镁合金表面氩弧熔覆Al-Si基SiC复合涂层组织及耐磨性
2015-03-17孟君晟齐兴权周志文李冬
孟君晟,齐兴权,周志文,李冬
(黑龙江科技大学材料科学与工程学院,哈尔滨150022)
0 引言
镁合金作为一种轻质材料,具有良好的导热和减震性能,已广泛应用于汽车、航空航天等领域[1-3]。AZ31B是较为常用的商业镁合金,适合制造飞机和汽车的结构部件,如气缸头,气囊外壳,方向盘等[4]。以往,研究人员对AZ31变形镁合金较为关注的是其组织演变及性能。为了进一步提高其应用领域和耐蚀耐磨性能,许多学者开始利用表面强化技术对AZ31镁合金进行表面改性,如金属镀膜、气相沉积、离子注入、激光熔覆、微弧氧化等[5-11],其中应用较多是激光熔覆技术。崔泽琴等[12-13]利用激光熔覆技术在AZ31镁合金表面制备了Cu-Ni合金层、Al2O3-TiO2复合涂层,提高了AZ31镁合金的耐腐蚀性能和耐磨损性能;冯辉等[14]利用激光熔覆技术制备出SiC增强Al-Si基复合涂层,涂层的显微硬度可达216HV0.2。但这些表面强化方法存在能耗高、污染大或成本高,涂层质量差等不足,限制了推广和规模化生产。氩弧熔覆技术是一种新兴的表面强化技术,主要特点是能量相对集中,氩气保护,设备价格低、易于操作,目前在钢铁材料表面强化方面有一定的应用[15-18],但作为镁合金材料表的面强化方法尚未见文献发表。笔者利用氩弧熔覆技术,选用铝-硅合金粉末和碳化硅粉作为熔覆材料,在AZ31B镁合金表面制备出耐磨涂层,并对复合涂层的显微组织结构和摩擦磨损性能进行研究。
1 涂层制备与检测
1.1 涂层的制备
基体材料选用AZ31B镁合金板,加工为60 mm×20 mm×15 mm试样,表面用砂纸打磨,去除表面氧化膜,用丙酮进行清洗处理。熔覆材料选用Al-Si合金粉末和SiC粉末,其中SiC的纯度为99.9%,粒度约为48 μm,选定总质量为5 g,SiC的粉末的质量占总质量的10%。将选定的熔覆粉末在球磨机中进行球磨混合5 h,将混合好的粉末用胶水调成均匀的黏稠状,涂覆于基体试件上,预涂覆层厚度约为1 mm,压实后置于室温通风处进行自然干燥24 h,然后在DHG-9070A型干燥箱中150℃烘干2 h。选用MW3000型数字化焊机进行熔覆实验,工艺参数为:电流100 A,电压15 V,气体流量9 L/min,熔覆速度2 mm/s。
1.2 涂层的检测
