圆柱滚子数控加工自动送料装置的设计
2015-03-19万春芬卢舒心
万春芬,卢舒心
(湖北工程职业学院,湖北黄石435003)
0 引言
随着科学技术的不断发展,越来越多的企业倾向于采用各种机械化、自动化生产设备[1]。当加工小批量轴类产品时,能体现出数控车床自动化程度高、生产效率高等优点;但当大批量加工小型圆柱类零件时,需要耗费大量的时间和精力进行装料和卸料,导致生产效率低、劳动强度大[2]。本文以某企业遇到的实际问题为例,通过合理设计与产品特点相符的自动送料装置,来克服数控车床大批量加工小型圆柱类零件存在的弊端。
1 总体设计方案
某企业批量生产的某型号圆柱滚子,长度为22 mm,直径为8 mm,材料为轴承钢GCr15,需要在小型数控车床上进行车端面、打中心孔、倒角工序。该厂目前采用人工送料,手动装夹,工作效率低,人工成本高,迫切需要开发设计一套自动送料装置,以提高劳动生产效率和降低工人劳动强度。
分析圆柱滚子加工工序得出,要让机器代替人工送料,需要完成2 个主要步骤,一是稳定地为数控车床提供物料;二是将物料合理、有序地运送到合适位置,以便数控车床装夹。基于这样的分解步骤,分别设计供给和送料2套装置。供给装置的作用是源源不断地输送待加工的圆柱滚子;送料装置的作用是将待加工的圆柱滚子有序地运送到合适位置[3-4]。2套装置之间用摩擦系数较小的塑料波纹管连接,作为圆柱滚子的滑道,且波纹管进出两端具有一定的高度差,以保证圆柱滚子下滑过程中重力做功大于摩擦力做功。
圆柱滚子体积和质量相对较小,为放置更多的物料,可以将供给装置设计成漏斗形状。利用离心力原理,让物料随着漏斗底一起转动,一个个被“甩出”。送料装置利用气动原理让2 个汽缸合理配合运送圆柱滚子至合适位置。圆柱滚子被运送到合适位置后,通过数控系统控制的活动卡盘装夹圆柱滚子。自动送料装置总体设计方案如图1所示。
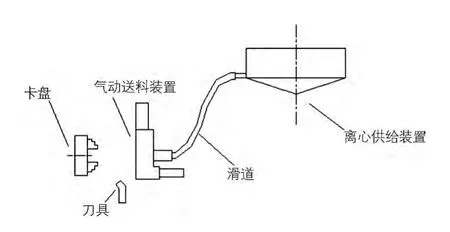
图1 自动送料装置总体设计方案示意图
2 供给装置的设计
联想生活中常见的“棉花糖机”,是利用离心力原理,机器底部以一定速度旋转,加工好的“棉花糖”由于离心力的作用,会附着在固定的机器壁上[5-6]。在这一模型的基础上,进行适当改造,便可用于圆柱滚子数控加工自动送料装置中。将底部设计成圆锥,这样不仅便于放置更多的物料,还可使圆柱滚子整齐排列在圆锥底板和固定漏斗壁间,而不需另设整列装置;增设导引滑槽,引导圆柱滚子正确进入波纹管[7-8],漏斗形离心供给装置结构简图如图2所示。
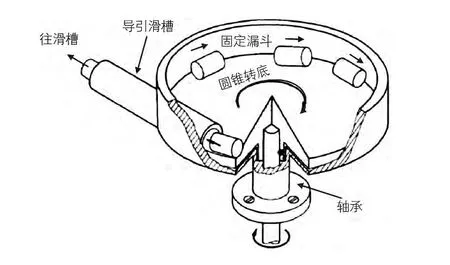
图2 漏斗形离心供给装置结构简图
