机器视觉技术在卷烟纸剩余量控制中的运用
2015-03-14邓春宁
邓春宁
(龙岩烟草工业有限责任公司 福建 龙岩 364021)
机器视觉技术在卷烟纸剩余量控制中的运用
邓春宁
(龙岩烟草工业有限责任公司 福建 龙岩 364021)
摘要:为解决卷烟机自动搭接过程中卷烟纸剩余量过大的问题,利用机器视觉检测技术对生产过程中的卷烟纸剩余量进行精确测量,在最小剩余量的情况下启动卷接纸的自动搭接程序,有效降低了卷烟纸的消耗,可推广到卷烟生产过程中所有卷筒类的辅料自动搭接控制过程中。
关键词:机器视觉;检测技术;卷烟纸;自动搭接;剩余量控制
0引言
在卷烟生产过程中卷烟纸(俗称盘纸)是使用量最大的辅材之一,所有卷烟机均配备自动搭接系统[1]。当系统检测到卷烟纸剩余量不足时,启动自动搭接程序,实现卷烟纸的自动搭接和切换工作。现有卷烟机的卷烟纸自动搭接系统存在卷烟纸自动搭接后剩余量过大的问题。为此通过机器视觉技术[2]对卷烟纸的自动搭接系统进行改进,从而节约卷烟纸的使用量,减少浪费。
1存在问题
在生产过程中,当一盘卷烟纸用完时,卷烟机的卷烟纸自动搭接系统会自动切换到另一盘新的卷烟纸上,切换过程卷烟机是在不停机的情况下完成的。
现有卷烟纸自动搭接系统判断卷烟纸剩余量不足的原理如图1所示。两盘卷烟纸分别装在左纸盘轮2和右纸盘轮3上,在纸盘轮外边缘安装有等距的齿状栅格4,卷烟纸每使用一圈,接近开关1会产生固定数量的脉冲,在控制系统中设置一个脉冲总数,相应就能换算成卷烟纸转动的总圈数,等卷烟纸纸盘轮转完设定的圈数,装置就启动搭接程序,实现卷烟纸在两个纸盘轮间的自动搭接[3]。
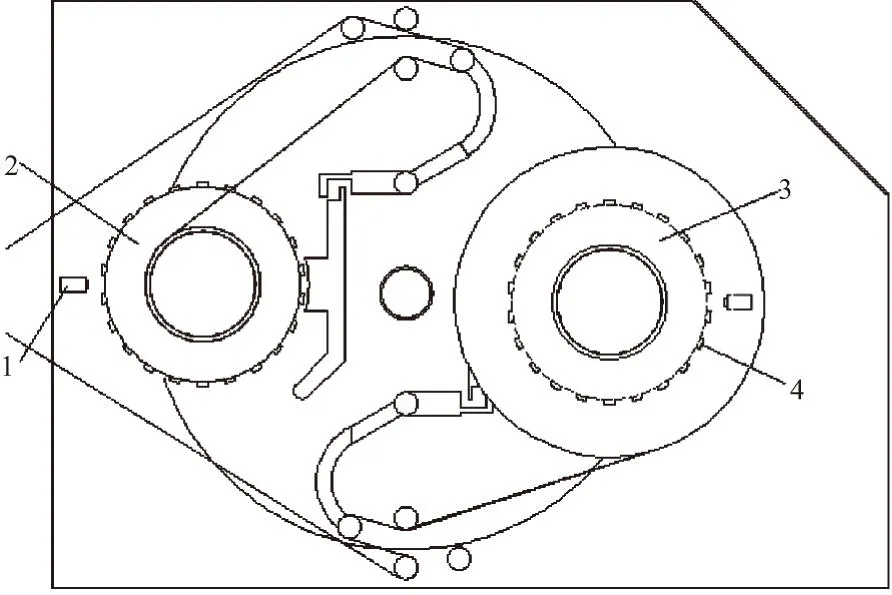
1—接近开关;2—左纸盘轮;3—右纸盘轮;4—齿状栅格图1 原机卷烟纸剩余量检测原理图
由于卷烟纸是按质量进行采购和控制的,对每盘卷烟纸的总长没有严格控制,而且卷烟纸纸芯的直径也会有波动,因此每盘卷烟纸的总圈数是不一样的。当卷烟纸纸芯直径相差1mm时,卷烟纸相差1÷2÷0.038≈13.16圈,卷烟纸长度相差13.16×3.14×130=5.37m。可见卷烟纸纸芯直径对卷烟纸的总圈数及长度影响很大,当设定固定的圈数,纸芯直径大的那盘卷烟纸很可能未达到设定的圈数,卷烟纸已经用完,这时就会因为断纸造成停机故障,从而必须采取手工塔接,不仅浪费更多的卷烟纸,而且会严重影响设备运行效率。所以正常情况下,操作工都会将转动设定圈数设置得较小,从而避免出现卷烟纸断纸故障,但这样每次卷烟纸在剩余很多时就被废弃,一般都把剩余量设置在10m以上,导致卷烟纸的极大浪费。
2改进方法
