线性摩擦焊接头形成过程及机理
2015-03-17张传臣张田仓季亚娟黄继华
张传臣,张田仓,季亚娟,黄继华
(1 北京航空制造工程研究所 航空焊接与连接技术航空科技重点实验室,北京 100024; 2 北京科技大学 材料科学与工程学院,北京 100083)
线性摩擦焊接头形成过程及机理
张传臣1,张田仓1,季亚娟1,黄继华2
(1 北京航空制造工程研究所 航空焊接与连接技术航空科技重点实验室,北京 100024; 2 北京科技大学 材料科学与工程学院,北京 100083)
分析了异质钛合金线性摩擦焊接头焊合线近域组织结构,结合飞边形貌及组织特点,探讨了线性摩擦焊接头的形成机理。结果表明,在线性摩擦焊接过程中摩擦界面温度超过钛合金基体材料相变点,焊后摩擦界面两侧均有高温塑性层残留并发生再结晶,焊缝区为完全再结晶组织,TC11侧焊缝区为细小针状组织,TC17侧焊缝区为亚稳态β组织。异质钛合金线性摩擦接头形成机理研究表明,在线性摩擦焊接过程中以及焊后摩擦界面始终存在,界面两侧的高温黏塑性金属没有发生机械混合,界面两侧原子发生了扩散迁移现象,在接头结合界面处形成扩散过渡区。摩擦焊通过扩散与再结晶的共同作用形成焊接接头。
线性摩擦焊;界面;形成机理;扩散
航空发动机是飞机的心脏,其推重比是影响飞机机动性能的关键因素,减重是提高发动机推重比的一个重要途径。“整体叶盘”结构是提高推重比的关键件之一,这种结构无需榫头、榫槽,盘的轮缘径向高度、厚度及叶片原榫头部位尺寸均明显减少,减重效果显著,且结构明显简化[1-3]。线性摩擦焊(Linear Friction Welding, LFW)是整体叶盘的一种新型焊接方法,由于其焊接接头质量高、再现性好、焊接效率高,还可以对损坏的单个叶片进行修理,已成为焊接高推重比航空发动机整体叶盘最优的焊接方法之一[4-8]。目前,国外的相关发动机生产商已成功将线性摩擦焊技术用于生产发动机涡轮。
线性摩擦焊焊接过程中,移动工件在液压力作用下稳步向振动工件靠近,当两工件接触后,在摩擦压力作用下,摩擦界面上的凸起部分首先发生摩擦、黏结与剪切,并迅速产生大量摩擦热。随着摩擦的继续,实际接触面积进一步增大,摩擦力迅速升高,摩擦界面温度也随之快速上升,在热激活作用下,界面近域的高温黏塑性金属中的组元发生快速扩散、迁移。同时在摩擦压力作用下,摩擦界面处的高温黏塑性金属被挤出界面形成飞边,试件缩短量逐渐增大。当摩擦界面的温度达到动态平衡以后,缩短量均匀变化,界面温度不再升高。在顶锻过程中,焊合区原子通过相互扩散与再结晶,使两侧金属牢固焊接在一起,从而完成整个焊接过程[9-15]。
但是,对于线性摩擦焊接头的形成机理缺乏全面系统的认识,缺少微观机理的数据支撑,而研究接头的形成机理对指导实际焊接生产,改善接头组织与性能具有重要理论指导意义。
本工作以航空发动机双性能盘常用材料TC11和TC17异质钛合金线性摩擦焊接头为对象,研究线性摩擦焊接头的形成过程及机理。
1 实验材料及方法
本实验中TC11钛合金组织为等轴的α和针状(α+β),如图1所示。TC17钛合金组织为双态组织,由等轴α+网篮的(α+β)组成,如图2所示。
TC11和TC17试件摩擦面的尺寸均为75mm×20mm,焊接实验在北京航空制造工程研究所研制的LFW-1型线性摩擦焊机上进行。

图1 TC11母材组织形貌Fig.1 Micrograph of TC11 base metal

图2 TC17母材组织形貌Fig.2 Micrograph of TC17 base metal
图3为线性摩擦焊原理示意图,焊后施加顶锻力。主要焊接参数为振幅4.2mm,摩擦时间5s,摩擦压力60MPa,频率30Hz。

