0Cr18Ni9不锈钢车削力试验研究
2015-03-16王文龙马利杰
王文龙,马利杰
(河南科技学院,河南新乡453003)
0Cr18Ni9不锈钢车削力试验研究
王文龙,马利杰
(河南科技学院,河南新乡453003)
切削力是切削加工中的一种伴随现象,切削力的大小直接影响到刀具寿命、加工质量和加工效率.在分析车削力时域特征的基础上,通过0Cr18Ni9不锈钢的正交车削试验,研究了切削参数对切削力波动系数的影响规律.结果表明:动态性是车削力的基本属性,切向分力和进给分力是车削力的主要成分;切削用量三要素中,切削深度ap对进给分力波动系数Qf和切向分力波动系数Qc都有着显著的影响,两者随ap的变化趋势基本一致.
不锈钢;车削力;时域特征;切削参数;波动系数
不锈钢材料由于具有强度刚度高、耐蚀性强、耐磨性好、韧性大等优良的物理力学性能,在航空航天、国防军工、仪器仪表等行业中具有广阔的应用.然而,不锈钢属于典型的难加工材料,切削过程中具有切削力大、导热系数低、切削温度高等特点[1].因此,深入开展不锈钢切削试验研究,优化工艺参数,对于改善不锈钢加工质量、提高加工效率、延长刀具使用寿命具有十分重要的意义.
切削力是切削过程中刀具对工件的作用力,主要来源于被切削层金属的弹塑性变形力和刀具、工件、切屑3者之间的摩擦力[2].同时,切削力大小直接反映了工件材料的切削加工性、刀具材料和刀具几何参数选取的合理性以及切削变形程度的大小等[3].目前切削力的主要研究方法有实验法、解析法和有限元分析法[4-7].相对于其他两种方法,实验法具有针对性强、准确度高、可信性好等优势,因此被大量应用.
本文在对车削力时域特征进行分析的基础上,通过0Cr18Ni9不锈钢的外圆车削试验,研究了切削参数对车削力波动系数的影响规律.
1 不锈钢车削力的时域特征
切削力时域特征是指切削过程中动态切削力的特征值(包括最大值、平均值、最小值、幅值等)随切削时间变化的基本规律.时域特征是通过时域波形的不同来体现的[8].通过时域特征分析可以实现切削过程和加工质量的分析、监控和预测.
1.1 车削力的时域波形
车削加工时切向力的时域波形见图1.
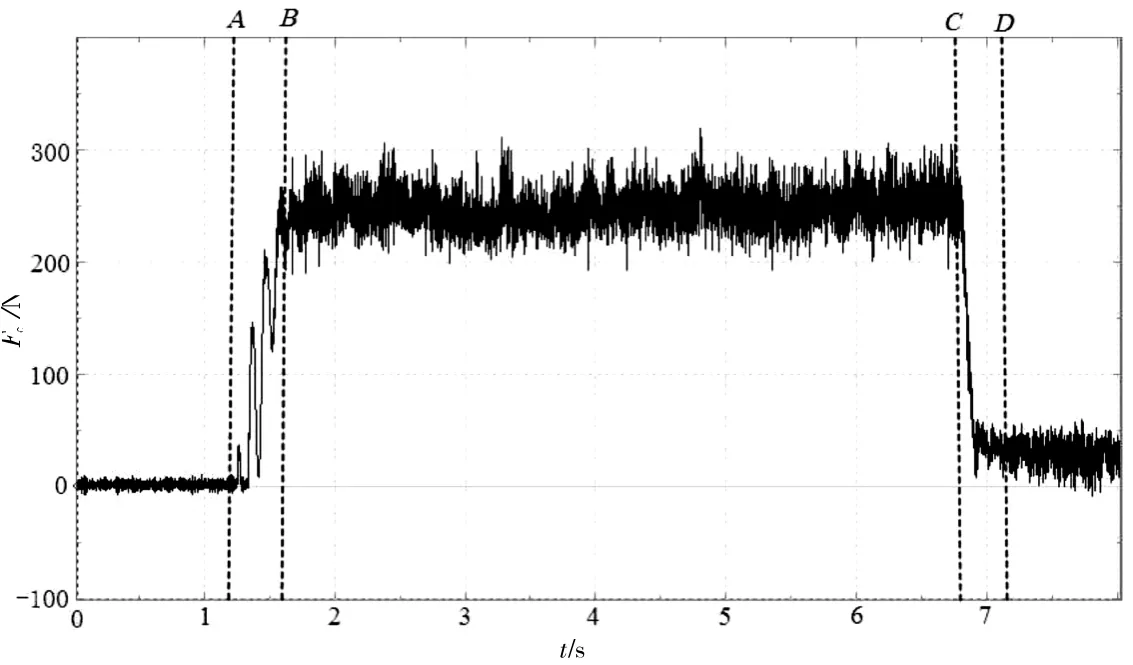
图1 车削加工的切向力时域波形Fig.1 The time domain waveform of turning tangential force
由图1可知,一个完整的切削过程通常包括切入阶段(AB段)、正常切削阶段(BC段)和终止阶段(CD段).在AB段,随着刀具逐渐切入工件,刀具的切削横截面积AD和材料切除率逐渐增加,因此切削力呈上升趋势;而在CD段,随着切削过程逐渐停止,材料切除率逐渐减小,切削力则表现为下降趋势.