供给装置的工作过程如下:圆锥底板以一定速度匀速旋转,圆柱滚子由于离心力的作用会贴着固定漏斗壁,又随着圆锥底板的旋转,会顺利进入导引滑槽中。适当调整圆锥底板的转速可以控制单位时间内进入波纹管的圆柱滚子的个数。为了进一步探讨离心供给装置在整个工作过程中能够顺利工作的条件,特对圆柱滚子的受力情况进行分析。
当圆柱滚子由于离心力的作用,整齐排列在圆锥底板和固定漏斗壁间,且满足滚子与圆锥转底产生的摩擦动力大于或等于滚子与固定漏斗壁产生的摩擦阻力时,才能运动至引导滑槽入口,用公式表示为:

式(1)中,m 为圆柱滚子质量;g 为重力加速度;f底和f侧分别为滚子与底面和侧面间的摩擦系数;w 为圆锥底板的角速度;r 为漏斗半径。
当圆柱滚子刚进入引导滑槽时,必须满足离心力大于滚子与引导滑槽间的摩擦阻力,才能使滚子顺利通过滑槽进入波纹管,用公式表示为:

式(2)中,f滑槽为圆柱滚子与引导滑槽间的摩擦系数。
该离心供给装置与圆柱滚子接触部分均采用相同材料制成,因此各摩擦系数均相等,摩擦系数约为0.2;漏斗半径设计成200 mm。分别将已知相关数据代入式(1)和式(2)中计算得到,供给装置圆锥底板的角速度w 在3.13 ~7 rad/s 之间比较合适。超出这个范围之外,圆柱滚子不能由离心供给装置顺利供料。
3 气动送料装置的设计
待加工的圆柱滚子经塑料波纹管传递后,进入气动送料装置,需合理、有序地运送到合适位置。经过多次实践和改进,设计的送料装置可以满足需求。气动送料装置机构简图如图3所示,其由基座、滑块、盖板3 部分及2 个汽缸组成,具有结构简单、成本低廉、制造安装方便等优点。气动送料装置工作流程如图4所示。气动送料装置具体工作过程如下:圆柱滚子首先进入基座的圆柱孔,后续还有圆柱滚子进入,推动前一个滚子继续向前运动。当滑块处在最顶端位置时,滚子刚好进入滑块的圆柱孔中。由数控系统控制2 个汽缸的进气与排气,产生气压,从而控制推杆移动。随着汽缸1 运动产生向下的推力,推杆1 和滑块向下运动,直至最底端。接着汽缸2 运动产生向左的推力,推杆2 向左移动,将滑块中的圆柱滚子推至盖板的圆柱孔。然后数控系统控制的移动卡盘完成对圆柱滚子的装夹。最后汽缸2 和汽缸1 依次分别产生向右和向上的推力,带动滑块和推杆2 回到初始位置,准备进行下一次送料,如此周而复始地相互配合,完成对圆柱滚子的自动送料。
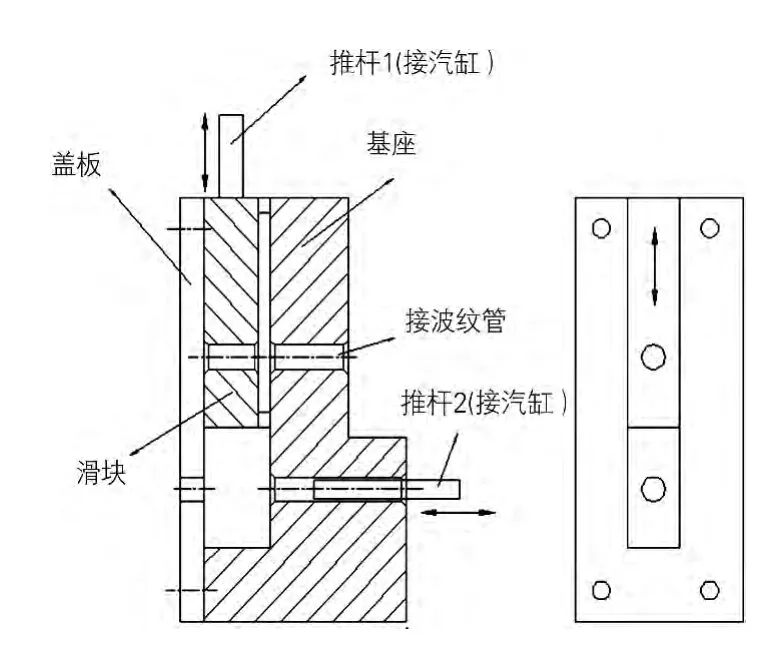
图3 气动送料装置机构简图
2 个汽缸的工作参数选取是否正确直接影响气动送料装置的正常运行。引入压力公式:

式(3)中,P 为压强,一般工业用气压强在0.6 ~0.9 MPa;F 为压力;S 为横截面积。
汽缸1 产生向上的拉力,带动滑块回到顶端的过程,需要气缸产生的压力为整个工作周期中的最大值,必须保证此时压力大于滑块自身重力和运动过程产生的摩擦力之和。
