钢结构制造企业机械加工工艺方法研究
2015-03-15陈昌俊陆赛丰
陈昌俊,陆赛丰
(南通润邦重机有限公司,江苏 南通 226013)
钢结构制造企业机械加工工艺方法研究
陈昌俊,陆赛丰
(南通润邦重机有限公司,江苏 南通 226013)
摘要:随着以钢代铸等新技术新工艺的广泛应用,钢结构在越来越多的成套设备和机械领域得到了发展,其具备大型化、复杂化和精细化制作的特点,结构制作复杂且制作精度要求较高。从研究钢结构图样、技术、工艺和生产等环节入手,对如何理解图样,制定工艺和选择加工方法等方面进行了研究,并且对提高制作质量和加工水平,降低生产成本和提高劳动生产率等方面,给出了详细的解决方案。
关键词:钢结构;机械加工;方法
钢结构制作企业是一种劳动密集型企业,人力资源成本占到总成本的50%以上,而机械加工的生产成本又占人力资源成本的50%左右,所以机械加工工艺对提高产品的竞争力,有效降低企业生产成本和提高产品质量,具有举足轻重的作用。
钢结构不仅在建筑和桥粱等重大领域得到广泛的应用,在工程机械和矿山机械等诸多领域也发挥着重要的作用。随着以钢代铸等新技术新工艺的广泛应用,钢结构将在越来越多的成套设备和机械领域得到发展。矿山、工程机械领域钢结构具备大型化、复杂化和精细化制作的特点,结构制作也越来越复杂,制作精度越来越高。
随着我国钢结构制作工艺的进一步完善,将由一个钢结构制作大国向钢结构制作强国转变,只有不断地提高钢结构制作水平和质量,降低加工成本,提高市场竞争力,才能不断发展。本文从工程机械领域的钢结构生产机械加工工艺方法方面进行探导,提出提高制作质量,降低生产成本的一些措施和方法。
1图样的相关技术要素
图样是技术的语言,是传递技术信息的重要手段,只有读懂、看透图样要素,才能制定合理的加工工艺方法,从而降低生产成本。图样上相关尺寸都是关联的,若不仔细研究,很难发现它们之间存在的装配和组合关系。可将其分解为几个相互独立,相互关联的装配关系,通过不同小组合体的制作、加工和装配,做到化繁为简,化大为小,从而减少大型构件的加工、校正和检验时间,节约生产费用。
2熟悉设备加工性能
熟悉设备加工性能可以最大限度地发挥设备效能。每台设备都有固有可达到的精度,只有选择经济、合理的加工设备,才能有效发挥设备效能,合理发挥设备效能,克服设备自身能力和精度的不足,最大程度上满足图样的技术要求,降低生产成本。
基于对图样和生产方面的了解,在实际编制钢结构产品加工工艺的过程中,应该注意下述几个方面。
2.1选择合适的制作顺序,降低生产成本
一般成套钢结构设备结构复杂,在选择加工顺序时应注意下述4点:1)焊接是一个材料受热、熔化和融合的过程,在此过程中,构件受传热和热收缩等影响,可能会对加工面或孔造成影响,所以加工平面应避开热影响区1.5 m以上;2)构件焊后有可能会影响机械加工整体尺寸或加工焊接后要经过火工和机械校正等物理方法才能达到图样要求,应选择在焊接并校正后进行整体加工和打孔等,以减少结构变形对孔位的影响;3)要求不高的法兰连接件可以选择配对加工后焊接;4)对有装配关系的不同平面的构件以及平面度要求不高的接合面,可以选择先加工后用工装或装配时焊接的方法。
2.2选择合适的加工工艺,节约生产成本
加工工艺的选择对成本的增减与否起着决定作用,合适的加工工艺可以达到图样要求,减少制作难度,降低生产成本。
某企业生产的集装箱吊具上小车如图1所示,从图样要求来看,需选择整体制作,制作和加工精度可以保证,整体加工4组轮孔、4组滑轮孔、4组侧滑轮孔,卷筒和减速机底座支承面为7个,相对制作要求较高,加工周期较长,费用较高。
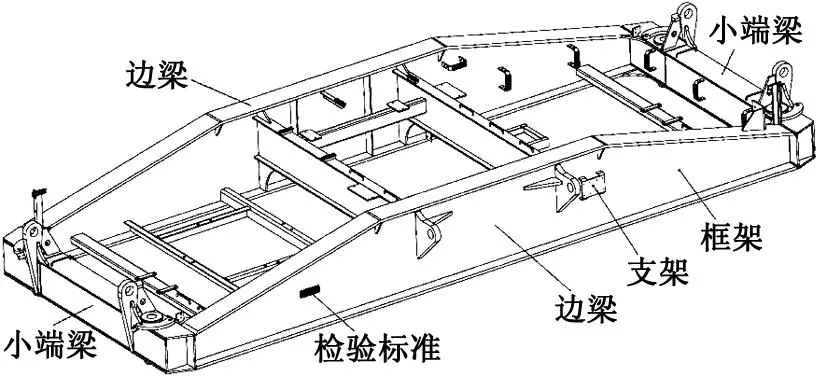
图1 集装箱吊具整体图
通过分析,将此构件分解成4个大的构件和4个小的构件,然后通过工装装配焊接,其中部分构件用小组机械加工可达到要求,目前制作成本仅为原来生产成本的40%。分段构件图如图2所示,工装如图3所示。