由于开始和终止切削过程中刀具易受到冲击,所以切入和终止阶段(AB段和CD段)切削力的稳定性比正常切削阶段(BC段)差,切削力瞬时值呈现出较大的波动量.由于工件材质不均、断屑排屑等因素影响,即使在正常切削阶段(BC段),切削力时域波形也不同于静态加载过程,而是一个随着切削时间推移且按照某种规律上下波动的动态过程.
根据上述现象,动态性是切削力时域波形的基本属性,它能够反映切削过程的稳定程度,而这种稳定程度可以通过切削过程中的峰峰值Fp-p与平均值Fm的比值来衡量,其表达式为

式(1)中Q为切削力波动系数.Q与工艺系统刚性、工件材料均匀性等因素密切相关,Q越大,切削力的相对波动量越大,切削过程就越不稳定,切削力对工艺系统和加工质量的影响也就越显著.
1.2 各切削分力对比
车刀是一种单刃刀具,加工过程中其所受到的力如图2所示.为了测量和分析方便,空间力F常被分解为3个相互垂直方向上的分力:切向分力Fc、进给分力Ff和背向力FP.
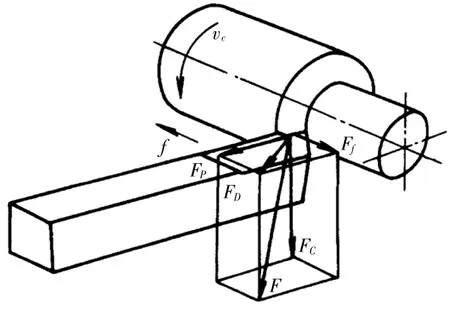
图2 车削力示意Fig.2 Schematic diagram of turning force
图3为车削加工三向分力的时域波形,通常情况下,切向分力Fc和进给分力Ff都大于背向力FP.原因是:切向分力Fc代表主运动方向上的分力,主运动速度高,功率消耗大,担负主要的切削工作;进给分力Ff是保持切削过程连续所需要的力,一般也比较大;而背向力一般都比较小.

图3 车削加工三向分力的时域波形Fig.3 The time domain waveform of turning three-component
图4为图3中各切削分力的平均值比较.
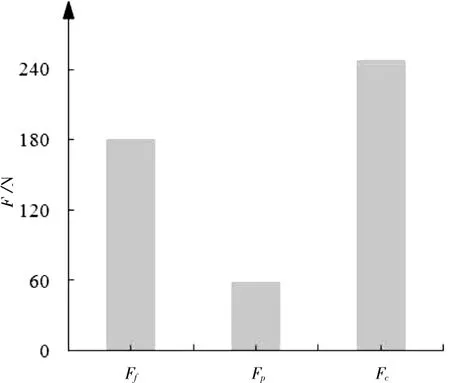
图4 车削加工各切削分力对比Fig.4 The comparison of each turning cutting force
基于上述分析,动态性是切削力的基本属性,切向分力Fc和进给分力Ff是切削力的主要分量.因此,下文主要分析切削参数对进给分力波形系数Qf和切向分力波形系数Qc的影响规律.