分析卷烟纸自动搭接系统存在的问题,可见造成卷烟纸浪费的主要原因在于自动搭接系统无法准确测量使用过程中卷烟纸的剩余量,因此可以利用机器视觉技术精确测量出使用过程中的卷烟纸剩余量,作为控制卷烟纸自动搭接的启动时间点,从而减少卷烟纸的浪费。
2.1 技术原理
改进后的卷烟纸剩余量检测装置通过一台USB内窥镜获取连续拍摄的图像,USB内窥镜通过支架固定在卷烟纸的正面,对准卷烟纸与纸芯的联接部位,在连续拍摄模式下不断采集图像,并把拍摄的图像传输给控制系统。控制系统获取了卷烟机好烟运行信号的情况下,计算出卷烟纸的剩余厚度,通过预先了解辅料的单层厚度就能确定辅料的剩余圈数。当辅料的剩余圈数小于预设值时,控制系统发出自动搭接命令给卷烟机,让卷烟机启动卷烟纸的自动搭接程序,进行卷烟纸的自动切换。采取这种卷烟纸剩余量检测和自动搭接控制方式,就可以根据实际运行情况,设定适合卷烟纸平稳运行的最小搭接剩余圈数,从而最大限度地节约卷烟纸。
2.2 技术实现
机器视觉卷烟纸剩余量检测装置的安装如图2所示。该装置通过支架1将USB内窥镜2正对着安装在纸盘轮3上的卷烟纸的内边缘,即纸芯4与卷烟纸5的接触部位。卷烟机正常运转后,剩余量检测装置从卷烟机上获取好烟运行信号并开始从USB内窥镜获取采集的图像信号,图像信号通过USB连接线传送到控制系统,控制系统对图像进行智能分析处理。计算出卷烟纸的剩余厚度并换算成卷烟纸的剩余圈数,当卷烟纸剩余圈数小于设定圈数时,控制系统发出自动搭接命令并传输给卷烟机,卷烟机启动自动搭接程序,实现卷烟纸的自动搭接和切换工作。图3所示为机器视觉卷烟纸剩余量检测装置在现场安装使用情况。
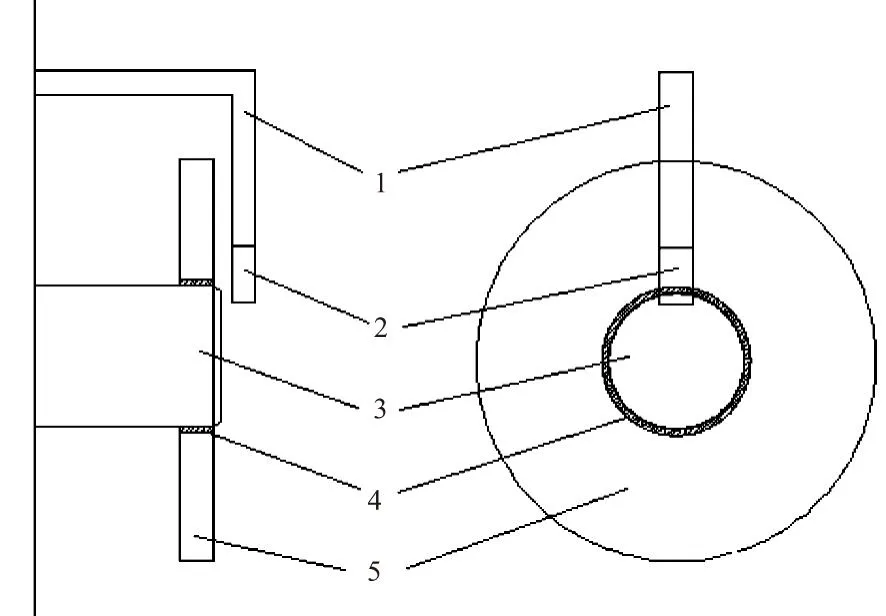
1—支架; 2—USB内窥镜;3—纸盘轮;4—纸芯;5—卷烟纸图2 卷烟纸剩余量检测装置安装示意图

图3 卷烟纸剩余量检测装置安装效果图
为稳定地采集图像,选择可靠的USB内窥镜相机,其参数要求为:分辨率为640×480,帧率不低于30fps,视角范围54°。通过绘制光路图,每个像素能拍到的大小为0.026×0.026mm,一层卷烟纸的厚度约为0.038mm[4],这样一层盘纸需要1.5像素,达到需要的检测精度。
要准确计算出卷烟纸的剩余量,最重要的是选择快速、稳定的图像检测算法。经调查发现,盘纸与卷轴的颜色是不同的,盘纸一般是白色的,卷轴有的是酒红色。有的是浅绿色,盘纸与卷轴之间存在较大的颜色差异,为了减少算法的运算时间,选定一个较小的区域作为检测区域,采用基于64维特征的盘纸边缘辨别算法[5],将色彩分布特征、领域统计特征、边缘分布特征和空间聚类特征有机结合起来,形成一个特征矢量,精确可靠的定位盘纸与卷轴的边界线,拟合出其边缘(为一个椭圆)。
