利用普通车床进行深孔加工的研究
2015-03-11冯小东胡一龙
陈 龙 冯小东 康 凯 胡一龙
(河北建筑工程学院机械工程学院,河北 张家口 075000)
利用普通车床进行深孔加工的研究
陈 龙 冯小东 康 凯 胡一龙
(河北建筑工程学院机械工程学院,河北 张家口 075000)
随着科学技术的发展,产品更新换代的迅速,机械加工行业占据越来越大的地位,零件的形状更复杂,材料的硬度更高,加工的难度更高.然而,深孔加工是机械加工的的一道关键性工序,深孔的加工质量和加工成本直接影响零件的加工质量和加工成本.由于深孔钻床的特殊性,其价格比较昂贵对于非专业化深孔加工的厂家,成本过高.所以我们采用通过对普通车床进行改装以达到深孔加工的目的,即降低了成本,又实现了一床多用.
车床改造;深孔加工;喷吸效应
0 引 言
随着科学技术的发展,社会的进步,国防工业、石油采掘、航空航天、机床、汽车等行业对零件深孔加工技术的要求越来越高,深孔加工占机械加工的比重也越来越高.近年来,深孔加工技术引起了人们的重视,并得到了很大发展,我国机械制造加工业对深孔加工技术的研究也取得了长足的进步,但是和国际水平还有很打的差距.本研究主要是想通过对普通车床进行改装来实现深孔加工的目的.
1 车床的改装原理
利用普通车床进行深孔加工主要是通过对原机床的改装来实现深孔加工的功能,其主要的加工原理是:采用空心钻头钻孔,利用高压切削液的喷吸效应,实现推出切屑与吸出切屑的相结合,即切削液从注油装置直接进入钻头外壁与加工孔完成部分的空腔,将切屑直接推入钻头内孔排出;钻头的另一端与排油装置连接,排油装置外接油泵,油泵抽油,使排油装置形成一定的负压,将钻头内孔的切屑向外抽吸,从而加速切屑向外排出(如图1).

图1 油路流量及排屑示意图
2 车床改造总体设计
2.1 车床型号的选择:
拟采用大连机床CD6140A普通车床作为改装车床,车床型号的选择主要考虑车床的功率能否满足钻削所需要的功率.普通车床CD6140A的功率大多为7.5 kw,现通过计算验证普通车床CD6140A的功率是否符合要求:
深孔钻削没有成熟的计算公式,可采用相同直径麻花钻的功率计算公式.
钻削功率
P=Nfn·10-3+2πMn×10-3
(1)
式中P—钻削功率(kw);
N—钻削轴向力(N);
f—钻孔进给量(mm/r);
n—车床转速(r/s).(n取15r/s)
钻削扭矩
M=0.304df0.8
(2)
式中N—钻削轴向力(N);
d—钻削直径(mm);
f—钻孔进给量(mm/r);
由于一般φ65mm以下的深孔采用钻削加工,大于φ65mm的深孔采用深孔镗削,故d取65mm;f取0.1mm/r
则
M=0.304·65·0.10.8(N·m)
M=3.132(N·m)
钻削轴向力
N=299df0.7(N)
(3)
式中N—钻削轴向力;
N=299·65·0.10.7(N)
N=3878(N)
将M、N代入式一,得
P≈6.1(kw)
通过计算得:钻削功率约为6.1kw,小于普通车床CD6140A的功率7.5kw;故选用普通车床CD6140A符合改装要求.
2.2 车床结构改装
对CD6140A普通车床的改装主要包括两个方面:机床本体改装和油路改装.
2.2.1 机床本体改装
机床本体改装包括:中心架、注油装置和排油装置.
2.2.1.1 中心架
与普通车床中心架相同,改装后的中心架也起到支撑、扶正旋转工件的作用.但是,随着深孔加工工件长度边长,重量变大,普通车床的中心架不能满足要求.因为中心架支撑点的受力也随之变大,力矩也随之变大,工件前端的颤动也随之增加,而普通车床的中心架是固定的,不随工件转动,这样就会严重划伤工件表面.所以,必须采用和工件同步滚动的滚动式中心架.其结构如同图2所示.
2.2.1.2 注油装置
注油装置的主要功能是将高压切削液通过钻头与孔的间隙进入钻头前端,靠切削液的压力将切屑推入钻头中孔中排出.由于工件高速旋转,注油装置与工件的接触位置很容易切削液外漏,必须做好密封,故采用导向套与工件连接处采用并且中间用密封圈密封.其结构如图3所示.
