电刷镀法制备大面积241Am放射源
2015-03-14喻正伟叶宏生陈克胜徐利军
喻正伟,叶宏生,林 敏,陈克胜 ,夏 文,徐利军
1.中国原子能科学研究院 计量测试部,北京 102413;2.环境保护部 核与辐射安全中心,北京 100082
电刷镀法制备大面积241Am放射源
喻正伟1,2,叶宏生1,*,林敏1,陈克胜1,夏文1,徐利军1
1.中国原子能科学研究院 计量测试部,北京102413;2.环境保护部 核与辐射安全中心,北京100082
摘要:以分子电镀法制备放射源的技术为基础,结合当前应用广泛的电刷镀技术,开展了电刷镀法制备大面积241Am放射源的研究。和传统的放射源制备方法相比,该方法突破了电镀槽的限制,可以任意选择源的活性面积,并且通过控制阳极镀笔在阴极上作可控制的、有规律的二维往复移动,克服了传统电镀中当源的活性面积较大时难以保证电镀源均匀性的缺点。成功制备了一批活性面积为100 mm×150 mm的大面积241Am放射源,研究了通电时间、电压以及镀液酸度对放射性核素241Am的沉积效率的影响,并对源的均匀性、牢固性进行了评价。
关键词:大面积放射源;分子电镀;电刷镀
*通信联系人:叶宏生(1963—),男,甘肃平凉人,博士,研究员,主要从事放射性同位素分离及分析方法研究,E-mail: ysh622@ciae.ac.cn
随着核技术应用的日益广泛,许多探测面积较大的表面放射性测量仪器被用于对放射性废物治理和核设施退役等场所中大量存在的α、β表面沾污对象进行检测[1-2]。我国已研制出和引进几种大面积表面放射性污染测量仪,可用作地面、墙面、衣物等大面积放射性污染检测[3-4]。为了能准确给出其表面发射率或活度,所用的测量仪器必须定期进行校准,因此就需要配备相应的大面积标准源。
当前报道的放射源制备技术多种多样[5],但其中只有浆化铺样法[6]和电沉积法可用于制备活性面积较大、源层较薄的平面状放射源。浆化铺样法由于存在自吸收严重、沉积效率难以定量且源的均匀性和牢固性不够等缺点,很难被广泛应用;电沉积法则很好地解决了上述难题,能够制备出均匀性和牢固性好、自吸收小、可以定量沉积的放射源,唯一的不足就是源的活性面积一般较小,当增大活性面积时,均匀性难以保证,且必须增加电镀槽的尺寸,对加工技术的要求以及成本都大大提高。我国目前已开展的针对较大活性面积平面放射源的制备技术研究工作比较少,采用的都是电沉积法,如张维成等[7]报道了在异丙醇中将57Co电沉积到铝片上制备核医学中γ相机校准用的大面积(活性面积直径为320 mm)γ源,研究了电流密度、电镀持续时间、料液酸度、阴阳极间距以及温度对电镀效率的影响,但只讨论了直径为145 mm(活性面积为165 cm2)的源的均匀性问题,对更大活性面积的源的均匀性问题未作研究;许书河等[8]报道了在硼酸-氯化钾体系中在铜片上电沉积63Ni制备较大面积低能β源,采用网状铂阳极,提高了源的均匀性,但制备的源的尺寸仅为100 mm × 60 mm,活性面积只有60 cm2,不满足大面积放射源的要求,由此可知,我国目前尚未研制出活性面积大于200 cm2且均匀性、牢固性满足要求的大面积放射源,不能满足我国对于大面积校准用源的需求。本工作结合目前发展相对成熟的分子电镀制源技术和新近快速发展的电刷镀技术[9],针对241Am核素,开展大面积α放射源的制备技术研究,为以后进行更大面积平面标准放射源的制备技术研究奠定基础。
