国内小容量注射剂立式洗瓶机的清洗工艺及其改进
2015-03-14沈鸣之
沈鸣之
(上海理工大学,上海200093)
0 引言
随着国内制药行业的发展,目前用于生产小容量注射剂的立式洗瓶机(以下简称为洗瓶机)已大规模普及。由于目前国内的立式洗瓶机是在德国BOSCH公司与B+S公司的回转式洗瓶机的基础上改制而成,因此目前除沿用最初的清洗安瓿瓶的工艺流程外,已根据国内情况演变出另两种清洗流程。清洗工艺流程根据机型运动方式的不同,应用于不同的药品包材,但国内存在因商业宣传而误导药品生产企业选型的现象,使得药品生产企业在订立URS时有些盲目。笔者认为,应根据药品生产企业自身的工艺与产品需求,正确地选择洗瓶机清洗工艺与所适用的机型。
由于国内针对洗瓶机清洗工艺的行业标准与规范较为零散,本文对应需满足的工艺参数进行了罗列,并说明了洗瓶机在调试环节中的验证要点,希望设备生产厂家在此基础上,不断提高自身的企业规范与标准。
本文还重点介绍了目前国内部分厂家正在积极研发的硅化工艺装置,研发此项目需制造硅化工艺实验平台,笔者认为需弄清此工艺中所涉及的相关参数后,再制造工业应用级别的硅化工艺装置。
1 洗瓶机现有清洗工艺流程
1.1 BOSCH清洗工艺流程
BOSCH清洗工艺流程(循环水—循环水—洁净压缩空气—注射用水—洁净压缩空气—洁净压缩空气),如图1所示。
(1)超声波清洗:药瓶进入超声波水池后,利用超声波空化作用将药瓶上附着的微粒振松;
(2)循环水内外冲洗:对药瓶内外的附着微粒进行第一次粗洗;
(3)循环水内冲洗:对药瓶内附着微粒进行第二次粗洗;
(4)洁净压缩空气内冲洗:吹干上一步残留在药瓶内的循环水;
(5)注射用水内冲洗:对药瓶内附着微粒进行精洗;
(6)洁净压缩空气内冲洗:吹干残留在药瓶内的注射用水;
(7)洁净压缩空气内外冲洗:吹干残留在药瓶内的注射用水。
1.2 A型清洗工艺流程
经过演变后的A型清洗工艺流程(循环水—洁净压缩空气—降级水—洁净压缩空气—注射用水—洁净压缩空气),如图2所示。

图1 BOSCH基本清洗工艺流程
(1)超声波清洗;
(2)循环水内外冲洗;
(3)洁净压缩空气内冲洗;
(4)注射用水降级水内冲洗;
(5)洁净压缩空气内冲洗;
(6)注射用水内冲洗;
(7)洁净压缩空气内外冲洗。

图2 A型清洗工艺流程
1.3 B型清洗工艺流程
另一种演变后的B型清洗工艺流程(循环水—洁净压缩空气—循环水—洁净压缩空气—注射用水—洁净压缩空气),如图3所示。

图3 B型清洗工艺流程
(1)超声波清洗;
(2)循环水内外冲洗;
(3)注射用水降级水内冲洗;