涂层的制备熔覆涂层的横截面金相试样,做水砂磨光和MgO溶液抛光处理等程序,使用4%的草酸溶液进行腐蚀。利用Bruker D8 Advance型X射线衍射仪作物相分析;采用Zeiss Axio Lab.A1光学显微镜、Cam Scan MX2600型热场发射扫描电子显微镜对涂层进行显微组织分析。由显微维氏硬度计(MHV2000型)测试熔覆涂层的显微硬度。采用干滑动摩擦磨损实验机(MMS-2B型)进行室温磨损实验,对磨试样为淬火态的GCr15(硬度为55HRC),磨损实验参数:载荷为50 N,时间10 min,下对磨试样转数为200 r/min。测量磨损失重,利用相对耐磨性εs来评价涂层的摩擦磨损性能。

式中:Bb——熔覆涂层的磨损失重,g;
Ba——基体的磨损失重,g。
2 结果与讨论
2.1 涂层物相组成
图1为氩弧熔覆SiC增强Al-Si基涂层X射线衍射图谱。熔覆层主要为Mg2Si、Mg2C3、Mg17Al12、Al3.21Si0.47,没有明显的SiC峰出现。这是因为氩弧熔覆过程中,熔池温度达到SiC分解的温度,而Si原子扩散能力远小于C原子,存在Si原子富集区和C原子富集区,在Si原子富集区会有Al3.21Si0.47和Mg2Si析出;在C原子富集区则会生成Mg2C3,这与文献[14]获得的结果一致。
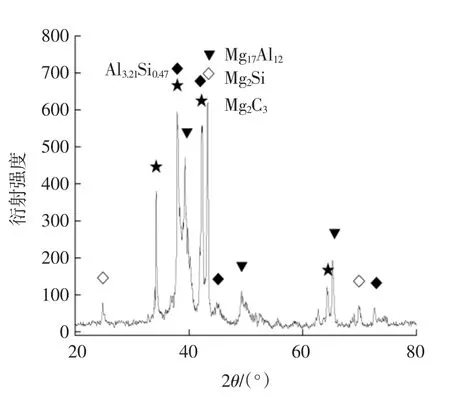
图1 氩弧熔覆涂层X射线衍射图谱Fig.1 XRD pattern of composite coating by argon arc cladding
2.2 涂层组织分析
氩弧熔覆SiC增强Al-Si基涂层横截面光学照片如图2所示。从图2中可看出,熔覆层与基体界面间没有缺陷,达到良好的结合。图3所示为图2顶部(A)、中部(B)、底部(C)的扫描电镜照片及能谱分析位置。

图2 熔覆层横截面形貌光学显微照片(100×)Fig.2 Cross-section microstructure of composite coating of coating

图3 熔覆层SEM形貌及能谱分析Fig.3 SEM micrographs and energy spectrum showing microstructure of coating
图3a为顶部组织形貌,主要是以不规则的白色颗粒状形式存在,尺寸为8~10 μm,Spectrum2位置能谱分析可知,这种物质主要由Mg(15.41%)、Si(2.12%)、C(20.15%)、Al(62.32%)等元素组成,说明熔入的SiC发生分解生成新的物相;从图3b可知,中部有黑色块状物相析出,尺寸为2~5 μm,分布较为均匀,由Spectrum2位置能谱分析可知,黑色物相主要含有Al(56.28%)、Mg(10.29%)、Si(24.28%)、C(33.43%)元素;由能谱分析可知,黑色颗粒中含有较多的Al、Si和C元素,而白色颗粒中Si的含量较少,结合XRD分析,白色物质可能是Mg17Al12化合物,黑色颗粒状物质可能为Al3.21Si0.47;镁铝合金化合物的密度低于铝硅合金,易于上浮到表面。