图3 线性摩擦焊原理示意图Fig.3 Schematic diagram of LFW
2 实验结果及分析
焊后试样宏观形貌如图4所示,焊缝结合界面边缘处形成了大量飞边。

图4 接头宏观形貌Fig.4 Macrograph of the joint
图5为振动方向一侧飞边低倍组织形貌。从图5可以看出,两侧基体在摩擦过程中产生的高温黏塑性金属在摩擦压力作用下被一起挤出界面,且在被挤出过程中,在往复摩擦压力作用下高温黏塑性金属没有发生完全混合现象,结合界面清晰可见。同时还可以发现,在飞边形成过程中TC11界面产生的飞边量多于TC17侧。
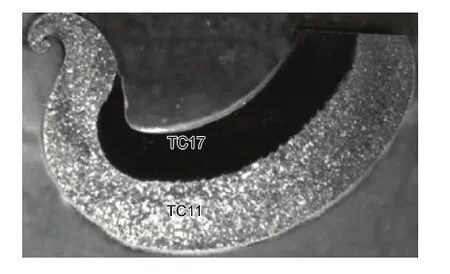
图5 TC11+TC17飞边低倍形貌Fig.5 Macrograph of the flash
图6为TC11+TC17接头形貌图片,可以看出,结合界面两侧分为明显的三个区,焊缝区(WZ),热力影响区(TMAZ)和母材区(BM)。

图6 TC11+TC17接头形貌Fig.6 Morphology of TC11+TC17 joint
图7为接头结合界面显微结构图片,与母材组织相比,界面两侧焊缝组织均发生了明显的再结晶。TC11由原始的等轴组织变为典型的针状组织,TC17侧焊缝形成了亚稳态的β晶粒,且在结合界面处形成了共生晶粒。仔细观察可以发现在结合界面处存在宽度为5~8μm的组织过渡区,过渡区内的组织比焊缝组织更加细小,为界面近域典型原子扩散提供了快速通道[2,3]。
图8为TC11+TC17线性摩擦焊接头飞边结合界面高倍显微结构形貌。可以看出,在高倍下异质钛合金的飞边界面依然存在,界面两侧高温黏塑性无明显的机械混合现象,从图8(a)光学显微镜照片中可以发现金属在界面处形成了共生晶粒。从图8(b) SEM照片中可以发现,在界面结合处存在较窄的细小组织过渡区。高温黏塑性金属在形成过程中经历了严重的塑性变形,且焊后飞边组织并不是变形组织,而是再结晶组织,其显微结构与焊后接头结合界面显微结构完全相同,结合界面均没有消失,TC11侧为细小针状组织,TC17侧为亚稳态β组织,且在结合界面处均形成了组织过渡区,说明摩擦焊接头组织是残留在摩擦界面处的高温黏塑性金属焊后再结晶形成的。
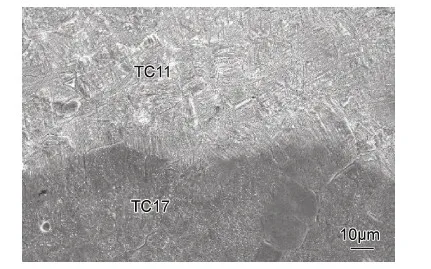
图7 TC11+TC17接头结合界面显微结构Fig.7 Microstructure of TC11+TC17 joint interface