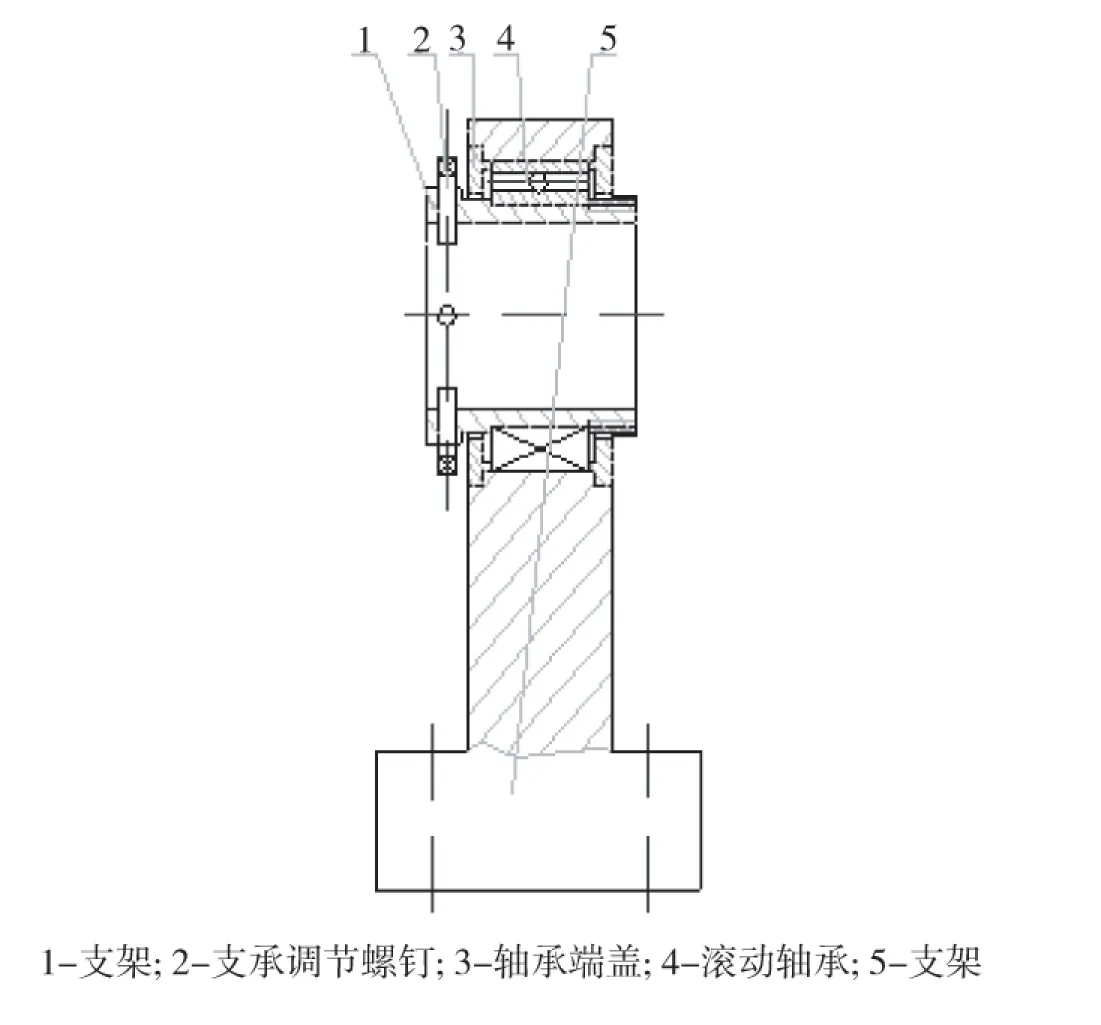
图2 滚动式中心架示意图
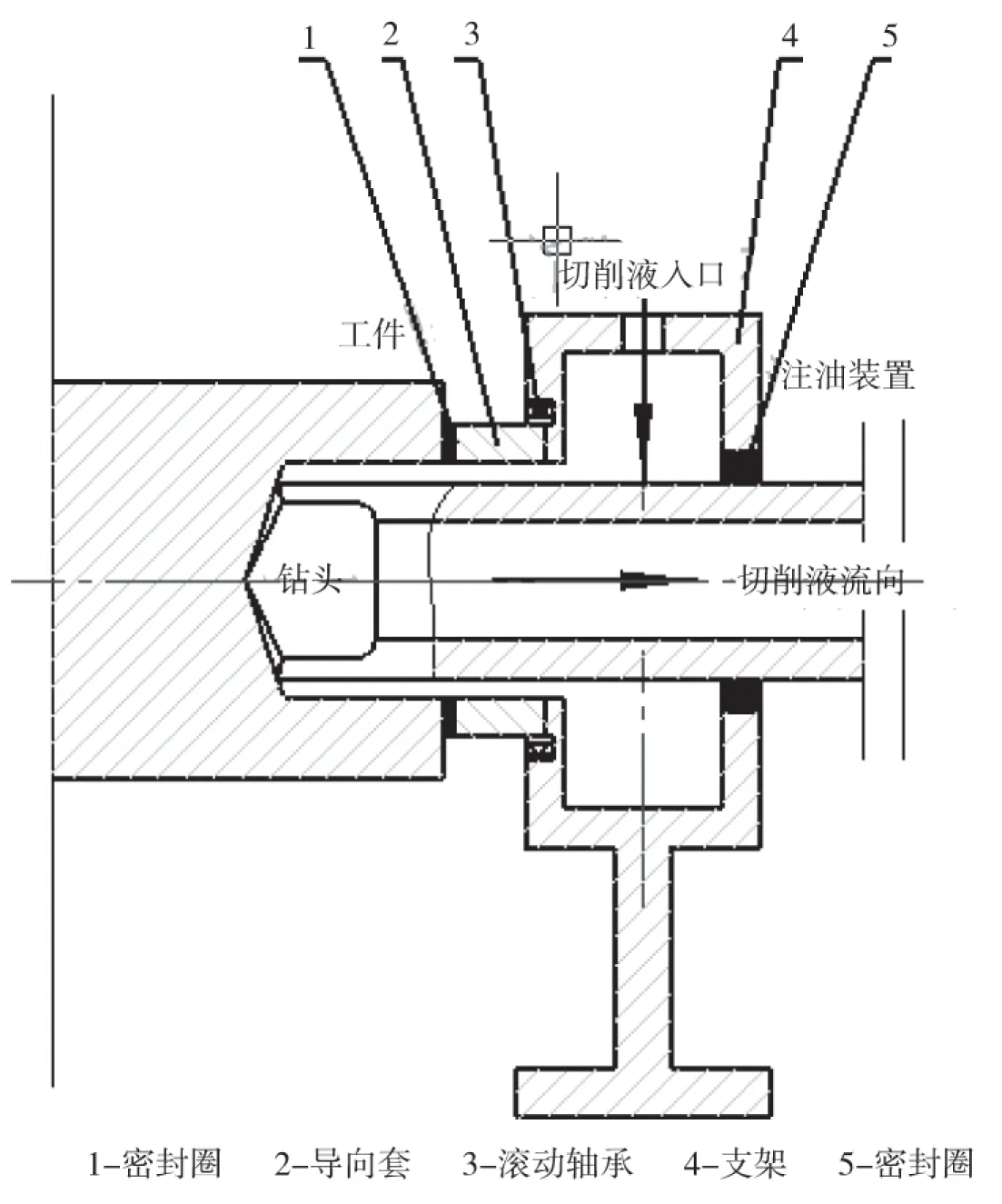
图3 导向套与工件连接示意图
2.2.1.3 排油装置
排油装置一端与钻杆连接,另一端与切削液过滤器连接,它主要用于钻杆的固定和形成负压将切削液和切屑吸出.
2.2.2 油路改装
由于改装后的深孔加工机床需要高压切削液,因此,原机床油路不能满足要求,需在注油装置前增设一个油泵用来提供高压切削液,在排油装置处增设一个油泵用来提供负压.其油路原理如图4所示.
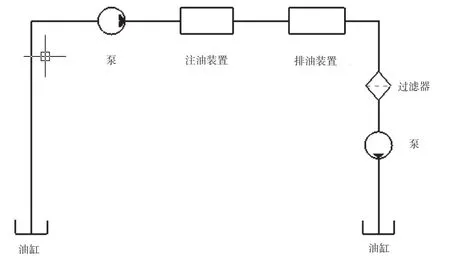
图4 油路示意图
3 结 论
通过本次研究,解决了普通车床深孔加工的难题,为利用普通车床进行深孔加工提供了理论依据.
[1]王世清.深孔加工技术[M].西安:西北工业大学出版社,2003.9
[2]李文亮.深孔加工DF系统排屑机理研究及建模与仿真[D].中国优秀硕士学位论文全文数据库,2009,(11)
[3]张社就,杨晓红.用车床加工深孔的方法与装置[J]工具技术,[17]
[4]朱林.车床改装为深孔加工机床的设计方法[D].新技术新工艺,2007,(7):26~27
[5]张斌.深孔加工的几种工艺方法[J]机械工人.冷加工,2004,(03)
Research on Deep-hole Processing by Using Ordinary Lathe
CHENLong,FENGXiao-dong,KANGKai,HUYi-long
(Hebei Institute of Architecture Civil Engineering,Zhangjiakou,Hebei 075000)
With the development of science and technology and quick update products,machinery processing industry plays a more and more important role.As a result,the shapes of parts are more complex,the materials are harder,and the machining is more difficult.However,deep-hole processing is a key step of machining,the processing quality and costs of which directly affect the machining quality of parts and tooling cost.Due to the particularity of deep-hole drilling machine,its price is relatively expensive.For the unprofessional manufacturers,deep-hole processing cost is too high.As a result,ordinary lathe to be modified is used to achieve the purpose of the deep-hole processing,both reducing the cost and multiuse of one lathe.
reconstruction of lathe;deep-hole processing;spray absorption effect
2014-12-20
河北建筑工程学院校基金项目,项目编号:Y201401
陈龙(1979-),男,助理实验师,学士,从事机械设计制造及其自动化研究.
TH 12
A