(4)洁净压缩空气内冲洗;
(5)注射用水内冲洗;
(6)洁净压缩空气内冲洗;
(7)洁净压缩空气内外冲洗。
1.4 3种清洗工艺流程的来源、适用范围与理论依据
经相关资料研究后发现,A型清洗工艺流程仿照的是德国B+S公司的FAW1120型回转式洗瓶机(图4),该机型相较BOSCH连续运动机型的特点是喷针针架间歇性运动,喷针只需进行上下运动,而无需循环摆动。
在实际生产中若使用此工艺流程搭配连续运动机型的传动结构会遇到两个问题:其一,会发现安瓿瓶或小口径的抗生素瓶清洗完成后,瓶内的水残留量很难达标,出现这一问题的原因是喷针针架的连续运动未给予药瓶内的残留液体足够的时间流出,且最后只有一道吹气迫水工艺,更加剧了这一情况的发生。其二,针架在高速运动过程中,若注射用水回水盘设计过小,可能造成注射用水收集过少;若注射用水回水盘设计过大,则可能造成注射用水降级水的混入。

图4 FAW1120型回转式洗瓶机
根据以上分析可以得出:A型清洗工艺流程搭配的洗瓶机机型应是间歇运动型,适用于处理口径较大的抗生素瓶等药瓶容器。
B型清洗工艺流程是为了解决A型清洗工艺流程搭配连续运动机型后瓶内水残留量很难达标这一问题而改进的。清洗工艺流程的最后两道工序都改为了对药瓶进行洁净压缩空气内冲洗,增强了吹气迫水的功效。另一问题的解决办法是在实际生产过程中降低设备的速度,从而对针架进行减速,避免清洗介质混入注射用水回水盘中。据此得出:B型清洗工艺流程搭配的洗瓶机机型可以是连续运动型,适用于处理大多数的安瓿瓶与抗生素瓶。
研发与应用一个新型的工艺流程,无非是因为先前的工艺流程在某些方面不能满足现有市场中客户的需求、行业规范与国家标准,或者出于规避侵犯专利的目的等因素。B+S公司设计A型清洗工艺流程的目的在于:当前市场中连续运动型洗瓶机不能完全满足清洗所有规格尺寸的抗生素瓶的需求。当清洗容积超过30mL的抗生素瓶时,既要合理减少清洗药瓶的时间,增加处理药瓶的产量,又要保证药瓶的清洗效果。B+S公司便使用了间歇运动型结构的洗瓶机,保证了足够的时间用于清洗不同容积大小的药瓶。另外,使用3种洁净度逐次增加的清洗介质(循环水、注射用水降级水、注射用水)比使用两种洁净度逐次增加的清洗介质(循环水、注射用水)更能保证药瓶的清洗效果。
2 洗瓶机清洗流程应满足的工艺参数与验证
2.1 清洗流程应满足的工艺参数
2.1.1 洗瓶速度符合产量要求
根据设备选型的不同与所清洗的包材规格尺寸的差异,洗瓶速度有非常大的区别。因此在验证洗瓶速度时,应先确定以上两个条件,并以扩大20%的实际产量来选型设备,以预留部分产能。
2.1.2 药瓶破损率
