铜电解钛母板夹边条国产化实践
2015-03-17陆未衡江西铜业集团公司贵溪冶炼厂江西贵溪335424
陆未衡(江西铜业集团公司 贵溪冶炼厂,江西 贵溪 335424)
铜电解钛母板夹边条国产化实践
陆未衡
(江西铜业集团公司 贵溪冶炼厂,江西 贵溪 335424)
为降低成本,工厂不断推进设备及备品备件国产化进程。针对钛母板夹边条这一常用进口备件,贵溪冶炼厂电解车间与国内生产企业开展了联合研究,将其成功国产化。主要介绍国产化过程中的问题以及在实际生产中的应用和改进情况。
国产化;钛母板;夹边条;始极片;生产成本
1 引言
贵冶电解车间一系列铜电解系统,采用传统法工艺流程,须先在种板槽生产始极片,再加工成阴极入生产槽。1997年,种板生产工艺进行了技术改进[1],采用钛板替代铜板作为种板电解的母板,配套选用的是日本三菱公司的塑料夹边条、内贴绝缘胶带,配以硅胶勾缝的包边技术[2]。近年来,为降低成本,满足大规模生产需求,降低对国外产品的依赖,工厂不断推进设备及备品备件国产化进程。在此环境下,电解车间针对种板工艺要求,与国内厂家经过近两年的实践摸索,成功实现钛母板[3]夹边条国产化。
2 改进前状况
2.1 钛母板与进口夹边条匹配性差
对种板生产工序中所使用的3978块钛母板进行基础数据检测后发现:经过长期使用后其实际厚度值主要集中在2.7mm至2.9mm之间,小于设计值3mm(如图1),而进口夹边条按板厚3mm 设计,两者匹配性差。
由于钛母板厚度不够,导致边条夹紧效果差,易松动脱落,为此在操作上进行了适应性改进—增加绝缘胶带的粘贴层数,但这样就增加了生产成本和劳动强度[4]。
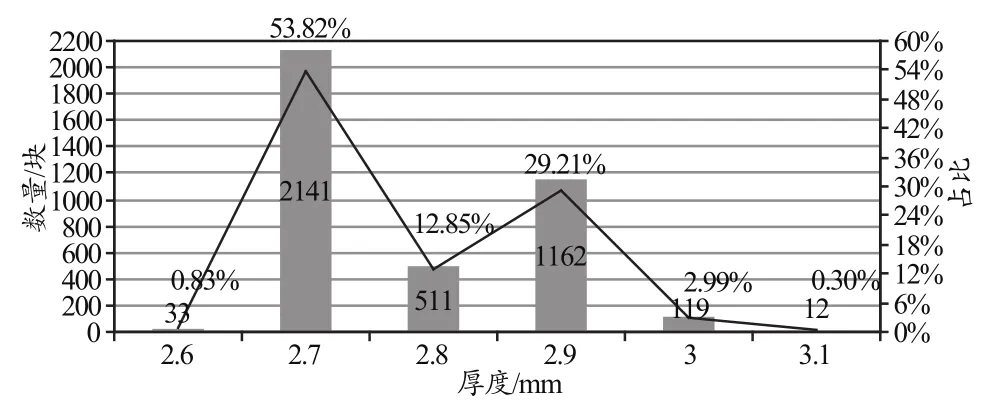
图1 钛母板厚度
2.2 始极片宽度合格率低
传统法工艺设计始极片宽度为1000±5mm。经测量钛母板宽度集中在1025±1mm之间(如图2),夹边条夹紧口深度标准为12.5±0.1mm,包边所使用的胶带厚度为0.25mm。这样始极片原始宽度为:1025-(12.5-0.25×2)×2=1001mm,也就是说在实际生产中始极片的宽度最少为1001mm,留给生产操作的可调整空间只有4mm,实际生产中始极片宽度超标率在35%左右,影响机组加工质量。