2 试验条件与方法
2.1 试验条件
2.1.1 试验设备 试验在CA6140车床上进行(如图5所示).试验过程中,利用SDC-CJ4F精密通用测力仪获取动态切削力,并借助DASP数据采集处理系统对切削力数据进行分析、处理.

图5 试验装置Fig.5 Test device
2.1.2 工件材料 0Cr18Ni9不锈钢,俗称304,它是应用最广泛的一类不锈钢,广泛应用于食品生产设备、普通化工设备、核能工业等领域,其主要化学成有C、Mn、P、S、Si、Cr、Ni,这些元素的质量分数大概为0.08%、2.00%、0.045%、0.030%、1.00%、18.0%~20.0%、8.0%~11.0%.实验选用Φ80 mm、总长为300 mm的棒料,每一组试验数据车削15 mm的外圆长度.
2.1.3 刀具选择 刀具选用YW1型硬质合金可转位外圆车刀(如图6所示)其几何角度为:前角γo=10。、后角、主偏角负偏角刃倾角、副后角

图6 试验用车刀Fig.6 The experimental tool
2.2 试验方法
试验采用三因素四水平正交组合试验,表1为正交试验因素水平表,其中因素A、B、C分别表示切削参数中的切削速度vc/(m/min)、进给量f/(mm/r)和切削深度ap/mm,试验选择L16(45)正交表,共需16次试验.