对拟合出的边缘上的每个点计算其领域的加权平均梯度方向,沿这个梯度方向以一定的宽度向外寻找盘纸的外边缘(如图4所示)。盘纸相对于背景也应该有较大的灰度差异,因此可以对边缘图像在梯度方向上进行投影,投影的极大值即为盘纸外边界。外边界到分界线的距离即为该方向上的盘纸厚度。如果盘纸还很厚,盘纸边缘超出了相机的视角范围,外边界在检测区域之外,这个时候寻找的投影极大值相对很小,因此将分界线到检测区域边界的距离作为盘纸厚度。

图4 图像检测算法搜索方向示意图
对于分界线上的每一个点都可以计算一个方向上的盘纸厚度。为了进一步加强算法的稳定性,可以对相机视野内所有方向上盘纸的厚度取平均值作为最终结果。
图5所示的两条直线为实际的检测效果卷烟纸的内、外边缘,这两条直线的距离可换算成盘纸剩余的圈数。

图5 图像信号检测效果图
为保证卷烟纸剩余量检测装置独立于烟机运行,采用与卷烟机台并行接线、分时控制的方式,如图6所示。当卷烟纸剩余量检测装置工作时,继电器K1通电,常闭触点断开,切断卷烟机台的换纸信号,常开触点闭合,卷烟纸剩余量检测装置控制发送切纸信号;当卷烟纸剩余量检测装置由于某种原因处于故障时,继电器K1断电,常闭触点闭合,常开触点断开,自动转换为卷烟机台的换纸。
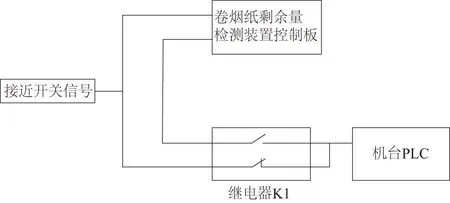
图6 切纸信号接线图
3应用效果
改进后的卷烟纸自动搭接系统采用机器视觉技术判断卷烟纸的剩余量,摆脱了对卷烟纸纸芯直径、卷烟纸圈数等不确定参数的依赖性,能够最大限度地降低卷烟纸的消耗,同时本技术能够有效地运用到接装纸、成型纸等所有卷烟生产过程中用到的卷筒类辅料的自动搭接系统中,具有较大的推广价值。
表1是改进前后同一台卷烟机卷烟纸剩余量的比较数据。经过改进的#21机组卷烟纸剩余量平均值最小为3.6m,最大为4.38m,总平均值为3.94m,而未经过改进前机组卷烟纸剩余量平均值最小为13.38m,最大为17.01m,总平均值为14.83m,改进效果明显。
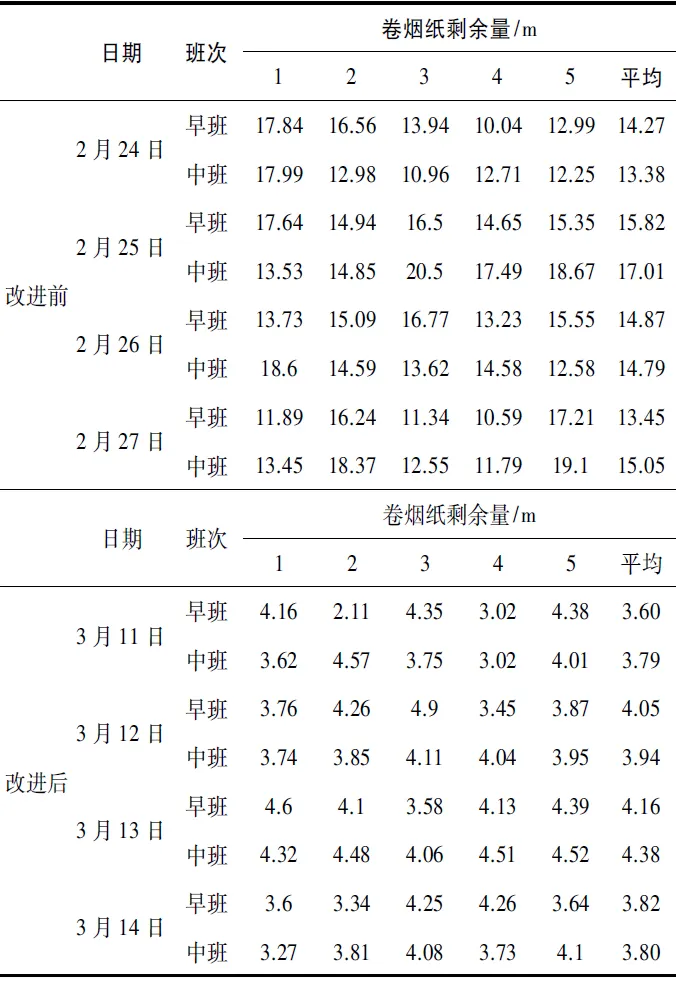
表1 自动搭接系统改进前后卷烟纸剩余量比较数据
4结语
采用机器视觉检测技术可精确测量卷烟纸的剩余圈数,通过实际运行比较,发现检测精度误差在1圈左右,每盘卷烟纸能节省10m左右,效果明显。且该设备独立于烟机的控制系统,不会对烟机产生额外的影响,当该设备出现故障时,烟机自带的换纸系统会自动启动,不会影响正常生产。
参考文献:
[1] 董胜利,周雪军,李利. 交流伺服技术在ZJ17卷烟机盘纸拼接系统中的应用[J]. 中国机械,2013(13):93-94.