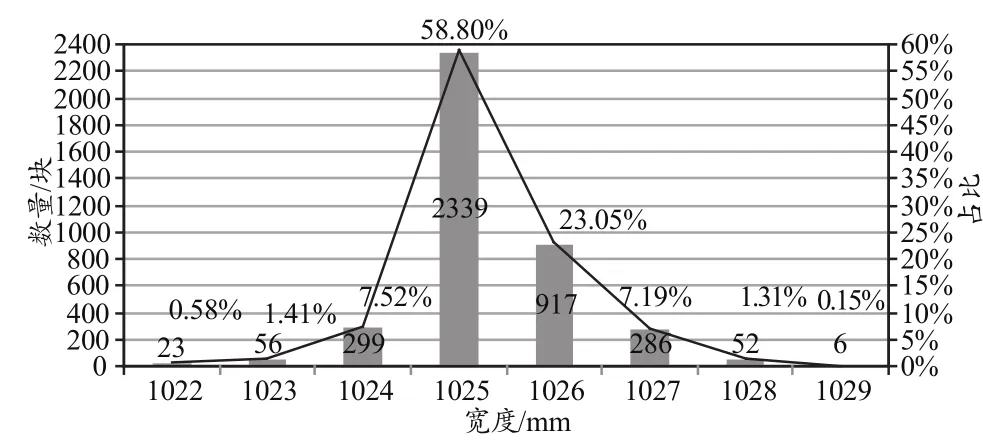
图2 钛母板宽度
2.3 进口夹边条单位成本高
(1)进口夹边条约为160元/根,较国内同类产品高出很多;
(2)夹边条属常用进口备件,到货周期长,需要保持较大库存量,资金占用量大。
3 国产化后情况
为改善钛母板夹边条使用性能[5],降低生产成本,车间与国内厂家合作开展了研究攻关,经过反复改进,最终取得成功。
3.1 夹边条性能得到改善和提高
在实践初期国产夹边条主要存在如下问题:
(1)抗拉强度[6]不够(标准≥56MPa),容易发生塑性形变[7]。具体表现为:新夹边条在使用一个生产周期(一个生产周期为18天)后,即开始有夹边条从钛母板上松脱,随后范围慢慢扩大。
(2)夹边条夹紧口的宽度值波动范围非常大,夹紧口宽度合格率低(见图3,图4)。
(3)夹边条无批次标识,发生质量问题无法追根溯源。
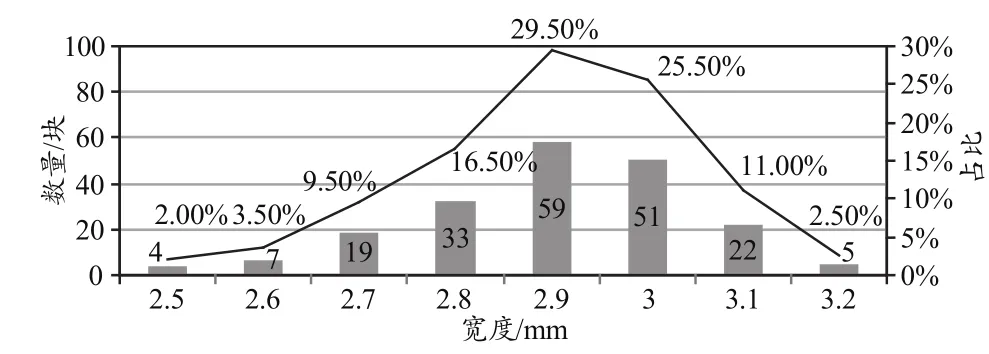
图3 夹边条夹紧口头部宽度
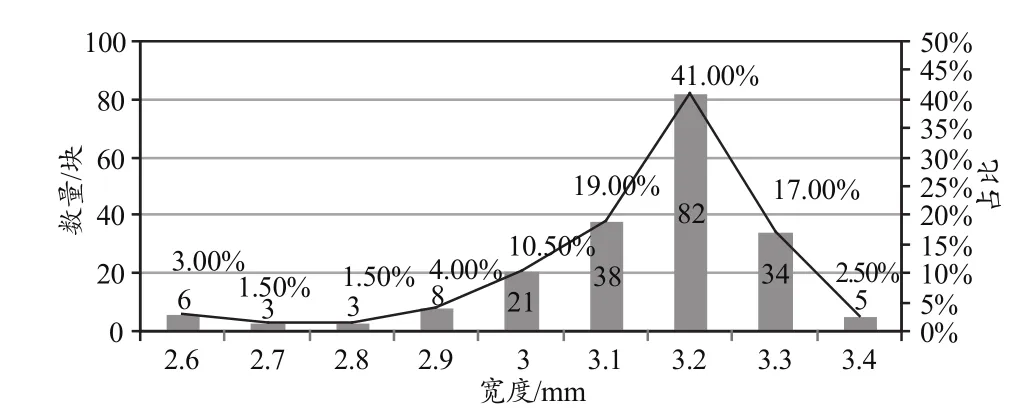
图4 夹边条夹紧口尾部宽度
经过多次实验性的试用, 并参照钛母板基础数据我们对夹边条的尺寸规格做出了调整(,见图5、表1)。
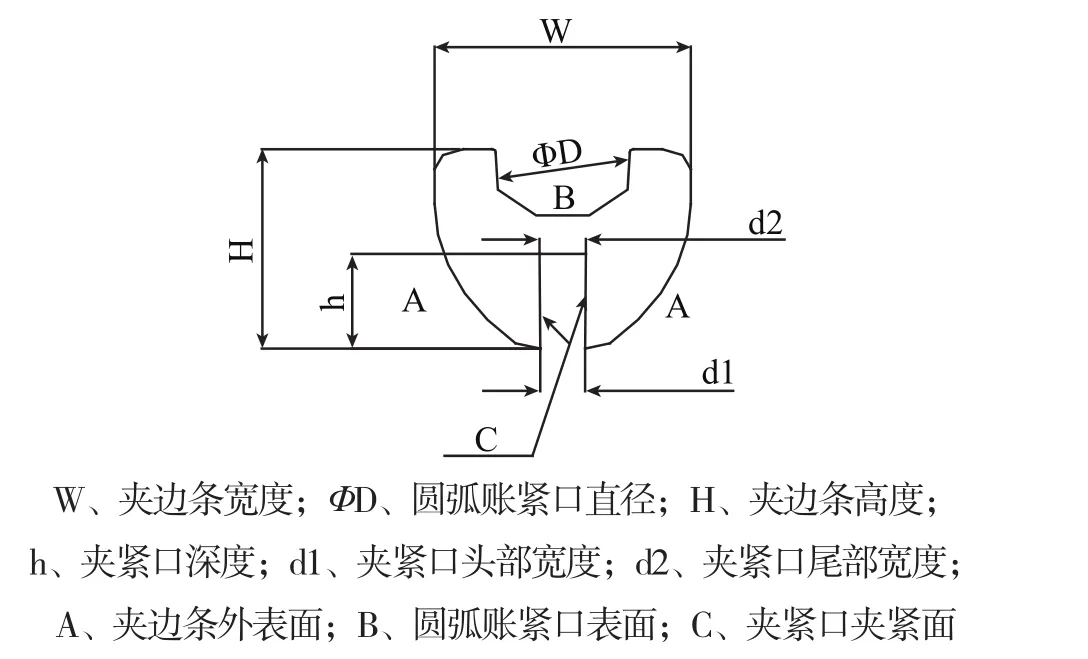
图5 夹边条横截面简图
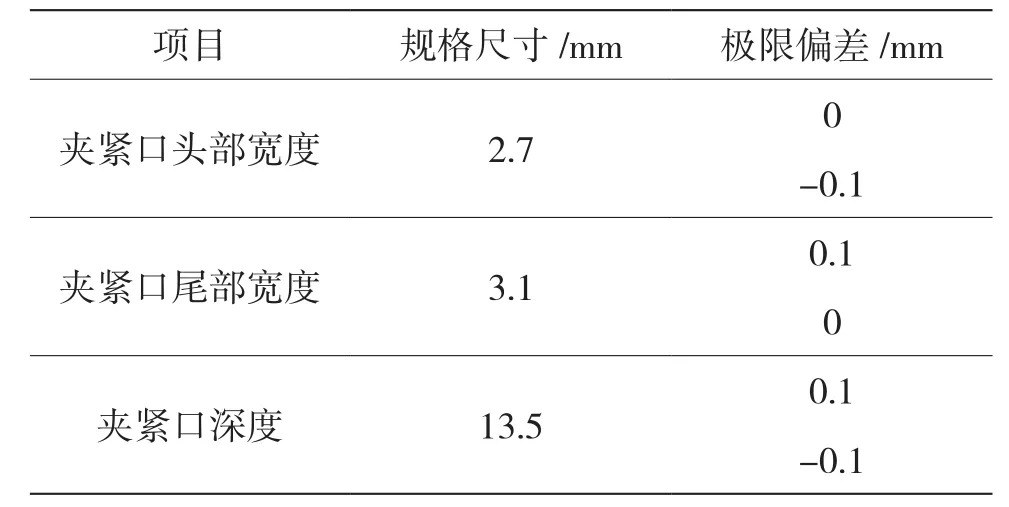
表1 调整后的夹边条尺寸及要求
为了能更好的对夹边条使用质量进行跟踪,我们要求厂家对每批次的产品进行标识。
实践证明,改进后夹边条的使用性能较国产化初期产品显著提高。
3.2 夹边条使用成本显著降低
(1)国产夹边条约为48元/根,性价比高,成本较进口下降幅度较大;
(2)国内生产发货周期短,不需要保持过多库存,资金占用少。