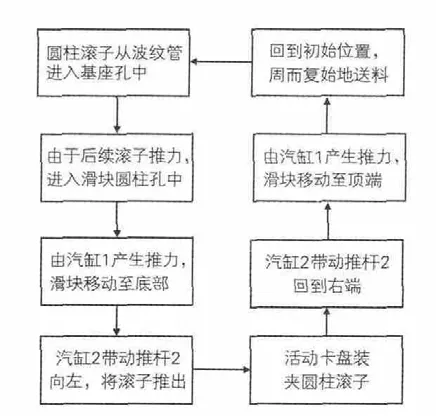
图4 气动送料装置工作流程图
查阅滑块材料45 号钢的密度,根据滑块的设计尺寸,由质量计算公式,可以大致估算出其质量不超过0.25 kg。滑块与其他部件接触部分都采取了润滑措施,故而摩擦力不大。由此估算滑块上升过程中自身重力和摩擦力之和不超过3 N。由此汽缸1 产生的压力F大于3 N 便可正常工作。
根据以上分析过程和公式(3)可知选取缸径为Ø32 mm、工作行程为50 mm 的汽缸可以满足前述要求。汽缸2 只需带动推杆2 将圆柱滚子推出滑块即可,所需推力很小,选取跟汽缸1 同样参数的汽缸定能满足工作需求。
4 使用范围和注意事项
1)通过调整供给装置中圆锥底板转速、导引滑槽尺寸、气动送料装置中滑块和基座圆柱孔尺寸,可以适用不同尺寸的圆柱滚子数控加工的自动送料。
2)本自动送料装置经适当改造,还可以应用于圆柱销、活塞销等,在结构简单的小型圆柱类零件加工中,具有一定的推广意义。
3)轴承生产企业将该装置合理安装后,还需要调试数控程序,使各部分协调合作,经试运行正确无误后,再投入正式生产。
5 结束语
使用该圆柱滚子数控加工送料装置,提高了自动化程度的同时节省了人力,工作效率高且运行平稳,具有结构简单、使用方便的优点,适宜推广使用。
本装置还可以从以下几个方面进行改进,如增设为供给装置添料的输送带,进一步提高自动化程度;试验尺寸相差不大的不同类型圆柱滚子,统计可使本装置正常工作的相关数据,形成一套参考标准,减少用户调试时间[9-10]。
[1]张侃楞.木地板加工机床自动送料装置的设计[J].机械工程师,2014(12):3-5.
[2]黄信兵,刘小娟.一种数控车床自动送料装置的设计研究[J].组合机床与自动化加工技术,2013(5):111-113.
[3]张伦,腾飞.新型滚子自动送料器[J].轴承,2013(9):20-22.
[4]赖耿阳.自动机械供输装置图集[M].台湾:复汉出版社,2000:8-9.
[5]赵夫超,江建刚.一种冲床自动送料装置的设计与研究[J].机械工程师,2013(9):23-25.
[6]张云华.辊式自动送料装置的设计[J].长江大学学报(自科版)农学卷,2007,4(2):101-103.
[7]张天嘉.新型暖气炉、锅炉控温自动送料器[J].中国科技教育,2013(3):26-27.
[8]尹承秀.新型全自动圆柱滚子研磨抛光生产线原理初探[J].轴承工业,2005(12):30-31.
[9]刘玉湘,田丰果,王自勤,等.凸轮新型滚子从动件胶合校核及其改善措施[J].制造业自动化,2014(22):35.
[10]张丽.高速铁路轴承滚子半自动车床的改造[D].哈尔滨:哈尔滨工程大学,2009.