抗生素瓶:清洗机在额定速度运转状态下,统计15min内的破损瓶总数与进瓶总数,按下式计算:
破损率(%)=(破损瓶总数/进瓶总数)×100%
安瓿瓶:清洗机负载工作时,随机连续统计15min内的进瓶总数和出瓶总数,按下式计算:破瓶率(%)=[(进瓶数-出瓶数)/进瓶数]×100%
2.1.3 可见异物的检测
安瓿瓶:按《中华人民共和国药典》(2010版)二部中附录ⅨH“可见异物检查法”进行检定。抗生素瓶:在清洗机出瓶口随机抽取100个样瓶,向瓶内注入注射用水,按《中华人民共和国药典》(2005版)二部ⅨH“可见异物检查法”的灯检法进行检测。
2.1.4 不溶性微粒
《中华人民共和国药典》(2010版)二部附录ⅨC“不溶性微粒检查法”;《中国药品检验标准操作规范》(2010版)第249页“不溶性微粒检查法”。
2.1.5 灭菌性试验
符合《中华人民共和国药典》(2010版)ⅪJ“微生物限度检查法”要求,作为清洗挑战性试验。
2.1.6 残留水量的检测
标准:洗瓶机空瓶内不挂水珠。
在此需要说明的是,本节中2.1.2、2.1.3、2.1.4均摘录自JBT20092—2007抗生素瓶立式超声波洗瓶机与JB/T20002.2—2011安瓿超声波清洗机中的条款。根据无菌生产工艺的流程,第5项检测放在药瓶经过灭菌烘箱后比较适宜,并以此作为最终标准。若药瓶生产厂家条件允许,可提高检测要求。第6项检测由于缺少能够进行定量分析的检测设备,目前基本采用的是生产现场目测定性检测。
2.2 洗瓶机调试时的验证要点
在设备生产厂家中,由于缺少标准化的洁净厂房与所需检测仪器,造成不能直接检测热原或细菌内毒素等物化指标。因此,改为检测设备所能达到的工艺参数为主。《制药工艺验证实施手册》所列出的洗瓶机验证(包括但不限于)的项目是:
2.2.1 清洗时间的确认
基于不同的药瓶规格,洗瓶机的清洗时间是不同的。在调试验证时,一定要验证随机主规格的药瓶清洗时间。合理的清洗时间能够保证药瓶达到预期的清洗效果,减少可见异物与不溶性微粒,且瓶内没有残存水。
2.2.2 空气压力和水压力的确认
空气压力和水压力是保证洗瓶机清洗工艺达到预期的基本参数。如果压力达不到标准,喷射的水流不能有效去除药瓶内的可见异物与不溶性微粒,喷射的气流不能清除瓶内的残存水。配合PLC控制系统的使用,在空气压力和水压力过低或过高时具有报警、停机等功能。
在此过程中所记录的流体压力数据可与所模拟的数据进行对照,完善模拟参数接近实验数据,或优化管路设备达到理想模拟状态。最终,确认管路系统的实际效果达到设计要求,完成闭环验证。
2.2.3 水温的确认