4 国产化效果
电解一系列随着东扩的建成投产和生产电流逐步的提高,电解一系列产能已经达35万t,要确保机组能高质高效地完成每天的加工量,就必须提高始极片的物理合格率,对始极片的质量要求更高。
4.1 始极片宽度合格率显著提高
调整夹边条夹紧口深度后始极片原始宽度变为:1025-(13.5-0.25×2)×2=999mm,与工艺要求值相比给生产操作预留出了6mm的调整空间,质量更易控制,目前始极片的宽度合格率已经超过83%。
4.2 母板装边作业效率显著提高
调整夹边条夹紧口宽度使其与钛母板板厚更加匹配,内贴1至2层绝缘胶带即可,不需要加贴多层胶带来弥补母板厚度不足,即节约了材料,又提高了效率。
4.3 夹边条使用成本显著降低
夹边条国产后,年使用成本降低近50%,具体经济效益见表2。
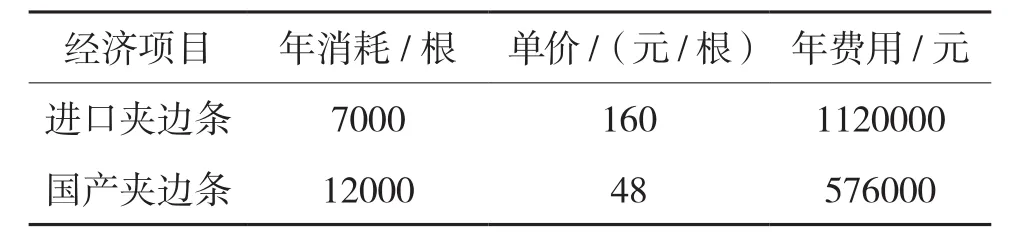
表2 夹边条国产化经济效益核算表
5结语
通过此次夹边条的国产化改进实践,不仅收获了较好的经济效益,也为其它进口备品备件的国产化提供了参照范例。国产后作为用户可以方便地针对自身生产条件变化对备品备件提出实际具体的要求,甚至可以参与其中共同研究开发,即可以提高自身技术装备水平,也能提高社会整体经济效益。
[1]赵向民. 提高始极片生产实践[J]. 有色金属(冶炼部分), 2001(3):11.
[2]赵向民. 提高始极片生产实践[J]. 有色金属(冶炼部分), 2001(3):12-13.
[3]李勤升, 赵子龙. 电解铜行业中新型钛母板的试制[J]. 钛工业进展, 2004(2):39-40.
[4]廖斌. 体力劳动强度的多因素综合度量研究[J]. 人类工效学, 2012(6):61-63, 27.
[5]孔庆强, 杨芒果, 陈成猛, 等. 石墨烯改性聚丙烯腈基纳米炭纤维的制备及其性能[J]. 新型炭材料, 2012, 27(3):188-193.
[6]秦志全, 高葆春, 周霞, 等. 聚丙烯腈基碳纤维抗拉强度的影响因素[J]. 高科技纤维与应用, 2006, 31(1):36-40, 44.
[7]马治军, 杨景辉, 吴秋芳, 等. 聚丙烯酸酯/纳米碳酸钙复合增韧PVC的研究[J]. 塑料工业, 2011, 39(3):67-70.
Mother Copper Electrolysis Titanium Powder of Edge Localization of Practice
LU Lei- heng
(Guixi Smelter, Jiangxi Copper Corporation, Guixi 335424, Jiangxi, China)
In order to reduce the cost, the plant promotes the equipment and spare parts localization process constantly. In view of the commonly used titanium motherboard clip strips of imported spare parts, the electrolysis workshop of Guixi Smelter and domestic production enterprises carried out joint research, and successfully achieved localization. This paper mainly introduces the localization process and the problems in the actual production application and improvement.
localization;titanium motherboards;edge clip;starting sheet;production cost
TF111.52
B
1009-3842(2015)03-0036-03
2015-03-13
陆耒衡(1982-),男,湖南耒阳人,主要从事铜电解精炼方面工作。E-mail: 270822071@qq.com