图8 TC11+TC17接头飞边显微结构 (a)光学显微镜照片;(b)扫描电镜照片Fig.8 Microstructures of TC11+TC17 flash (a)OM;(b)SEM
由于结合界面处存在组织过渡区,初步判断是由于焊后组元快速扩散形成的元素扩散过渡区。鉴于TC11和TC17基体中合金组元较多,且组元之间在扩散过程中会产生相互影响,为了尽可能减少组元间的相互作用,并体现摩擦接头中组元的扩散行为,本工作采用组元相对较少的TC4与TA0进行线性摩擦焊,焊后分别急冷和空冷,并对结合界面近域典型元素浓度进行检测,典型元素浓度检测结果如图9所示。从图中可以看出,淬火后结合界面近域典型元素Al和V的过渡区在3μm左右,而空冷接头结合界面Al和V的过渡区在6μm左右。通过对焊后元素过渡区的对比可以发现,焊接停止以后,空冷接头结合界面近域原子越过界面快速扩散,形成了一定的扩散过渡区,而淬火接头由于冷却速率较快,导致原子扩散所需的驱动力快速减小,因此形成的扩散过渡区较窄。说明在异质钛合金线性摩擦焊结合界面处的组织过渡区为焊后界面原子快速扩散形成的扩散过渡区。
在整个摩擦焊接过程中,摩擦界面不断更新。焊后由于界面温度较高,且在形成过程中残留的少量高温塑性层经历了严重的塑性变形,原始晶粒破碎,组织被大大细化,塑性层中的原子被充分激活,原子很容易跨过界面进行扩散。图10为焊后残留高温黏塑性金属结合界面近域原子扩散示意图。从图10可以看出,界面两侧残留塑性层中的原子越过界面进行互扩散。

图9 TC4+TA0线性摩擦焊结合界面近域原子浓度分布 (a)焊后淬火;(b)焊后空冷Fig.9 The atomic concentration of TC4+TA0 LFW joint at the interface (a)quenching after welding;(b)air cooling after welding

图10 结合界面原子扩散示意图Fig.10 Diffusion sketch map at the bonded interface
焊后接头各区分布如图11所示。异质材料焊接时,原子互扩散后,由于界面两侧基体组元存在浓度差,在结合界面处形成了明显的元素扩散过渡区,且原始摩擦界面不会消失。由于塑性层经历了严重变形,且在变形过程中会产生大量的微观缺陷,焊后界面温度很高,因此形核率很快,高温黏塑性金属完全发生再结晶,形成再结晶区,即焊缝区(WZ)。热力影响区因变形温度较低,低于基体材料相变点,其组织主要为变形组织。