表1 正交试验因素水平Tab.1 Factors and levels of orthogonal experiment
3 试验结果及分析
对不锈钢外圆车削正交试验结果进行统计,结果见表2.
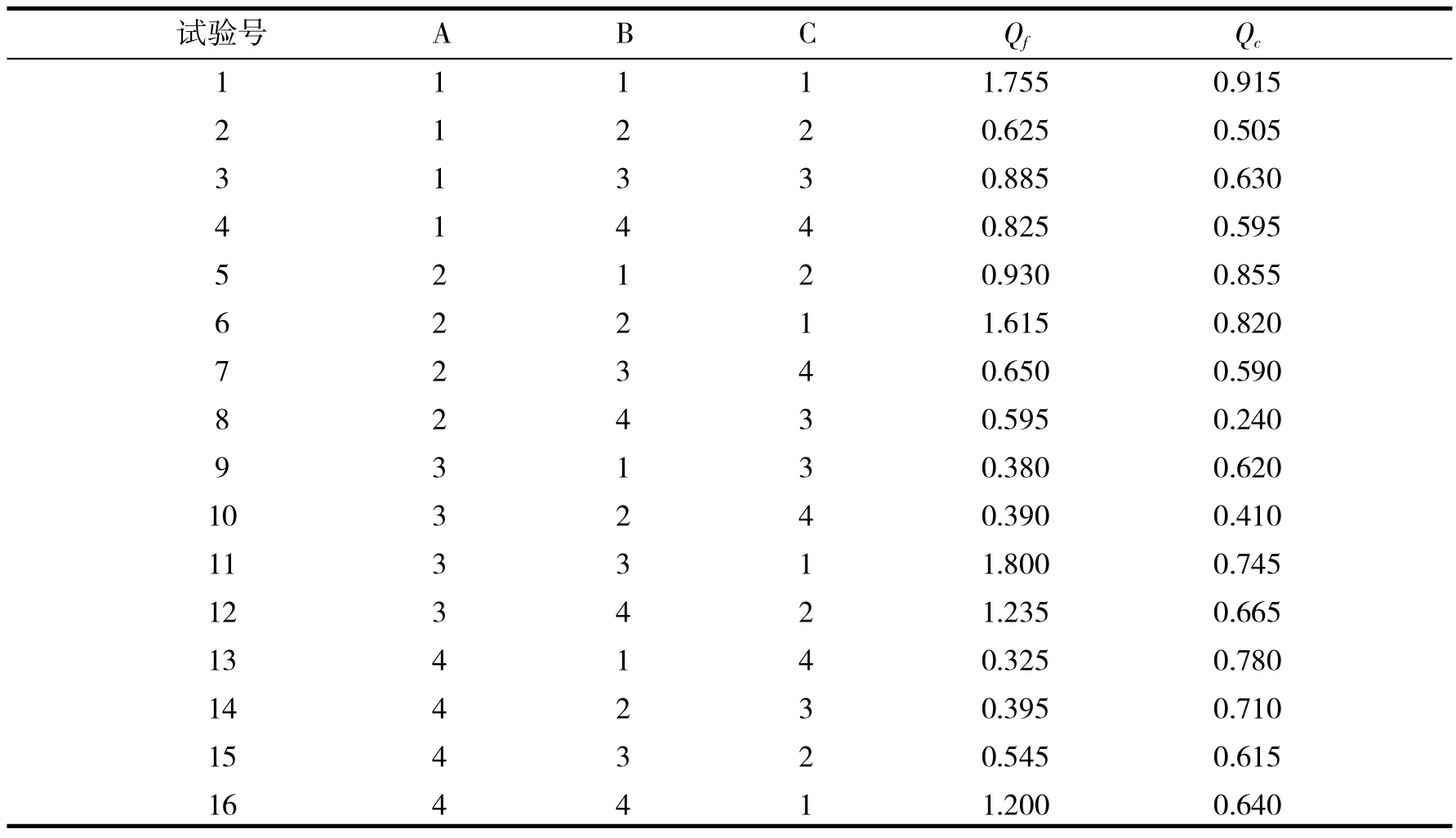
表2 试验结果Tab.2 The test results
为了更为直观地分析切削参数对波动系数的影响,现对波动系数的均值及极差进行统计.结果见表3.
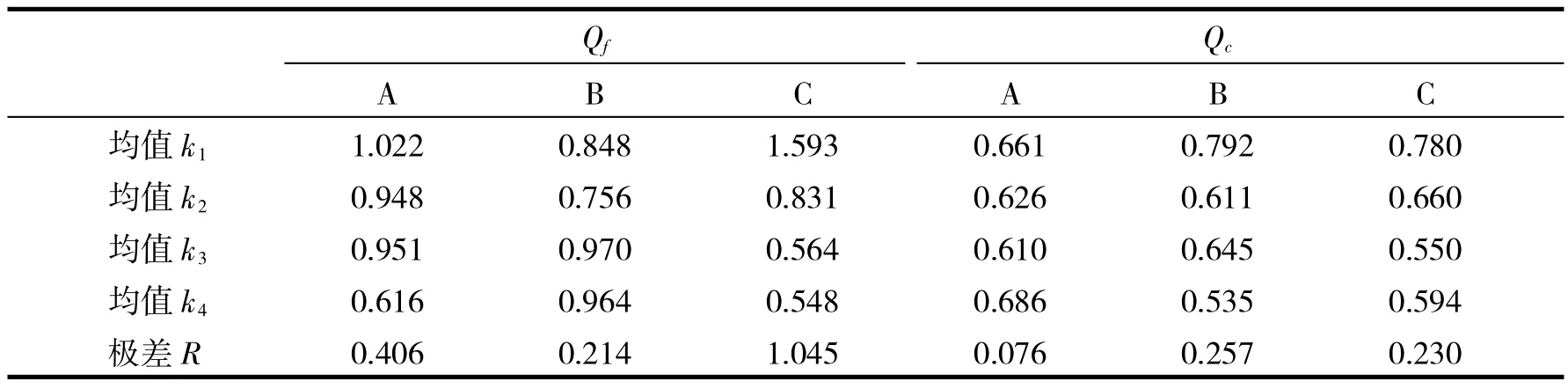
表3 波动系数Q的均值及极差统计结果Tab.3 The mean and range of statistical results of fluctuation coefficient Q
由表3可知,三因素对Qf影响的极差R1、R2和R3分别是:0.406、0.214、1.045;而对Qc影响的极差R1、R2和R3分别是:0.076、0.257、0.230.切削用量三要素中,切削深度ap(因素C)对两分力的波动系数都有着显著的影响,而切削速度vc(因素A)和进给量f(因素B)的影响较为复杂.切削深度ap对进给分力波动系数Qf和切向分力波动系数Qc的影响规律对比见图7.