1实验部分
1.1 试剂
异丙醇、浓HNO3、NaOH,化学纯,北京化工厂。
241Am溶液:将241Am溶于0.02 mol/L HNO3中,比活度为146.8 kBq/g,中国原子能科学研究院。
1.2 装置
自主设计建立的大面积源制备装置:包括循环供液系统、电刷镀平台、自动平移装置、镀笔、计算机等,图1为装置示意图。实验中,将镀液存在储液槽中,利用蠕动泵将镀液输送到镀笔体的方形石墨阳极上,作为阴极的不锈钢片固定在刷镀平台上,镀笔体通过连接杆受控于自动平移装置,在计算机的操作界面上输入程序,通过控制器传到电动平移台,就可以控制镀笔体做可控制的、有规律的二维往复移动,采用密封性好的聚四氟乙烯边框使镀液在阴阳极之间保持一定的厚度,通过调节泵的速率可以控制镀液循环的速度。根据计算机模拟结果,电场强度主要集中分布在石墨阳极和阴极之间,通电条件下,主要是在阴阳极之间的241Am发生电沉积,阴阳极之间以外的区域相对较少。通过该装置即可突破电镀槽的限制,也可以保证所制备的源的均匀性。
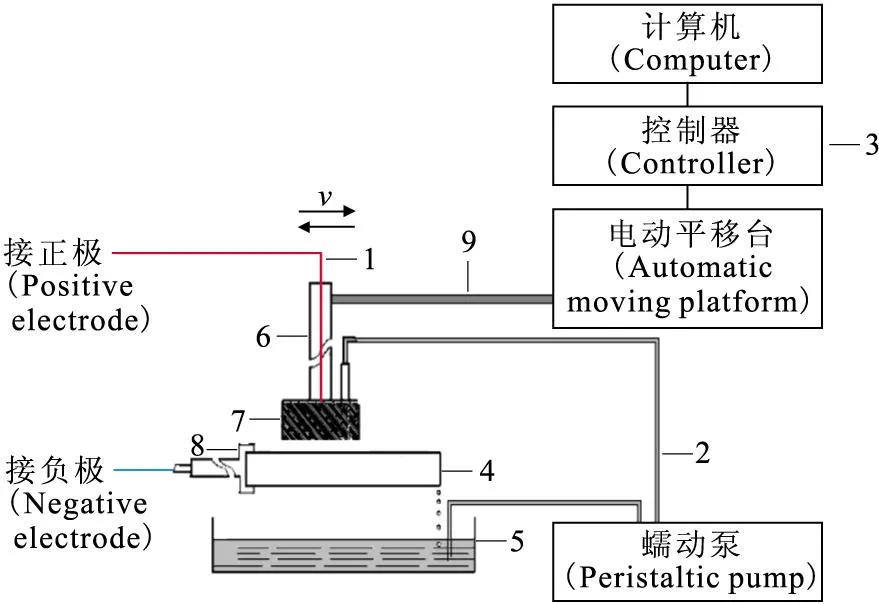
1——电源连线(Power line),2——循环供液系统(Cycle liquid supply system),3——自动平移装置(Automaticmoving device),4——不锈钢片(Stainless steel sheets),5——储液槽(Water cistern),6——镀笔体(Plating pen),7——石墨阳极(Graphite anode),8——刷镀平台(Brush plating platform),9——连接杆(Connecting rod)图1 大面积制源装置示意图Fig.1 Schematic diagram of the device
电源:电源采用高压低流电源,适用于有机体系下的分子电镀,电压的可调范围为0~5 000 V,电流的输出范围为0~200 mA,当电压输出一定时,电流基本恒定,随着电镀的进行,电流有小范围波动。
另外根据需要加工尺寸为170 mm×120 mm的不锈钢片作为镀片;0~5 000 V/0~200 mA高压低流电源;电线若干。
1.3 实验原理
241Am是锕系元素,在水溶液中,其氧化-还原电位在氢的电位之后,因而它不能以金属形式在阴极上析出。在通电条件下,在阴极上因氢离子还原而释放出氢气,结果在阴极区积累了大量的OH-,形成了pH较高的区域,Am的正离子与OH-形成氢氧化物,并沉积在阴极上。图2为Am3+的电沉积过程示意图。
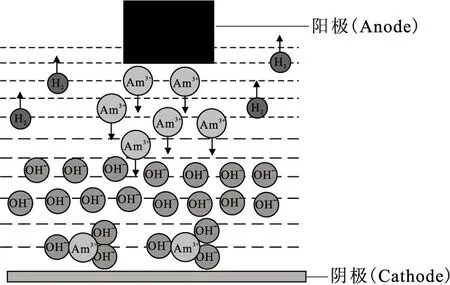
图2 Am3+的分子电沉积过程示意图Fig.2 Schematic diagram of molecular plating of Am3+
