刀具长度补偿功能在教学中的几点思考
2015-03-20钱丽丹
钱丽丹
(江西旅游商贸职业学院,机械工程系,江西 南昌 330100)
刀具长度补偿功能在教学中的几点思考
钱丽丹
(江西旅游商贸职业学院,机械工程系,江西 南昌 330100)
根据教学中出现的问题,分析了刀具长度补偿功能的格式、含义,阐述了在使用基准刀和非基准刀两种情况下刀具长度补偿功能设定的区别以及它们在实际中的应用。
刀具长度补偿 基准刀 区别 应用
例:如图所示零件,采用直径φ12mm立铣刀,用刀具补偿功能编程加工该零件的外形轮廓。

图1 零件的外形轮廓
程序如下:
O0001
N10 G54 G90 S1000 M03;
N20 G00 X-10 Y-10 Z50;定位于P0点
N30 Z2;
N40 G43 G01 Z0 F200 H01;设定刀具长度补偿,切深10mm至工件下表面
N50 G42 X-5 Y0 D01; P0→P,设定刀具半径补偿,D01中的值为6mm
N60 X10; P→A
N70 G02 X30 R10; A→B
·
·
·
O0002
N10 G54 G90 S1000 M03;
N20 G00 X-10 Y-10 Z50;定位于P0点
N30 Z2;
N40 G43 G01 Z-10 F200 H02;设定刀具长度补偿,切深10mm至工件下表面
N50 G42 X-5 Y0 D02; P0→P,设定刀具半径补偿,D02中的值为4mm
N60 X10; P→A
N70 G02 X30 R10; A→B
·
·
·
以上两个程序均是图1所示零件的加工程序,我们可以很容易看出,两程序中的N40条程序段Z坐标值不同,但都表示刀具刀位点向下切深10mm至工件下表面,那么,这两程序段该做何解释呢?
1.刀具长度补偿的格式及含义
G43--刀具长度正补偿
G44--刀具长度负补偿
G49--取消刀具长度补偿
指令格式
Z为目标点的编程坐标值,H为刀具长度补偿值的寄存器地址,后面一般用两位数字表示补偿量代号,补偿量a可以用MDI方式存入该代号寄存器中。
其中,
执行G43时,Z实际值=Z指令值+a
执行G44时,Z实际值=Z指令值-a
2.授课分析
实训课时,老师都会详细地给学生讲述刀具长度补偿功能的原理和刀具长度补偿该如何建立,这里不作讲述。然而,理论课时,老师如何用最简单的方法说明以上所提出的问题呢?
假设有两把刀具,T01为对刀的基准刀,另外一把是T02,图2是两刀具的外形简图。

图2 两刀具的外形简图
首先,O0001程序中,使用的刀具为T01。由于使用的是基准刀,若不设定刀具长度补偿(即当程序段N40为G01 Z0 F200),编程指令Z坐标值为0,那么刀具就运动到Z=0的位置。但题目要求我们切深10mm,因此可以通过设定刀具长度正补偿来实现(即程序段N40 G43 G01 Z-10 F200 H01),此时的刀具长度地址寄存器H01中的补偿值为a=-10mm,根据前面所讲执行G43时,Z实际值=Z指令值+a=0+(-10)=-10mm。刀具长度补偿设定前后如图3所示。
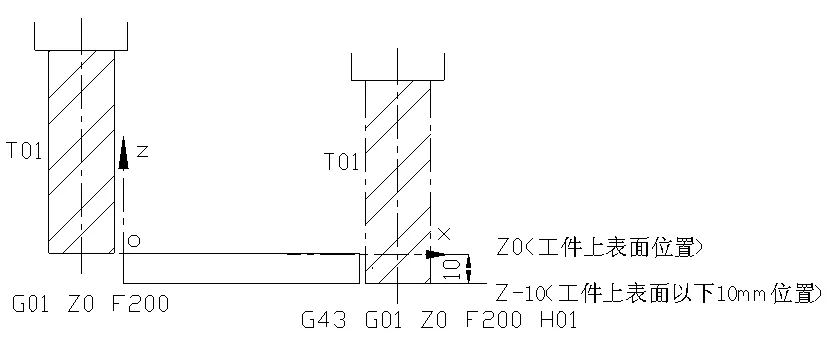
图3 刀具长度补偿设定前后
其次,O0002程序中,使用的刀具为T02。若不设定刀具长度补偿(即当程序段N40为G01 Z-10 F200),编程指令Z坐标值为-10,如果采用基准刀T01,它将按程序指令运动到z=-10mm的位置,但由于T02比基准刀T01短了15mm,那么刀具T02就只能运动到Z=5的位置。但题目要求我们切深10mm,因此可以通过设定刀具长度正补偿来实现(即程序段N40 G43 G01 Z-10 F200 H02),此时的刀具长度地址寄存器H02中的补偿值为a=-15mm。刀具长度补偿设定前后如图4所示。
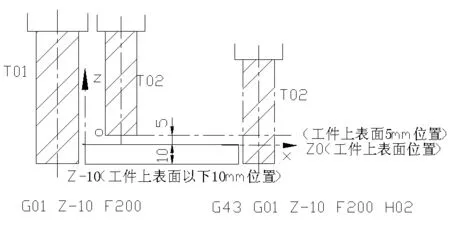
图4 刀具长度补偿设定前后
3.刀具长度补偿的应用
实际加工中运用刀具补偿的情况很多,下面列举一例来说明。
例如:铣削一模具型腔,要求切深15mm,如图5所示。

图5 铣削一模具型腔
由于刀具磨损等因素,加工后测得孔深为14.5mm,为保证尺寸,可以通过设定刀具长度补偿或通过MDI方式修改长度补偿值来实现,仍分两种情况进行说明。当用基准刀T01时,由于刀具磨损导致少切的0.5mm可以通过设定刀具长度补偿实现,切深方向的编程程序为G01 G43 Z-15 F150 H01,此时,刀具长度地址寄存器H01中的补偿值为-0.5mm。当用非基准刀T02时,由于刀具磨损导致少切的0.5mm可以通过MDI方式修改长度补偿值实现,切深方向的编程程序为G01 G43 Z-15 F150 H02,此时,刀具长度地址寄存器H02中的补偿值在原补偿值的基础上再加上一个偏移量-0.5mm.。
4.结论及意见
通过以上分析我们知道,使用刀具长度补偿功能首先要分清所用刀具是否是基准刀,其次要分清编程指令位置与要到达的目标位置的差距。由于我目前的教学对象为高职学生,同学们的基础知识相对薄落,学习主动性也较差,因此,要让学生很好地掌握这一功能,讲课时,尽可能详细有条理。以上是我的一些教学感受,希望与各位同仁分享。
[1]楼章华,等.数控编程与加工.江西高校出版社,2005(7).
[2]丁静.刀具长度补偿在数控加工中的应用.煤矿机械.第31卷第02期,2010.
[3]陈子银,等.数控加工技术.北京理工大学出版社,2006.
[4]谢晓红.数控机床编程与加工技术.中国劳动社会保障出版社,2007.
Somethinkings of tool length compensation function in teaching
QIAN Li-dan
(DepartmentofMechanicalEngineering,JiangxiTourism&CommerceVocationalCollege,JiangxiNanchang330100)
according to the question in teaching,analysis the formats and meaning of tool length compensation function,state the difference of tool length compensation function when using Benchmark tool and unBenchmark tool,and their application in fact.
tool length compensationBenchmark tool difference application
