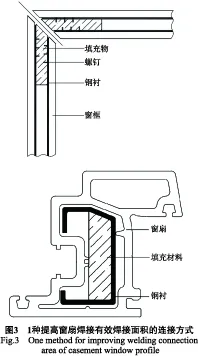
为提高焊接强度,对型材的保温腔进行填充,以增大焊接面积[9]。采用WF/HDPE复合材、HDPE和低密度聚乙烯(LDPE)作为填充材料,如图3所示,在焊接前将填充材料固定,再进行焊接。
2 结果与分析
2.1 胶接时WF/HDPE复合窗型材的角部连接强度
环氧树脂胶接不同木粉含量木塑窗型材受压弯曲应力测试结果见图4。
如图4所示,随着木粉含量的增加,未经等离子体处理的WF/HDPE型材角部连接受压弯曲应力(σc)呈先增加后稳定的趋势。当木粉含量从50份增加到60份时,σc提高幅度为40.8%;当木粉含量继续增加到70份时,σc无变化。同时从图4中还可以看出,60份和70份木粉含量复合材试件的接触角均小于50份。木粉含量的增加使得复合材料中的羟基数量增加,提高了试件表面的润湿性及其与胶黏剂的反应性,因此胶接强度得到提高[10]。但与60份木粉含量的复合材相比,70份木粉的复合型材其接触角仅略有减小,木粉含量的增加只在一定范围内提高了材料的润湿性。

与未处理材相比,等离子体处理的型材部件其角连接强度都有大幅度提升,当木粉含量为70份时,σc提高了97.3%。前期试验结果表明,等离子体处理聚乙烯基木塑复合材料表面后,不仅使木塑复合材料表面-OH、C=O和C-O等极性官能团增加,表面接触角减小(θ<90°),而且使材料表面的粗糙度增大。如60份木粉含量的复合材,经等离子处理后接触角从86°减小到22°[11]。这些因素使材料表面润湿性显著提高,增大了胶接强度。
胶接面经过等离子体处理后,随着木粉含量从50份增加到70份,WF/HDPE型材角部连接受压弯曲应力逐渐增加,从7.09 MPa提高到10.93 MPa,提高幅度为54.2%。其中,当木粉含量从60份增加到70份时,明显提高,提高幅度为38.4%。
将破坏后的胶接面放在显微镜下观察,见图5。观察图5可以发现,当木粉含量为70份时,未处理的胶接接头破坏界面光滑,说明被胶接材料的可粘性较差,两部件无法紧密结合到一起,界面层未受到影响,此时σc仅为5.54 MPa。经等离子体处理后,胶接接头表现为基体材料的破坏,此时σc提高到10.93 MPa。等离子体处理后的试样表面黏接性能得到了很好的改善,胶接处形成了很强的胶接力,提高了胶接强度,因此角部连接受力时木粉与塑料基质脱离而被粘附在胶接界面上。

2.2 焊接时WF/HDPE复合窗型材的角部连接强度
2.2.1木粉含量对焊接性能的影响 焊接是通过焊板对型材断面进行加热,使聚乙烯基质熔融,再通过挤压使型材中的聚乙烯分子在冷却的过程中融合。由表2可知,随着木粉含量的增加,木塑窗角部连接所承受的弯曲应力降低。当木粉含量从50份增加到70份时,σc从17.70 MPa下降到6.85 MPa,下降幅度为63%。这是由于配方体系中木粉含量的增加降低了聚乙烯的比例,有效焊接组分减小,导致焊接强度下降。
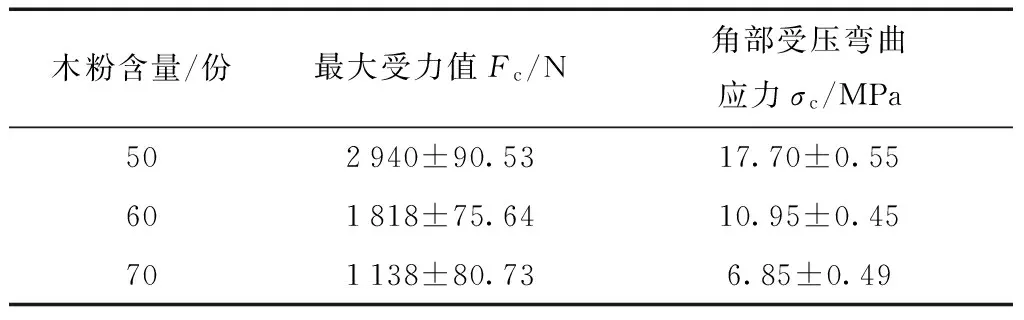
表2 不同木粉含量木塑窗型材的焊接强度
由图4与表2对比可知,随着木粉含量的增加,焊接与胶接所得到WF/HDPE复合窗型材角部连接强度呈相反的变化趋势。当木粉含量为50份时,焊接强度远大于胶结强度;当木粉含量为70份时,胶结强度大于焊接强度。原因是焊接利用复合材料中聚乙烯基体的熔融,胶接则是木质纤维中极性基团与环氧树脂形成化学键,因此,随着2种成分含量的变化出现相反的变化。
2.2.2焊接面积对焊接性能的影响 提高部件之间的焊接面积理论上能够提高组件的角部连接强度,因此,试验中尝试对型材的保温腔进行填充。以50份木粉含量窗扇型材为例,测试结果见表3。由表3可以看出,利用填充方式增加窗扇的有效焊接面积可使窗角部所承受的弯曲应力显著提高,最高达26.6%。当填充WF/HDPE复合料时,σc提高了7.7%;填充低密度聚乙烯(LDPE)时,σc仅提高了2.2%;填充HDPE时,σc提高了26.6%。由于木塑复合材料的可焊接性要小于聚乙烯,而LDPE虽然柔软性、伸长率高于HDPE,在腔体中起不到很好的承载作用,因此,填充HDPE的作用效果最好。