由于药厂自身管路的设置,不同清洗介质的水温是有所差异的。洗瓶机清洗工艺中所使用的软管能够承受的温度不超过80℃,针对温度过高的注射用水与纯化水,药厂需配备降温设备。洗瓶机水槽内水温应控制在50~60℃,这一要求针对的是洗瓶机中的循环水,此水温可有效配合超声波的空化效应。在调试阶段对水温的验证确认,其实质是查看在此水温下,设备的运行情况,所用零件材质是否达到要求,调节水温的控制系统是否运行正常具有报警、停机等功能。
2.2.4 循环次数
这里的循环次数是指清洗工艺所用到的清洗介质与清洗流程是否符合药厂生产商在URS(用户需求说明)中提到的要求。
2.2.5 可见异物、不溶性微粒、热原或细菌内毒素的确认
目前,对可见异物、不溶性微粒的检测,设备生产厂家使用人眼目测居多。由于缺少标准化的洁净厂房与所需检测仪器,即使检测了这些物化指标,也仅能将此类数据作为参考。当设备放入药厂生产商的标准化洁净厂房后,经过消毒除菌,需再次验证。
3 卡式瓶的硅化
3.1 卡式瓶的硅化站系统
近年来一种新型的包材卡式瓶(笔式注射器用硼硅玻璃套管)在高附加值的药品领域被用来替代安瓿用作药液包材。
安瓿瓶清洗工艺流程与卡式瓶清洗工艺流程的区别在于卡式瓶需使用医用硅油对内壁做硅化处理,目的是使后续压入瓶内的胶塞具有良好的滑动性。工业生产型硅化站(图5)在立式洗瓶机的模块化设计中属附加装置,是近期国内立式洗瓶机生产厂家更新洗瓶机清洗工艺的一大重点项目。
考虑到目前国内的机械制造水平,硅化站系统搭配的洗瓶机机型必须是间歇运动型,药瓶在硅化工位静止不动,喷射针架只做上下运动,不跟随摆动,只有这样才能保证喷射效果的稳定。
目前,已有国外针对卡式瓶硅化工艺的研究,其方式是搭建实验平台(图6)进行比较性实验,而后选取最好的参数用于工业化生产,因此实验平台的搭建至关重要。反观国内主要以整机搭建完成后调试为主,这一情况必然导致在调试过程中,针对每一台机器反复地摸索实验参数,而不是在实验平台中搞清这些参数并根据卡式瓶规格的不同将工艺参数设置在控制模块中。
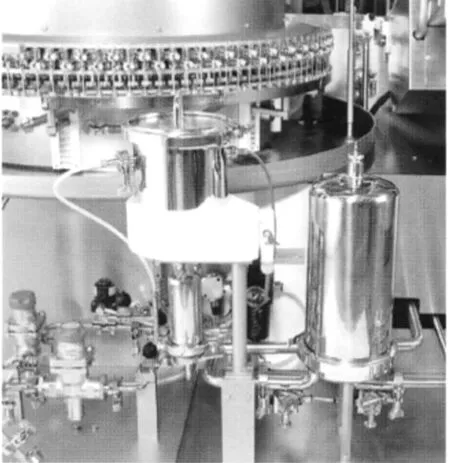
图5 工业生产型硅化站
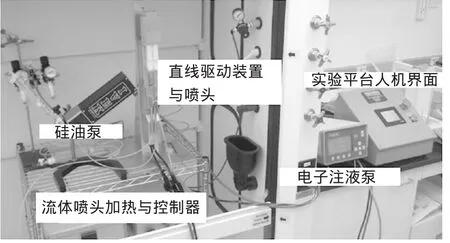
图6 硅化站实验平台
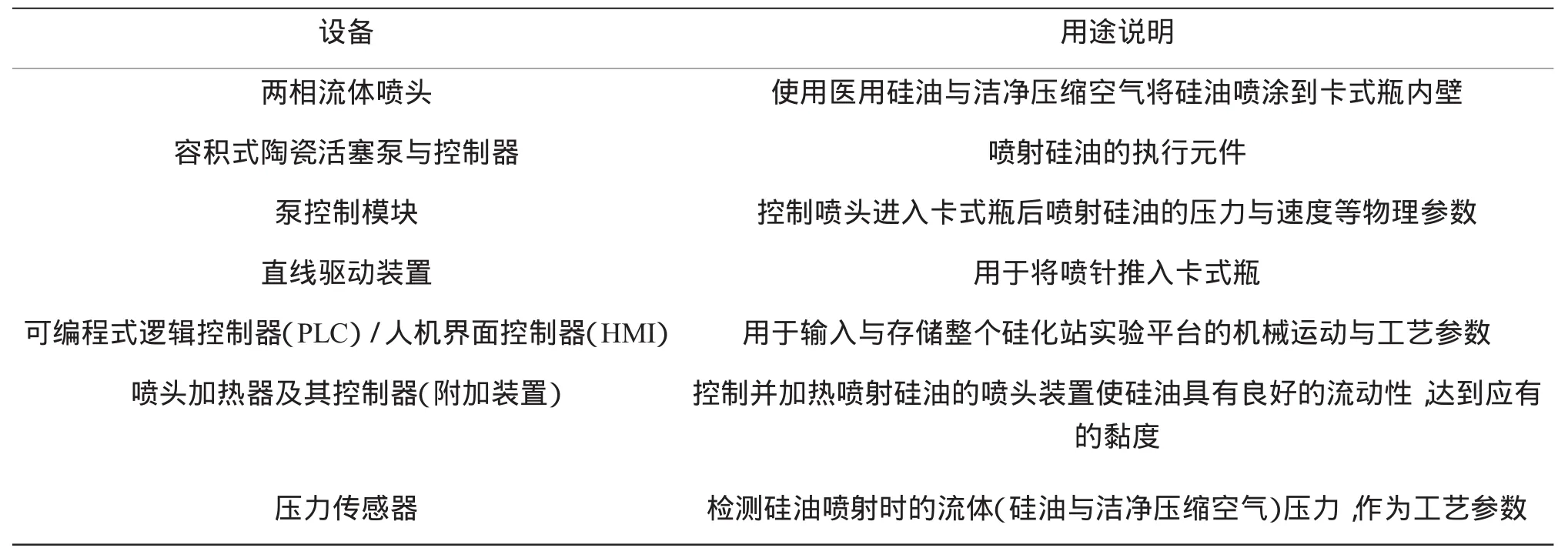
表1 国外硅化站实验平台的系统组成

表2 硅化站所涉及的实验参数
下面将介绍国外硅化站实验平台的系统组成与需要注意的工艺参数。
国外硅化站实验平台的系统组成如表1所示,硅化站所涉及的实验参数如表2所示。