图3c所示为底部组织形貌,主要是由树枝晶构成,熔覆层组织形貌的形成影响因素是温度梯度G与凝固速度R的比值。熔覆层组织尺寸大小主要受冷却速度的影响,在熔池的底部靠近基体,导热速度较快,温度梯度大,G/R比值大,凝固由底部向表面生长,当G/R比值减小时,组织发生变化,由平面晶-胞状晶-树枝晶进行转变[19]。另外,在氩弧熔覆过程中,熔池上部直接受电弧作用,造成SiC颗粒熔化分解生成其他物相,由于获得的新物相密度小,有上浮的趋势,因此在熔池底部黑色颗粒相少,熔覆层中上部黑色颗粒分布均匀。
图4为氩弧熔覆SiC涂层显微硬度分布曲线。

图4 熔覆层显微硬度曲线Fig.4 Microhardness profile of argon shielded arc clad coating
从图4中可以看出,熔覆层能达到2 mm,且有较高的平均硬度,可达2.5 GPa,是AZ31B镁合金4倍以上,且涂层的硬度分布平缓,热影响区的显微硬度有所提高。熔覆层生成了分散均匀的铝硅化合物和镁硅化合物,尺寸细小,提高了熔覆层的硬度。由于熔池温度高,热量通过结合界面传导到基体,当温度达到350℃时,镁合金基体会发生较为充分的再结晶,形成的晶粒大小均匀稳定,硬度有所提高[20]。熔覆层硬度升高主要的强化机制:一是由于氩弧熔覆是快热快冷过程,使得晶粒细小,达到细晶强化;二是在涂层中固溶了Al、Si等元素,起到了固溶强化的作用;三是在涂层中形成了金属间化合物,阻碍了基体的位错运动[21],从而得到强化。
2.3 涂层摩擦磨损分析
在相同的摩擦磨损条件下,熔覆涂层磨损失重为0.153 g,AZ31B镁合金基体磨损失重为0.761 g,根据相对耐磨性计算公式可以得出,熔覆涂层的耐磨性较AZ31B镁合金基体提高近5倍。
图5为AZ31B镁合金基体与熔覆层摩擦系数随摩擦时间的变化曲线;由图5可以看出,基体的平均摩擦系数大约是0.7,而10%SiC的熔覆层摩擦系数约为0.57,摩擦系数明显降低。在载荷作用下随摩擦时间的增长,AZ31B镁合金表面温度会升高,由于其硬度低,导致黏着倾向增大,而摩擦系数的大小与摩擦副之间黏着程度有关,因此,基体表面摩擦系数高;相对于镁合金基体而言,氩弧熔覆SiC复合涂层具有较高的显微硬度,在与摩擦副GCr15接触的过程中,黏着程度大幅度下降,涂层中硬质相细小,与基体具有良好的强韧性的配合,使得摩擦系数降低,耐磨性提高。
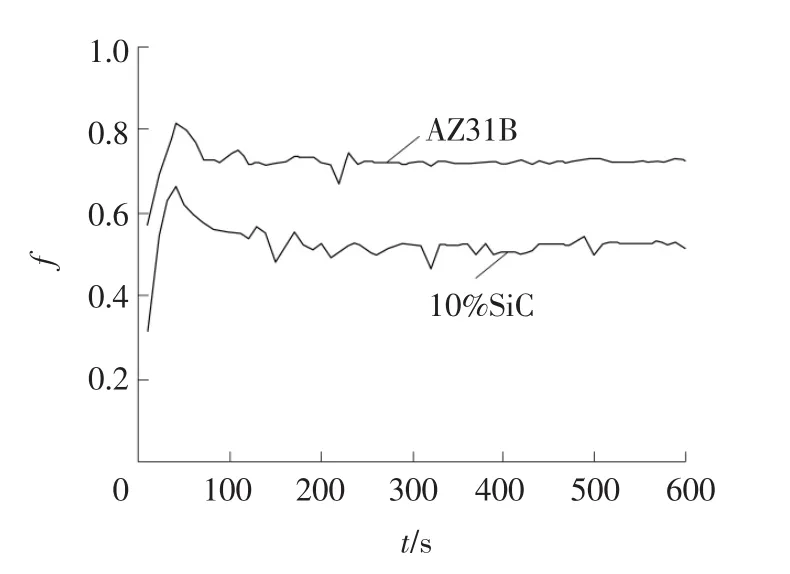
