浅谈钳工划线
2015-03-14张丽敏
张丽敏 钟 刚
(1.河北省地矿局国土资源勘查中心石家庄探矿机械厂,河北 石家庄050081;2.河北省地矿局国土资源勘查中心,河北 石家庄050081)
0 引言
钳工工种在保证机械质量中起重要作用,特别是划线,关系到零件加工质量。下面,笔者将具体介绍划线方法与步骤。
1 平面划线方法与步骤
平面划线的实质是平面几何作图问题,即用画线工具将图样按照实物大小1∶1地划到工件上,其方法与步骤大致如下:
(1)读懂图纸,分析工件加工要求,查明应划出哪些线。
(2)选定划线基准。即选定一些点、线、面,以此作为确定其他点、线、面的依据。平面划线基准有三种:1)以两个互相垂直的平面(或线)为基准;2)以一个平面及一个中心平面(或中心线)为基准;3)以两个相互垂直的中心平面(或中心线)为基准。在光坯上划线时,可用已加工表面为划线基准。选定的划线基准应尽量与设计基准重合。
(3)对工件进行清理、检查、涂色,在工件孔中心装中心塞块等。
(4)把工件安置在划线平台上,选用划线工具。划线基准是平面时,可将该平面直接放在划线平台上,用划针盘或高度尺划线。
(5)划加工界限线。
(6)划圆及连接圆弧。
(7)检查核对尺寸差错、有无漏线。
(8)在划出的线上打样冲眼。
2 立体划线方法及步骤
立体划线是平面划线的复合运用。它和平面划线有许多相同之处,如划线基准一经确定,其后的划线步骤大致相同。它们的不同之处在于一般平面划线应选择两个基准,而立体划线要选择三个基准。其次,立体划线时,工件要经过多次安置才能划出所有加工所需要的线,且每一次安置都必须重新找正。
毛坯划线找正的基本原则:
(1)在保证加工余量的前提下,一般按不加工面找正,这样可以使不加工面与加工面间距(壁厚)基本一致。
(2)毛坯上有几个不加工面时,应按照面积最大的不加工面找正,同时兼顾其他不加工面,使各处壁厚尽量均匀,孔与轮毂(或凸台)尽量同心。
(3)如果全部面都要加工,应按要加工的毛坯孔或孔外面的凸台的外形找正。
(4)工件上如果有一个面已经加工过,就应该以该面作为基准。只有在个别部位出现加工余量不够的情况时,才将整个工件当做毛坯,重新调整总加工余量。现以车床尾架体(图1)为例说明立体划线的一般方法。
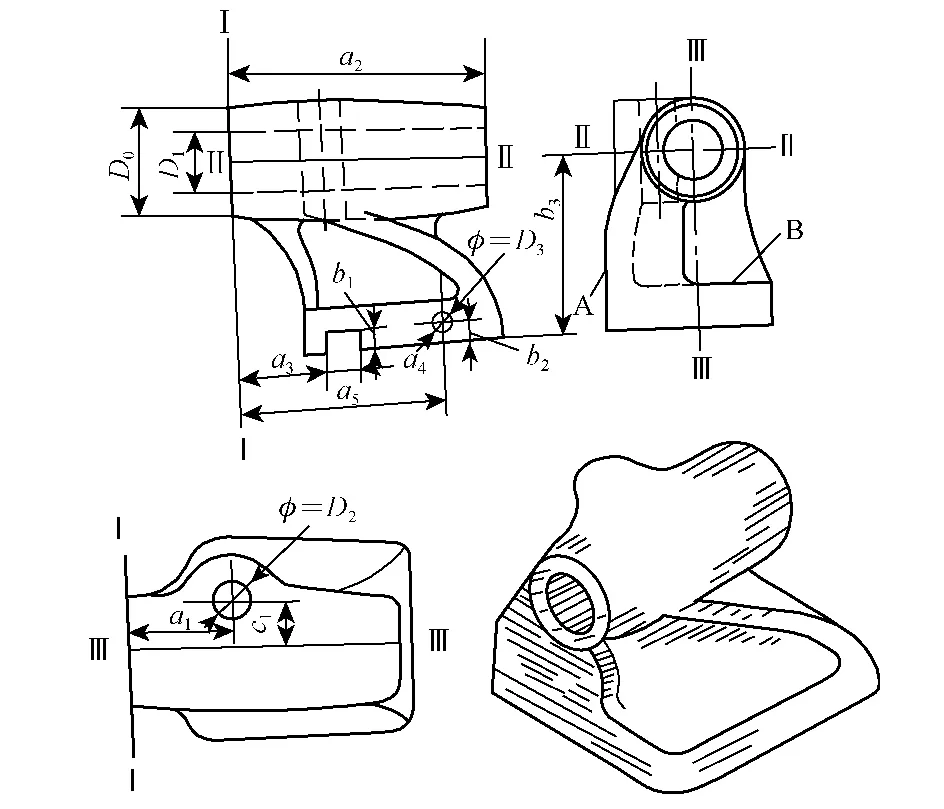
图" 车床尾架体图纸
分析尾架体图纸可知:图中所注尺寸D0是毛坯尺寸,其余尺寸都要通过划线划出。毛坯上D1孔已铸出,没有其他孔。尾架体有三组互相垂直的尺寸(a组、b组、c组),需分三次安置才能划出。尾架体的划线基准是两个中心面Ⅱ—Ⅱ与Ⅲ—Ⅲ以及一个端面Ⅰ—Ⅰ。
划线步骤如下:
(1)划b组尺寸。
先找正毛坯。直径D0的外表面是最大的不加工面,且加工后孔D1应与毛坯D0同轴。按照前面所述找正原则(1)与(2),应以D0求出孔的中心。采用办法是在孔的两端装入中心塞块,按毛坯外圆找出孔的中心。同时注意检查孔的四周加工余量是否足够,如孔偏得较多,则孔中心还要适当借正。