电解241Am的硝酸溶液时发生的电极反应如下:



Am4+形成氢氧化物的机理与Am3+相同。
1.4 实验方法
(1) 配制一定酸度的镀液:取已知活度(A0=2 500~3 500 Bq)的241Am标准溶液于异丙醇中,加入一定比例的硝酸和水,配置成不同酸度的镀液,为了控制镀液的成分,加入的241Am标准溶液的体积很小,可以忽略对整个镀液体系的影响,因此采用称量方法、每次加入的241Am标准溶液的活度并不一样。
(2) 选择不锈钢片进行机械抛光和化学抛光,通过特殊的遮蔽、绝缘处理保证不锈钢片的实际电镀面积为150 mm × 100 mm,用去离子水、异丙醇清洗干净,晾干备用。
(3) 将镀液转入储液槽,将处理好的不锈钢片固定到刷镀平台上,调节镀笔,使阴阳极之间的距离为10 mm,接通电源。
(4) 开启循环供液系统,打开计算机,调出自动平移装置的应用软件,打开编写好的程序,让阳极按照预定的路径移动起来。
(5) 给两极之间加电压,241Am的电沉积过程开始。
(6) 计算电沉积效率:将制备好的电沉积源进行测量,得到源的活度值A1,其结果可溯源到2πα、2πβ表面发射率标准装置。测得的源的活度值A1除以加入的241Am标准溶液的活度值A0,得到电沉积效率,即电沉积效率E=A1/A0。
2结果与讨论
本实验以分子电镀为基础,借鉴了工业电刷镀技术的思想,形成了一套新的制备α放射源的方法,有以下几个特点:(1) 设计了阳极可以移动的电刷镀平台,突破了分子电镀中电镀槽的限制,相对于传统电镀固定电镀槽的方法来说具有灵活性,既减少了成本,又降低了加工的难度,实验中选择的活性面积为100 mm × 150 mm,利用自主设计建立的大面积源制备装置,可根据需要增大尺寸,在技术上容易实现;(2) 实验中阴阳极之间有一个相对运动,而这个过程是可以精确控制的,当固定阴极后,可以设定阳极的移动速率、路径等条件以准确控制阳极相对阴极的移动,从而保证源的均匀性。另外由于采用这种可移动的阳极,也方便对发射率低的地方进行补镀,这也是传统电镀制源方法中无法实现的。
用电刷镀法制备大面积241Am放射源,源的沉积效率、均匀性、牢固性等会受到诸多因素的影响,如通电时间、镀液的酸度、电压的大小、阴阳极之间的距离、循环液流速、镀液含水量等。本方法应用了分子电沉积的基本原理,主要研究通电时间、酸度、电压三个影响因素,而阴阳极之间的距离、镀液含水量则按照文献值来确定[10-14]。另外,值得一提的是循环液流速的选择,因分子电沉积在很短的时间内完成,所以流动的镀液对沉积效率的影响不明显,实验中调节合适的流速,既保证镀液维持在一定的温度,又不至于挥发过快而造成大量损失。
2.1 电刷镀时间的影响
在电压、极间距、镀液酸度等条件保持不变的情况下研究了沉积效率随电刷镀时间变化的关系,结果示于图3。由于本工作具有一定的开创性,缺乏实际经验,难以很快找到沉积效率很高的条件,因此着重关注沉积效率随电刷镀时间变化的趋势。图3中纵坐标为241Am的沉积效率,横坐标为通电时间,最大沉积效率为46.1%。尽管沉积效率的绝对值不够高,但也能反映其随时间变化的趋势。