图5 AZ31B镁合金与熔覆层相对耐磨性Fig.5 Wear resistance comparison between AZ31B magnesium alloy and coating
AZ31B镁合金基体与熔覆层磨损表面形貌见图6。图6a为AZ31B镁合金基体磨损形貌。从图6a可知,基体AZ31B镁合金表面黏着程度严重。在GCr15钢与AZ31B镁合金表面相互接触过程中,GCr15钢表面微凸体会与镁合金表面的微凸体形成接触点,由于镁合金基体的硬度极低,所以这些接触点会发生塑性流动而形成黏着接点,接点在运动方向上长大并被剪断,同时又会形成新的接点。如此反复下去,整个表面布满了被剪断的接点和转移的磨屑,使大片的材料从基体表面剥落和磨屑附着在基体表面。这是黏着磨损的重要特征,说明AZ31B镁合金在干滑动摩擦磨损作用下主要的磨损机制是黏着磨损。图6b所示为氩弧熔覆SiC涂层的磨损表面形貌。从图6b中可以看出,熔覆涂层表面比较光滑,黏着程度较轻,只有部分磨屑附着在表面,表面有一定的犁沟,其磨损机理主要是磨粒磨损。从磨损表面形貌进一步验证了摩擦系数降低耐磨性提高的结果。分析原因主要是由于熔覆涂层表面生成了强化相,并且强化的尺寸细小,分布均匀,使涂层获得细晶强化和弥散强化,使涂层的硬度得到提高。在50 N载荷作用下,GCr15表面微凸体难以有效的压入到涂层的表面,在与涂层的相互接触中,无法形成黏着接点,使得黏着磨损状况大幅度下降,在表面的磨损情况来看,主要是微凸体对表层的切削作用,使表层形成了一道道犁沟,从而判定氩弧熔覆层的主要磨损机制是磨粒磨损。
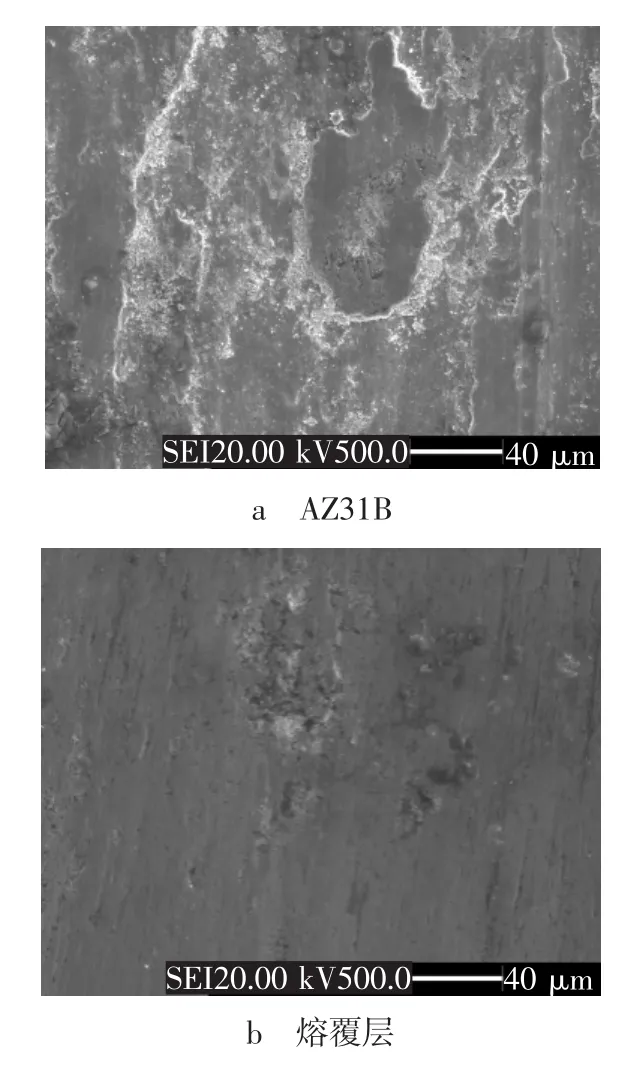
图6 AZ31B镁合金与熔覆层磨损表面形貌Fig.6 Micrographs showing worn surface morphology of AZ31B magnesium alloy and coating
3 结论
(1)采用氩弧熔覆技术,以SiC粉和Al-Si粉为原料,制备Al-Si基熔覆层,熔覆层与基体结合良好,在熔覆区及结合界面没有发现气孔、夹杂、裂纹等缺陷。
(2)涂层主要有黑色的块状相组成,尺寸为2~5 μm,分布较均匀,氩弧熔覆层物相组成为Mg2Si、Mg2C3、Mg17Al12、Al3.21Si0.47。
(3)氩弧熔覆层平均硬度可达2.5 GPa,在室温干滑动摩擦磨损条件下,熔覆层的摩擦系数仅为0.57,耐磨性能比基体提高近5倍。
[1] AGHION E,BRONFIN B.Magnesium alloys development towardsthe 21st century[J].Mater Sci Forum,2000(3):350-351.