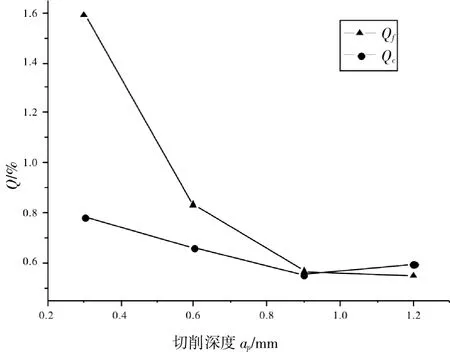
图7 切削深度ap对Qf和Qc的影响Fig.7 The influence of cutting depth apon Qfand Qc
从图7可以看出,Qf和Qc随切削深度ap的变化趋势是基本一致的,并且在精加工阶段(切削深度一般比较小)Qf比Qc大,因此进给方向上的切削力波动对加工质量有着更为显著的影响,从提高加工质量方面考虑,应该优先降低进给分力波动系数Qf.
4 小结
一个完整的车切削力时域波形包含切入阶段、正常切削阶段和终止阶段,这个过程不同于静态加载过程,而是一个随着切削时间推移且按照某种规律上下波动的动态过程.因此动态性是切削力时域波形的基本属性,它能够反映切削过程的稳定程度;车削切向分力Fc和进给分力Ff是车削力的主要分量.切削用量三要素中,切削深度ap对进给分力波动系数Qf和切向分力波动系数Qc都有着显著的影响,两者随ap的变化趋势是基本一致.在精加工阶段,应该优先降低进给分力波动系数Qf.
[1]谷美林,黄传真,肖守荣.TiB2基陶瓷刀具切削不锈钢时的切削性能研究[J].制造技术与机床,2008(8):89-90.
[2]陆建中,孙家宁.金属切削原理与刀具[M].5版.北京:机械工业出版社,2011.
[3]师汉民.金属切削理论及其应用新探[M].武汉:华中科技大学出版社,2003.
[4]Adam A C.On the development of a dynamic cutting force model[M].Umi Dissertation Publishing,2011.
[5]Zhang C L,Zhang J F,Feng P F.Mathematical model for cutting force in rotary ultrasonic face milling of brittle materials[J]. International Journal Advanced Manufacturing Technology,2013,69:161-170.
[6]何伟,宾鸿赞,张何军.基于多层次细节模型的动态切削力仿真[J].中国机械工程,2007,18(12):1430-1433.
[7]邓文君,夏伟,张卫文,等.倒角刀刃切削过程中切削力的有限元法预测[J].华南理工大学学报:自然科学版,2003,331(10):20-23.
[8]张洪亭,王明赞.测试技术[M].沈阳:东北大学出版社,2005.
(责任编辑:卢奇)
Experimental study on 0Cr18Ni9 stainless steel turning force
Wang Wenlong,Ma Lijie
(Henan Institute of Science and Technology,Xinxiang 453003,China)
The cutting force is a concomitant phenomenon in cutting process,directly affects the life of tool, machining quality and efficiency.Based on the analysis of cutting force feature in time domain and by orthogonal turning experiments of 0Cr18Ni9 stainless steel,the influence law of cutting parameters on cutting force fluctuation coefficient was studied.The results showed that:the basic properties of dynamic cutting force is the main component, the tangential force and feed force are the main components of turning force;Of the three elements of cuttingparameters,the cutting depth has significant effects on the feeding component fluctuation coefficient Qfand the tangential component fluctuation coefficients of Qc,both have the basically same tendency with the change of ap.
stainless steel;turning force;time domain features;cutting parameters;fluctuation coefficient
TG501.3
A
:1008-7516(2015)01-0049-06
10.3969/j.issn.1008-7516.2015.01.012
2014-11-11
河南省科技攻关计划项目(132102210152)
王文龙(1988—),男,河南延津人,硕士研究生.主要从事先进切削理论与技术研究.
马利杰(1972—),男,河南宜阳人,博士,副教授.主要从事先进切削理论与技术、精密加工技术研究.