图11 摩擦焊接头焊后各区分布示意图Fig.11 Sketch map of the joint zone after welding
3 结论
(1)焊后结合界面处有高温塑性层残留,结合界面两侧的原子通过相互扩散在结合界面处形成扩散过渡区。
(2)线性摩擦焊接过程中,焊缝区为完全再结晶组织,界面温度超过钛合金基体材料的相变点。
(3)摩擦焊通过扩散与再结晶的共同作用形成焊接接头。
[1] VAIRIS A,FROST M.Modelling the linear friction welding of titanium blocks [J]. Materials Science and Engineering: A,2000,292:8-17.
[2] WANJARA P, JAHAZI M.Linear friction welding of Ti6Al4V:processing,microstructure,and mechanical-property inter-relationships [J]. Metallurgical and Materials Transactions: A, 2005,36(8): 2149-2164.
[3] LANG B,ZHANG T C,LI X H, et al. Microstructural evolution of a TC11 titanium alloy during linear friction welding[J].Material Science,2010,45:6218-6224.
[4] KARADGE M,PREUSS M,LOVESS C, et al. Texture development in Ti-6Al-4V linear friction welds[J].Materials Science and Engineering: A,2007,459:182-191.
[5] OLA O T,OJO O A,WANJARA P,et al. Enhanced resistance to weld cracking by strain-induced rapid solidification during linear friction welding [J]. Philosophical Magazine Letters,2011,91(2):140-149.
[6] SORINA-MIILLER J,RETTENMAYR M,SCHNEEFELD D,et al. FEM simulation of the linear friction welding of titanium alloys[J].Computer Materials Science,2010,48:749-758.
[7] LI W Y,MA T J,LI J L. Numerical simulation of linear friction welding of titanium alloy: effects of processing parameters[J].Materials and Design,2010,31:1497-1597.
[8] ROTUNDO F,CESCHINI L,MORRI A ,et al.Mechanical and microstructural characterization of 2124Al/25vol%SiCp joints obtained by linear friction welding(LFW)[J].Composites:Part A,2010,41:1028-1037.
[9] 马铁军,杨思乾,张勇,等.TC4线性摩擦焊接头的力学性能及组织变化特点[J].焊接学报,2007,28(10):17-20.
MA Tie-jun,YANG Si-qian,ZHANG Yong,et al.Mechanical properties and microstructure features of linear friction welded TC4 titanium alloy joint[J]. Transactions of the China Welding Institution,2007,28(10):17-20.
[10] 张传臣,黄继华,张田仓,等. 异质钛合金线性摩擦焊接头微观组织与显微硬度分析[J].焊接学报,2012,33(4):97-100.
ZHANG Chuan-chen,HUANG Ji-hua,ZHANG Tian-cang, et al. Investigation on microstructure and microhardness of linear friction welded joints of dissimilar titanium alloys[J]. Transactions of the China Welding Institution,2012,33(4):97-100.
[11] 张传臣,黄继华,张田仓,等.振幅对线性摩擦焊接头组织及界面原子浓度分布的影响[J].材料工程,2011,(10): 38-41.
ZHANG Chuan-chen,HUANG Ji-hua,ZHANG Tian-cang, et al. Effects of amplitude on joint microstructure and the interfacial atomic concentration distribution of linear friction welding[J]. Journal of Materials Engineering,2011,(10): 38-41.
[12] 张传臣,黄继华,张田仓,等.异质钛合金线性摩擦焊接头界面行为研究[J]. 材料工程,2011,(11): 80-84.
ZHANG Chuan-chen,HUANG Ji-hua,ZHANG Tian-cang, et al. The analysis in linear friction welding joint interface behavior of dissimilar titanium alloy[J]. Journal of Materials Engineering,2011,(11): 80-84.
[13] ROMERO J, ATTALLAH M M,PREUSS M,et al. Effect of the forging pressure on the microstructure and residual stress development in Ti-6Al-4V linear friction welds[J]. Acta Materialia,2009,57 (7):5582-5592.
[14] ATTALLAH M M, PREUSS M, WITHERS P J. Influence of linear friction welding parameters on the residual stress development in Ti-6246[C]//Trends in Welding Research,Proceedings of the 8th International Conference ,Manchester,United Kingdom,2009.751-757.
[15] PREUSS M,QUINTA D,FONSECA J,et al. Residual stresses in linear friction welded IMI550[J].Journal of Neutron Research,2004,12(1-3):165-173.
Formation Process and Mechanism of Linear Friction Welding Joint
ZHANG Chuan-chen1,ZHANG Tian-cang1,JI Ya-juan1,HUANG Ji-hua2
(1 Aeronautical Key Laboratory for Welding and Joining Technologies, Beijing Aeronautical Manufacturing Technology Research Institute, Beijing 100024,China;2 School of Materials Science and Engineering, University of Science and Technology Beijing,Beijing 100083,China)
The microstructure of the joint interface in linear friction welding was analyzed. Combined with the flash pattern and characteristic,the formation mechanism of the joint was discussed. The results show that during linear friction welding, the friction interface temperature exceeds the β-transus temperature of the base metal, a small amount of viscoplastic metal with high temperature is retained at the interface, and the recrystallization occurs in it. After welding, the weld zone is complete recrystallized structure. The side weld zone of TC11 is mainly composed of acicular structure with random distribution and is single β for that of TC17. The formation mechanism of the welded joints shows that during linear friction welding, the friction interface always exists. During LFW, the viscoplastic metal with high temperature is not mixed and the weld joint is formed through the atoms interdiffusion. Under the combined effect of diffusion and recrystallization, the weld joint is formed.
linear friction welding;interface;formation mechanism;diffusion
10.11868/j.issn.1001-4381.2015.11.007
TG453+.9
A
1001-4381(2015)11-0039-05
2013-04-23;
2015-03-02
张传臣(1981-),男,高级工程师,博士,主要从事摩擦焊接理论及工艺研究,联系地址:北京市朝阳区朝阳路东军庄1号北京航空制造工程研究所102室(100024),E-mail:zhangchuanchen@sohu.com