[2] MORDIKE B L,EBERT T.Magnesium properties-applications potentiall[J].Mater Sci Eng,A,2001(1):37-42.
[3] 钟皓,刘培英,周铁涛.镁及镁合金在航空航天中的应用及前景[J].航空工程与维修,2002(4):41-42.
[4] ZHANG G Y,LUO Z C,ZHANG H,et al.Ignition-proofmechanism of magnesium alloy added with rare earth La from first-principle study[J].Rare Earths,2012,30(6):573.
[5] DAS S,MORALES A,ALPAS A.Microstructural evolution during high temperature sliding wear of Mg-3%Al-1%Zn(AZ31)alloy[J].Wear,2010,268(2):94-103.
[6] PARK C H,OH C S,KIM S.Dynamic recrystallization of the H-and O-tempered Mg AZ31 sheets at elevated temperatures[J].Materials Science and Engineering:A,2012,542(1):127-139.
[7] HABIBNEJAD KORAYEM M,MAHMUDI R,GHASEMI H et al.Tribological behavior of pure Mg and AZ31 agnesium alloy strengthened by Al2O3nano-particles[J].Wear,2010,268(4):405-412.
[8] TIAN X B,WEI C B,RICKY K Y.Corrosion resistance improvement of magnesium alloy using nitrogen plasma ion implantation[J].Surface&Coatings Technology,2005,198(3):454-458.
[9] HIKEMET ALTUN,SADRI SEN.The effect of PVD coating on the corrosion behavior of AZ91 magnesium alloy[J].Materials and Design,2006,27(5):1174-1179.
[10] 高亚丽,熊党生,王存山,等.医用镁合金激光熔覆羟基磷灰石涂层初探[J].特种铸造及有色金属,2009,29(4):131-136.
[11] LIANG JUN,GUO BAOGANG,TIAN JUN,et al.Effects of NaAlO2 on structure and corrosion resistance of micro-arc oxidation coatings formed on AM60B magnesium alloy in phosphate-KOH electrolyte[J].Surface&Coatings Technology,2005(2):121-126.
[12] 崔泽琴,吴宏亮,王文先,等.AZ31B镁合金表面激光熔覆Cu-Ni合金层[J].中国有色金属学报,2010,20(9):1665-1670.
[13] 崔泽琴,吴宏亮,王文先,等.镁合金表面激光熔覆Al-Si/Al2O3-TiO2复合涂层界面特征及耐磨性[J].中国激光,2011,38(6):2-6.
[14] 冯辉,崔泽琴,王文先,等.镁合金表面激光熔覆Al-Si基纳米SiC复合涂层的组织及性能[J].应用激光,2012,32(1):13-17.
[15] 徐峰,李文虎,艾桃桃,等.Q235钢表面氩弧熔覆TiC复合涂层的组织与性能[J].表面技术,2013,41(5):53-55.
[16] 孟君晟,王振廷,邝栗山,等.氩弧熔敷原位自生TiC增强Ni基复合涂层的显微组织及工艺[J].中国表面工程,2009,22(1):33-36.
[17] 丁天,孟君晟,乔盛楠,等.35CrMnSi表面氩弧熔覆原位自生TiC复合涂层的组织及耐磨性[J].表面技术,2014,43(5):53-55.
[18] 董刚,严彪,李翔,等.TiC增强铁基熔覆层制备方法的研究进展[J].表面技术,2009,38(1):69-72.
[19] 彭成章,张小波.激光熔覆镍基纳米Al2O3复合涂层的组织和摩擦性能[J].矿冶工程,2008,28(6):107-109.
[20] 蒋永锋,包晔峰,郁中太.不同退火条件下AZ31镁合金的组织和硬度分析[J].材料热处理技术,2009,38(4):9-11.
[21] 杨涛,宋丹丹.汽车用AZ31镁合金激光熔覆Al-Si涂层的组织与性能[J].金属热处理,2014,39(12):118-121.