定好中心后,打好样冲眼。用三个千斤顶顶在尾架的底面上(图2),用划线盘对准两端中心塞块样冲眼,调整千斤顶,将两端样冲眼校正到同一高度;在另一方向,用直角尺校正A面(参阅图1),使A面垂直,同时用弯头划针兼顾B面的水平。这样,毛坯就找正了。
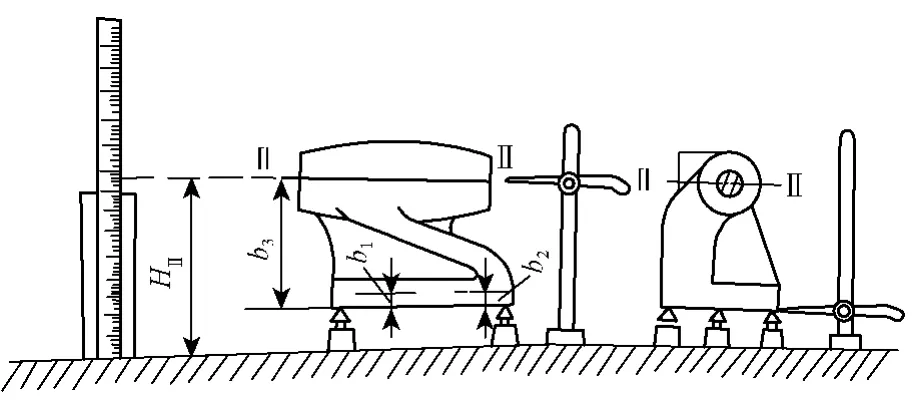
图- 划?组尺寸示意图
接着开始划线,先把对准中心塞块样冲眼中心的划线盘用量高尺量取尺寸HⅡ。在工件四周划出HⅡ高度线(即Ⅱ—Ⅱ中心平面线,也就是b组尺寸的划线基准)。然后再将划针降到(HⅡ-b3)尺寸,划出底面加工界限线。再把划针调整到(HⅡ-b3+b1)、(HⅡ-b3+b2)尺寸,分别划出槽深线和孔D3中心线,如果发现底面加工界限线在局部地方划不出(即底面局部地方无加工余量),而D1孔加工余量足够时,就要借料。即重新打样冲眼,把中心平面线Ⅱ—Ⅱ划高一些,使底面加工界限线在四周均能划出。
(2)划c组尺寸。
将尾架翻转90°,放在千斤顶上。为防止工件滑落,在与千斤顶接触的圆柱面上先打一个大的样冲眼,使千斤顶的尖端顶入样冲眼中。
然后,把对准中心塞块样冲眼中心的划线盘用量高尺量取尺寸HⅢ。在工件四周划出Ⅲ—Ⅲ中心平面线(c组尺寸的划线基准),然后将划针升到(HⅢ+c1)尺寸,划出锁紧孔D2中心线。
(3)划a组尺寸。
再将尾架翻转90°,用三个千斤顶顶稳。用直角尺分别找正Ⅱ—Ⅱ与Ⅲ—Ⅲ的中心线,调整三个千斤顶,使Ⅱ—Ⅱ与Ⅲ—Ⅲ均垂直于划线平台,从而完成第三次安置、找正工作。
然后,根据所量出的尾架体筒形部分的毛坯长度,分配两端面的加工余量,同时兼顾方槽和D3孔的位置,确定尺寸HⅠ。HⅠ确定后,就在尾架体筒形部分的四周划出Ⅰ—Ⅰ端面线(即a组尺寸的划线基准)。然后划(HⅠ+a1)、(HⅠ+a3)、(HⅠ+a3+a4)和(HⅠ+a5)等线。
(4)划圆。用划规划出D1(两端面上都要划),D2、D3圆周线参考图1。
(5)检查、核对尺寸。
(6)在所划的加工界限线即供检查用的中心线、辅助线上分别打上样冲眼。
3 注意事项
划线是一项细致而重要的工作,线若划错,工件就会报废。因此,要注意的事项如下:
(1)做好划线前的准备工作,一定要仔细看清图纸。
(2)毛坯件划线时要做好找正工作,第一条线如何划要从多方面考虑,制订划线方案要考虑到全局。
(3)工件支撑在三个千斤顶上划线时,应使千斤顶之间间距尽可能大一些;当工件较重、较大时,要采用松吊保护措施,防止工件倒落伤人。
(4)划出的线条要细而明显,关键部位要划辅助线,样冲眼的位置、大小、疏密要适当;敲样冲眼要冲准、冲好、冲匀。
(5)划线时要自始至终认真、仔细,划完线后要反复核对尺寸,直到确实无误才能转入机械加工。