值得注意的一点是,在实验中发现提高硅油的温度、减少硅油的使用量后,依然能够保证硅油涂层的均匀性,这一特点在工业生产中十分重要。硅油涂层不均匀如图7所示,硅油涂层均匀如图8所示。

图7 硅油涂层不均匀
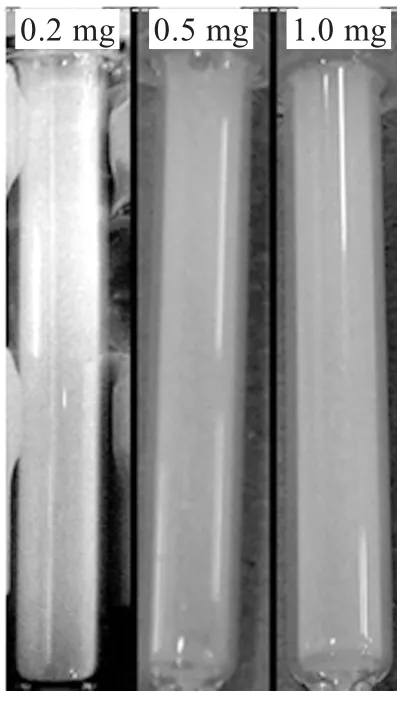
图8 硅油涂层均匀
3.2 卡式瓶硅化效果的验证
当完成卡式瓶硅化后,怎样证明其工艺的有效性将是考验设备制造厂商的一大难点。由于国内设备厂商主要关注整机的制造,而较少顾忌工艺的验证,因此,很少使用实验数据来证明工艺的有效性,在与国外同类设备厂商投标竞争时便处于下风。
卡式瓶的硅化工艺就是一个典型例子。卡式瓶的硅化工艺主要是为了增加胶塞在瓶内的滑动性,验证滑动性就等同于验证硅化工艺。其具体方式是设计一套推送胶塞进入卡式瓶内的力学测试装置,该装置可逐步提高推力,当胶塞被推动时便不再施力,所得数据自动记录为“推力-位移”图。得到一系列图表后,通过与人工推送同批次实验品中胶塞的力值比较或是触觉比较,最终选择合适的实验批次并确定工艺参数,至此才算完成卡式瓶硅化工艺的开发与验证。
4 结语
本文首先总结了目前国内立式洗瓶机清洗工艺的现状,分析比较了两种应用较广的清洗工艺流程,明确提出了正确选择洗瓶机清洗工艺与所适用的机型可以保证药瓶的洁净度与清洗效果,尤其对于药品生产厂家在进行GMP认证时十分重要。
其次,对在设计环节工程师应遵守的基本国家标准与行业规范中的条款进行了罗列,并介绍了设备调试环节的验证要点,把这些运用到实际生产中后,所获得的测试验证数据将帮助药机设备生产厂检验设备功能,制定企业自身的标准规范。
最后,介绍了未来洗瓶机清洗工艺所涉及到的硅化工艺装置,目前国内部分厂家正在积极研发,需要注意的是此装置涉及了机械零件、电气部件、软件控制系统与硬件的集成,涉及面较广,且相关技术公开较少。若研发此项目需制造硅化工艺实验平台,弄清此工艺中所涉及的相关参数后,再制造工业应用级别的硅化工艺装置。
[1]JB/T20092—2007 抗生素瓶立式超声波清洗机[S].
[2]JB/T20002.2—2011 安瓿超声波清洗机[S].
[3]何国强.制药工艺验证实施手册[M].北京:化学工业出版社,2012.
[4]Edwin Chan,Aaron Hubbard,Samir Sane,et al.Syringe Siliconization Process Investigation and Optimization[J].PDA J Pharm Sci Tech,2012(66).