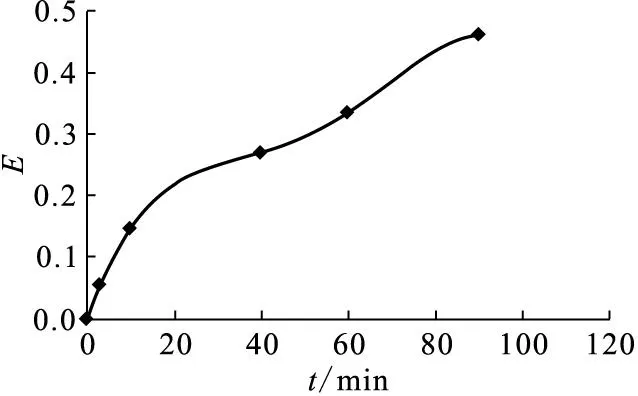
图3 沉积效率随时间变化趋势图Fig.3 Effect of plating time on deposition efficiency
由图3可以看出,时间是影响沉积效率的一个重要因素。如果时间很短,多数放射性核素没有发生沉积,沉积效率很低,随着通电时间的延长,沉积效率也相应增大。由于实验中采用异丙醇为电镀介质,而异丙醇容易挥发,如果时间太长,异丙醇挥发会使镀液体系发生改变,引入更多不易控制的因素,综合考虑各种因素,推荐沉积时间为30~40 min为宜。
2.2 电压的影响
在电刷镀的过程中,电流密度的大小对沉积效率具有关键性的影响。在阴阳极之间的距离固定、石墨阳极的大小也一定的情况下,由于电极是浸没在镀液中,当镀液体系不发生明显改变时,两极之间的电流密度可以近似看作是稳定的,当电压恒定时,电流相对稳定,因此实验中用加在阴阳极之间电压的大小来表征电流密度的影响。保持镀液酸度、阳极移动速率、极间距等条件不变,每次通电时间设定为30 min,结果示于图4。由图4可以看出,在电刷镀开始的一段时间内,沉积效率随电压的增加而增大,当电压为400~1 100 V时,沉积效率趋于稳定,波动不是很大,图中最大沉积效率为80.1%。当加大电压时,由于电流的增大,发热现象比较明显,使得异丙醇挥发,这样会影响镀液体系的稳定性,因此选择电压为400 V,既能保证一定的电沉积效率,又能减少镀液的挥发损失。
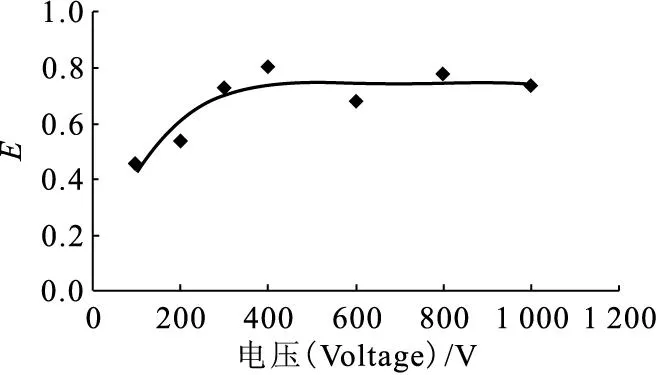
图4 沉积效率随电压变化趋势图Fig.4 Effect of voltage on deposition efficiency
2.3 酸度的影响
在探究镀液的酸度对沉积效率的影响时,其他条件保持不变,控制镀液为500 mL,分别加入配制好的硝酸溶液2.00 mL,浓度分别为0.005、0.01、0.02、0.05、0.08、0.10 mol/L,原始镀液的pH值分别为4.7、4.4、4.1、3.7、3.5、3.4,结果示于图5,最大沉积效率为3.8%,这是因为在做酸度影响实验时,沉积时间选择较短,为10 min,电压为300 V,此时大部分241Am还没有开始沉积。但从图5仍然可以看出变化趋势,加入的硝酸浓度为0.08 mol/L(pH=3.5)时沉积效率出现最大值,酸度增大或减小沉积效率都降低。
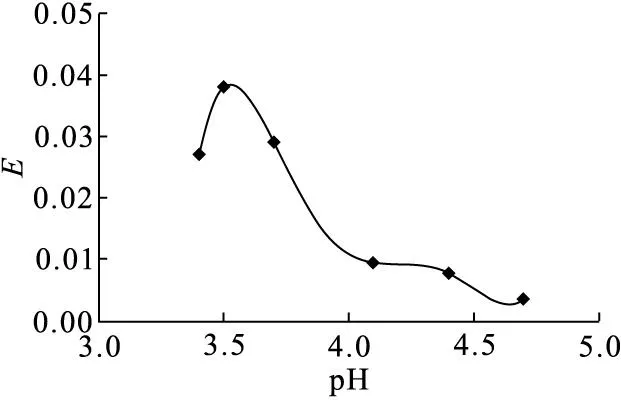
图5 沉积效率随酸度变化趋势图Fig.5 Effect of nitric acid on deposition efficiency
2.4 均匀性及牢固性检验
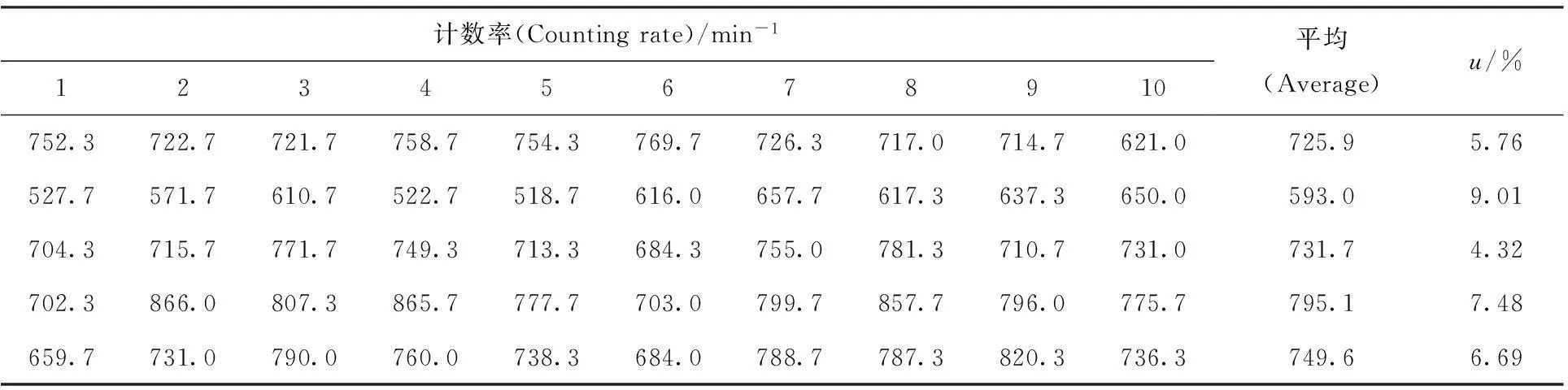
设定电压为400 V,镀液的初始pH为3.5,即在500 mL镀液中加入0.08 mol/L的硝酸溶液2.00 mL,电沉积时间为30 min,电极间距为10 mm,镀液含水量约为5%,制备了一批活性面积为100 mm×150 mm的大面积源,对制备的源随机抽取了5块进行均匀性检测,结果列于表1。