图2 分段构件图

图3 工装
2.3明确加工及检验基准,为提高生产效率奠定基础
一般钢结构图样比较复杂,图样信息量较大,除了包含尺寸要素外,还包括焊接符号和检验要求等。有的图样可能包含多个构件信息,也有可能一个构件信息存在于多张图样上,所以在制定机械加工工艺时,要全面熟悉图样信息并且在工艺上得到反映,要明确主要加工尺寸要求,主要检验基准和主要生产设备。只有工艺明确、主要尺寸明示,才能便于生产,从而达到提高生产效率,降低生产成本的目的。
2.4扩展设备功能,降低生产成本
一般钢结构构件较大,工件笨重,装夹、固定和校正较为困难。可以考虑采用大型构件不动、加工设备移动等加工方法。加工平面除了使用固定端面铣,还可以使用移动端面铣;加工环形平面,除了数控机床外,也可使用回转式端面铣等加工设备;镗孔既可以在固定镗床上加工,也可使用便携式XCT-500或XCT-300镗孔机。
通过设备功能的扩展和组合,有效降低了生产成本。某企业生产的四连杆门座机臂架部分质量为40 t,总长度为75 m,如图4所示。原来制作工艺分3部分,即臂架根部、臂架中部和臂架头部。

图4四连杆门座机臂架
1)臂架根部的主要功能是与转盘铰接座连接,同心度要求<0.05 mm。原工艺采用臂加工根部先小组在T6213镗床上加工的方法,由于臂架根部轴孔间距将近4 m,用固定机床加工难以保证同轴,加工效率较低。
2)臂架中部结构制作主要完成与头和根部的连接功能,不需要加工。
3)臂架头部主要安装了多组滑轮组件,小组在固定机床加工,整体刮面时间长,加工复杂,加工效率较低。
经过工艺改进,结构整体制作减少了整体合拢时间,机械加工选用5米XCT-500便携式镗孔机械加工臂架根部和3米XCT-300移动式镗孔机械加工头部;同时,臂架头部滑轮座辐板侧板提前加工到位,整体镗孔。通过改进,生产效率得到大幅提高,生产周期大为缩短,整体加工费用仅为原来的30%。
3结语
钢结构具有应用广泛、结构复杂、制作精度要求高和加工较繁琐的特点,通过合理理解图样,制定切实可行的加工方案,可以有效地缩短制作周期,提高质量,降低生产成本,提高劳动生产率。
责任编辑李思文
Research on Machining Technics Methods for Steel Structure Manufacturing Enterprise
CHEN Changjun, LU Saifeng
(Nantong Rainbow Heavy Machineries Co., Ltd, Nantong 226013, China)
Abstract:With the new technology such as replace casting with steel has been widely used, the steel structure is more often used in the whole set equipment and machinery field. The steel structure is complicated to manufacture as it is larger, complicated and meticulous. The paper put forward solution in details based on studying the drawing, technology, technics and manufacture process for improving the structure quality and machining level, which also can reduce production cost and raising labour productivity.
Key words:steel structure,machining,solution
收稿日期:2014-04-29
作者简介:陈昌俊(1964-),男,工艺工程师,大学专科,主要从事机械生产和工艺等方面的研究。
中图分类号:TH 162+.1
文献标志码:A