表3 50份木粉含量WF/HDPE复合窗型材的焊接强度
3 结论与讨论
1) 随着木粉含量的增加,WF/HDPE型材角部连接受压弯曲应力得到提高。等离子体处理后的受压弯曲应力显著提高。70份木粉含量的木塑窗型材经等离子体处理后角部受压弯曲最大,为10.93 MPa。
2) 随着木粉含量的增加,WF/HDPE型材的焊接强度大幅度降低;提高焊接有效面积可使σc提高,在窗型材保温腔位置填充HDPE后型材的受压弯曲应力最大,σc达到22.4 MPa。
对比上述2种方法,采用焊接方式可以获得较高的角部连接强度,贴近塑料窗的加工工艺模式,易于操作,但更高强度的木塑部件连接方式还有待于深入研究。
[1] 郭玮,郭始光.关于建筑外门窗三项物理性能的思考[J].海南大学学报(自然科学版),2004,22(3):231-234, 238.
[2] Ashori A. Wood-plastic composites as promising green-composites for automotive industries[J]. Bioresource Technology, 2008,99(11):4661-4667.
[3] 丁晚景,吴从喜.木塑复合异型材及挤出模具设计[J].中小企业科技,2003,1(10):22-23.
[4] 李中秋.木塑窗的结构设计与制作工艺[D].哈尔滨:东北林业大学,2010.
[5] 刘杨,陶岩,吕新颖,等.难粘高分子材料的等离子体表面处理研究进展[J].粘接,2010,31(4):70-74.
[6] 李影,程瑞香,王清文,等.木塑复合材料的连接方式[J].林产工业,2010,37(1):43-45.
[7] 隋谭.AutoCAD软件在PVC-U型材焊接角破坏力计算中的应用[J].塑料科技,2008,36(9):56-59.
[8] Liu Y, Tao Y, Lv X Y, et al. Study on the surface properties of wood/polyethylene composites treated under plasma[J]. Applied Surface Science, 2010, 257(3):1112-1118.
[9] 杨安昌.塑料门窗技术手册[M].北京:机械工业出版社,2010:138-140.
[10] 顾继友.胶粘剂与涂料[M].北京:中国林业出版社,1999:16-17.
[11] 邸明伟,陶岩,王辉,等.等离子体处理木塑复合材的胶结耐水失效机制[J].建筑材料学报,2012,15(6):798-802.
(责任编辑 曹 龙)
Study on the Bonding and Welding of Wood Plastic Composite Window Corner
QIU Fei,WANG Wei-hong,WANG Hai-gang,WANG Qing-wen
(Key Laboratory of Bio-Based Material Science & Technology(Northeast Forestry University), Ministry of Education,Harbin Heilongjiang 150040, China)
In this article, two corner connection methods, cementing and weld of wood fiber-high density polyethylene (WF/HDPE) to composite window were investigated. The results showed that, when bonded by epoxy resin, the corner bending stress of WF/HDPE profile was improved with increasing wood component in profile. When the cross section of WF/HDPE profile was treated with plasma, corner bending stress was increased by 97.3%.When WF/HDPE profile was connected by hot welding method, corner bending stress decreased significantly as wood component increased. Enlarge the welding area could increase the corner bending stress. Filling the thermal insulation cavity of the window profile with HDPE could improve the corner bending stress of 22.40 MPa.
WF/HDPE composite;window profile;corner connection;bending stress.
2014-07-28
国家林业公益性行业科研专项项目(201204802)资助。
王伟宏(1968—),女,教授,博士生导师。研究方向:木塑复合材料。Email:weihongwang2001@yahoo.com.cn。
10.11929/j.issn.2095-1914.2015.01.017
S784
A
2095-1914(2015)01-0086-05
第1作者:邱飞(1989—),男,硕士生。研究方向:木塑复合材料。Email:fly96574@163.com。