源的均匀性检测方法:用有机玻璃材料设计加工用于测量源的均匀性的源架,源架最上面的一块板上沿长方形对角线上有九个小窗,每个窗的面积为6 cm2,当从下面插入源片后,这九个小窗在源的活性区内的投影在源的对角线上,测量时,每测量一个小窗的计数,应将其它的小窗用纸片挡住,这样就能够测量整个活性区对角线上的九个点的计数率。设第i个窗单位面积的计数率为Ci,则均匀性(u)由以下公式计算:

在随机选取的5块源中,所得u值均在10%以下,说明均匀性已基本满足要求。
表1源的均匀性抽样检测结果
Table 1Results of uniformity of the prepared sources by random testing
计数率(Countingrate)/min-112345678910平均(Average)u/%752.3722.7721.7758.7754.3769.7726.3717.0714.7621.0725.95.76527.7571.7610.7522.7518.7616.0657.7617.3637.3650.0593.09.01704.3715.7771.7749.3713.3684.3755.0781.3710.7731.0731.74.32702.3866.0807.3865.7777.7703.0799.7857.7796.0775.7795.17.48659.7731.0790.0760.0738.3684.0788.7787.3820.3736.3749.66.69
放射源在制备完成以后,用棉花沾上异丙醇擦拭,擦拭完以后用异丙醇冲洗,再去测量。重复以上操作,发现计数率基本保持不变,说明源的牢固性较好。
2.5 源的制备
在电压为400 V、镀液的初始pH为3.5、电沉积时间为30 min,电极间距为10 mm,镀液含水量约为5%的条件下,制备了一批活性面积为100 mm × 150 mm的大面积源,活度值为1 500~2 400 Bq,241Am镀层厚度为:0.08~0.13 ng/ cm2,均匀性好,偏差在10%以内,牢固性满足需求,可以作为大面积校准源使用。
3结论
根据条件实验,得到以下结论:
(1) 时间是影响沉积效率的一个重要因素,随着通电时间的延长,沉积效率也相应增大。值得注意的是,在电刷镀过程中由于发热等因素会导致异丙醇的挥发,因此在选择通电时间的时候一定要充分考虑,合理选择;
(2) 传统分子电镀中随着电流密度的增大,沉积效率会增大,但当电流密度增大到一定程度之后,沉积效率趋于稳定,本实验中当电压较低时,沉积效率随电压的增加而增大,当电压在400~1 100 V之间时,沉积效率趋于稳定,由于实验的基本原理还是分子电镀,因此二者在结果上一致;
(3) 镀液最佳酸度为初始镀液的pH≈3.5,酸度偏大或偏小都会影响沉积效率。
参考文献:
[1]赵清,徐春长,杨元第.放射性污染及表面沾污测量[J].现代测量与实验室管理,2007(6):14-17.