[2] 唐向阳,张勇. 机器视觉关键技术的现状及应用展望[J]. 昆明理工大学学报(理工版),2004.29(2):36-39.
[3] 李浩. PASSIM卷烟机水松纸剩余量控制系统的研制[J]. 科技风,2011(18):96-97.
[4] 董祥云. YJ17-YJ27卷接机组[M]. 北京:中国科学技术出版社,2001.
[5] 张向阳,张进武,覃志宏,等. 基于机器视觉技术的卷烟小包封签直线检测算法[J]. 烟草科技,2008(3):22-24.
Applioation of Machine Vision Technology in Control of Cigarette Paper Remnant
DENG Chun-ning
(Device management Dept , Longyan Tobacco Industrial Co.,Ltd., Longyan 364021, China)
Abstract:To solve the problem of excessive cigarette paper during the process of cigarette machine automatic splice, the machine vision technology is used to accurately measure the cigarette paper remnant during the production. The automatic splice program is started in the case of the minimum remaining amount to effectively reduce the consumption of cigarette paper. It can be applied to all roll class materials automatic splice systems of cigarette manufacturing.
Keywords:machine vision; inspection technology; cigarette paper; automatic splice; paper remnant control
收稿日期:2013-06-12
中图分类号:TP274+.5
文献标志码:B
文章编号:1671-5276(2015)01-0214-03
作者简介:邓春宁(1974-),男,福建龙岩人,高级工程师,硕士,研究方向为电气设备、自动控制工程及在线检测设备的管理维护。