数控机床精度检测及对刀装置
2015-03-19刘源
刘 源
(南京航空航天大学工程训练中心,江苏 南京 211106)
数控切削加工传统对刀方式有对刀仪对刀、手动试切法对刀两种方式。对刀仪价格昂贵,多配备于高档数控机床,对刀精度较高。试切法对刀简单易操作,但要求机床处于启动状态,存在一定安全隐患。操作不当,易发生安全事故。
试切法对刀目的是为了获取刀具在Z轴和X轴向的偏差补偿值。对刀精度受人为因素影响较大,直接影响数控车床的加工精度和加工零件的质量[6-8]。
用于普通车削加工和工程训练的数控机床,多为满足功能要求的普通数控机床,为降低成本,一般并未配备自动对刀仪。因此在使用过程中,基本都采用传统的手动试切法进行对刀。对于初次接触数控车床和缺少操作经验的人员,由于操作不熟练、紧张或疏忽大意等因素导致在试切工件进行对刀时,刀架移动速度、方向、位置等控制不准确,易出现撞刀现象,进而酿成事故。同时,由于普通数控车床多采用前置式、转塔式刀架,体积较大。操作人员在试切对刀时必须将头伸进机床的防护门(如图1所示)才能勉强看到刀尖试切情况,对人身安全构成威胁。
针对传统对刀方式在数控车削加工中的对刀困难及安全性问题,及现有对刀方式在对刀效率和装置成本等方面的不足,本文介绍了一种易操作、低成本的对刀装置。

图1 试切法对刀需探头观察存安全隐患
1 对刀装置的结构及特点
该对刀装置结构如下页图2所示,主要由主体、百分表(含触头)、上压盖、气泡水平仪等部分构成。2个百分表水平固定在一个由铝合金材料制成的壳体内;对刀装置上安装气泡水平仪,用以保证对刀装置在主轴卡盘上处于水平放置。装置的上盖上设计了一个方孔,以方便调节百分表的刻度盘。对刀时,用车刀刀尖与百分表的触头接触,并观察2个百分表上的指针读数,从而获取刀具在X轴、Z轴方向的偏置值。为了节省对刀时间,提高对刀效率,可更换百分表的触头,使其增大刀尖与触头的接触面积。
对刀装置具有的特点:
1)简单易操作。在使用过程中,只需将主体部分当做工件插入车床卡盘,即可进行Z轴和X轴方向的对刀调节,简单易操作。
2)安全稳定。相对于试切法手动对刀,本装置无需在机床启动的状态下,可以完成对刀操作;同时,在对刀过程中,操作者无需将头伸进床身内部观察对刀情况。这样提高了对刀操作的安全性,降低安全事故的发生率。
3)高效。将百分表的触头用较大的零部件代替,增大了刀尖和触头的接触面积,缩减对刀时间,提高对刀的效率。
4)成本低廉。本装置主要有主体部分和百分表构成,加工简单,相对于自动对刀仪,成本低廉。
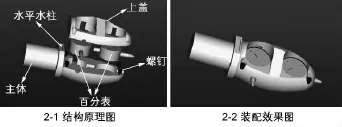
图2 对刀装置结构
2 对刀装置的使用方法
数控车削加工与普通车削加工的区别:普通车床加工零件时,操作者通过量具与机床手轮相互配合来确立刀具与工件的位置关系,当刀具位置不确定时,操作者可以随时加以调整;而数控加工过程中,工件是一次性装夹,一般是多刀位的连续加工,所以确定各刀具刀位点与工件的加工位置关系尤为重要,这一过程就是对刀。对刀操作就是获取刀具X轴、Z轴方向的偏置补偿值,对刀精度直接影响零件加工精度。
图3是对刀装置的实物图及在使用过程中的装夹图。对刀装置在使用前要进行调试:通过对百分表盘读数调试对零,事先获取两个百分表读值为零触头的X轴、Z轴机床坐标值。

图3 对刀装置实物及现场应用
假设Z轴方向长度为142mm,X轴方向直径是54mm。对刀装置调试完成后,开始对刀操作。将对刀装置装夹在数控车床三爪卡盘上,通过观察水平水柱并调节装置,直至水平水柱显示对刀装置放置水平。在无需启动主轴状态下,移动刀架,将刀具刀尖缓缓的靠近百分表触头。刀尖接触Z轴方向的百分表触头时,观察百分表指针,当指针指向预先调试好的位置时,将百分表上显示的Z轴方向数值读出,处理后输入对应的刀具偏置寄存器中。对刀装置触头对零时,距离卡爪面的长度(142mm)与零件毛坯实际要伸出的长度有一个差值。偏置寄存器中的数值即为该差值。如果毛坯需要伸出60mm,则此差值为142-60=82(mm)。则此时输入Z轴方向82mm于偏置寄存器,按下显示器上的测量键,保存Z轴方向的偏置值。此差值,也显示在数控车床的显示器上,可直接读出。
X轴方向对刀原理同上,刀尖接触到X轴上百分表触头,观察百分表读数。直到指针指向预先调试的位置时,直接在刀具偏置寄存器中输入X轴方向54mm,按下显示器上的测量键,X轴方向的偏置值就被输入保存。
3 对刀装置的应用效果和范围
将对刀装置进行性能测试。在本校工程训练中心3台不同数控车床上重复进行多次对刀实验,对比手工试切对刀结果与本装置对刀结果(如表1所示),X轴和Z 轴方向的误差均不超过0.1mm。在实验过程中,操作者无需将头伸进数控车床内部就能观察对刀过程中的轴向和径向误差,并作出实时调整,直至对刀结果满足数控车床的精度要求。

表1 两种对刀方式精度对比 mm
实验结果表明,该对刀装置在满足安全性的同时完全满足传统对刀方式对机床的精度要求。安全适用,具有很大的应用价值和推广价值。
该对刀装置还可以作为数控车床的刀架的重复定位精度和反向间隙精度的检测。目前在检测以上精度时通常都采用磁力表架和百分表来检测,这种方法会出现由于表座磁力不够或表架杆松动而引起测量过程产生误差。另外还要在对X方向进行检测后重新调节表座以及表杆的位置和方向,才能对Z方向进行检测。过程较为复杂,而采用该对刀装置装在卡盘上进行检测就可以避免上述问题,并且能够做到方便和快捷。
4 结语
针对传统对刀方式在数控机床对刀过程中存在的不足,设计了一款简单可靠的对刀装置。给出了该装置详细的结构设计,分析其使用原理和使用方法。利用该对刀装置在不同数控机床上进行了一系列对刀实验,同时结合企业使用的反馈效果,表明该对刀装置的对刀精度,对刀效率相对于传统的试切法对刀具有更多的优势。该对刀装置也可用于车床刀架重复定位精度和反向间隙精度的检测,具备简单、高效、安全、经济等特点。
[1] 魏学光.基于机器视觉的数控机床自动对刀技术研究[D].北京:北方工业大学,2014.
[2] 张传剑.基于非接触式的滚珠螺母内滚道磨削自动对刀技术研究[D].南京:南京理工大学,2013.
[3] 黄继永.数控车床用自动对刀仪的研究[D].沈阳:沈阳工业大学,2005.