[2]程倩,包伯荣,钱群,等.高放废液中分离回收镧系-锕系元素萃取剂的研究进展[J].化学研究与应用,2005,22(2):143-146.
[3]易清平, 张积运, 胡明考,等.用大面积源检定核应急机载/车载伽玛能谱仪[J].计量测试与校准,2008,28(2):21-29.
[4]肖春新,马继祖.大面积低本底α闪烁计数器[J].核技术,1980(4):19-23.
[5]张华明.放射源的制备技术及其应用[J].同位素,2009,22(1):54-59.
[6]李树堂,夏益华,杨大亭.大面积低水平α放射性能谱源的制备和样品的测定方法[J].核化学与放射化学,1989,11(3):149-155.
[7]张维成,徐丙臣.分子电镀法试制医用大面积放射源[J].原子能科学技术,1979,13(4):431-434.
[8]许书河,张锦荣.大面积63Ni低能β源的研制[J].原子能科学技术,1996,30(5):410-413.
[9]宾胜武等.刷镀技术[M].北京:化学工业出版社,2003:29-31.
[10]严叔衡,苏树新,张淑兰,等.分子电镀法定量沉积铀和钚[J].原子能科学技术,1997,31(3):261-265.
[11]苏树新,孙淑英.分子电镀定量沉积稀土元素的条件研究[J].稀有金属,1980,6(8):39-42.
[12]罗旭.分子电镀法制备237Np核靶[J].原子能科学技术,2002,36(4):409-412.
[13]秦芝,郭俊盛,甘再国.分子电镀法制备镅(241Am、243Am)厚靶[J].同位素,2000,13(4):209-214.
[14]肖勇厚,杨维凡,袁双贵,等.分子电镀法制备Ba靶[J].同位素,2001,14(3-4):184-187.
Preparation of Large-Area241Am Source Using Brush Plating
YU Zheng-wei1,2, YE Hong-sheng1,*, LIN Min1, CHEN Ke-sheng1, XIA Wen1, XU Li-jun1
1.China Institute of Atomic Energy, P. O. Box 275(20), Beijing 102413, China;
2.Nuclear and Radiation Safety Center, Ministry of Environmental Protection
of the People’s Republic of China, Beijing 100082, China
Abstract:Based on the molecular plating and brush plating technology, a new method for preparing large-area241Am source was developed. Compared with the traditional molecular plating, it broke through the restrictions of plating tank so that the active area of the source could be increased; and also, the automatic 2D travelling equipment resolved the problem of uniformity of large-area source through the controllable and well-regulated movement to and fro. Some sources were prepared to explore some experimental conditions such as time, voltage, and the acidity of solution that influenced the deposition efficiency of241Am. The uniformity and firmness of sources were also discussed.
Key words:large-area source; molecular plating; brush-plating
作者简介:喻正伟(1983—),男,湖北宜昌人,硕士,工程师,从事放射性同位素分离及分析方法研究
修订日期:2015-01-08
收稿日期:2014-05-13;
doi:10.7538/hhx.2015.37.03.0166
中图分类号:TL929
文献标志码:A
文章编号:0253-9950(2015)03-0166-05
