某染料厂染料废水处理工程改造研究
2015-03-10张红艳陈伟东李茂
张红艳 陈伟东 李茂
(1浙江新丰环保科技有限公司 浙江绍兴 312300 2浙江闰土股份有限公司 浙江绍兴 312300)
1 工程概述
浙江省某染料公司位于杭州湾精细化工园区,专业从事各种中高档环保型酸性染料生产,年产各种水溶性染料5000吨以上。该公司生产各种染料近50个品种、中间体近10个品种,特别是生产酸性、中性系列染料品种多、色谱齐全,产品主要用于羊毛、丝绸、皮革锦纶及锦/棉、锦/丝混纺织物的染色和印花。
该公司现已有废水处理设施,其处理工艺采用“铁碳微电解→H2O2氧化→接触氧化”设计处理能力为700m3/d,设计进水CODcr浓度小于8000mg/L,设计出水浓度低于1000mg/L,处理后的废水进入工业园区管网由污水处理厂进行再处理。
近年来,由于该公司生产规模扩大,产品种类的变化等原因,废水的水质和水量变化很大,难以达到工业园区规定的排放标准。
为了保护环境,消除污染,保证公司生产正常进行,提出改造方案为:对其染料合成(生产)废水的预处理工艺进行改造性工程设计,结合已有的生化处理设施,提供治理工程总体设计和局部改造工艺,最后使得该公司的废水达到工业园区的排放要求。
2 改造前工艺及处理效果
该公司现有废水处理工艺的设计处理能力为700m3/d,是按照CODcr=8000mg/L水质设计的。其工艺流程如图1所示(其中虚线部分为未运行使用):
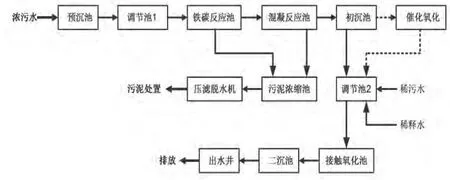
图1 改造前的废水处理工艺流程
生产规模的扩大已经使得混凝反应池超负荷运行,同时H2O2催化氧化处理运行费用过高,使得企业无法承受[1]。表1即为目前公司进出水水质情况,根据该公司目前的生产规模,现有的处理设施容量过小,无法满足废水处理的要求,导致出水质水不达标。为此,现根据化工园区废水排放标准,拟对该厂废水处理工艺进行改造。

表1 目前进出水水质
3 改造方案
针对目前该公司的染料废水存在浓度高、负荷变化大、可生化性差、毒性高、含盐量高的特点,就国内外基本上采用“混凝处理+生化前调解+生化处理”的传统处理工艺。而其中“混凝处理+生化前调解”则是本方案处理能否达标的关键步骤。
本设计拟定的技改方案工艺流程如图2所示。

图2 改造后的废水处理工艺流程
本方案采用反应吸附混凝技术,采用一体式吸附混凝反应器,集配药、控制加药量、控制加药时间、控制加药顺序、调节pH值等为一体,实现了混凝反应处理的最优化状况,从而确保高效的混凝处理效果[2]。
脉冲电凝技术是在常规的电凝处理技术基础上发展起来的新一代处理技术,采用可调的高压方波脉冲和极化高频感应多电极技术,有效地解决了液层隔离钝化问题,从而大大提高了污水的处理效率和去除率,进而降低处理成本。
EDI电驱动膜是一种将电渗析与离子交换有机结合的膜分离技术,它综合了电渗析连续脱盐和离子交换树脂深度净化的优点,同时克服了这两种分离技术原有的缺点,将含盐量降低到生化处理的标准[3]。
ABR厌氧反应器,它是在总结了第二代厌氧反应器工艺性能的基础上,开发和研制的第三代新型高效的厌氧生物处理装置[4]。对于各种含抑制性化合物的化工废水具有良好的降解效能,适用于处理流量和浓度变化较大的工业废水。本方案中的ABR厌氧反应器将充分利用现有生化池中的部分闲置池体进行技术改造,以达到ABR反应器的运行要求。
4 运行效果
改造后各处理单元的运行参数见表2,稳定运行后的处理效果见表3。

表2 改造后各处理单元运行参数

表3 改造后各处理单元运行效果
由表4可知,改造后的色度,含盐量,CODcr的去除率分别达到了99%,90%,97%,最终出水达到了排放标准。工程总造价750万元,运行费用3.55元/吨废水。
5 结语
本方案的技改方案与现有的废水处理工艺差异在于采用了较成熟的新处理设备、新处理技术和新处理工艺,加强混凝处理效率,增加脉冲电凝处理技术和EDI电驱动脱盐技术,并改造和优化已有的生化处理设施与工艺,使得处理费用在保证无太大变化的情况下,显著提高废水的处理效果,以达到排放要求。
[1]废水处理工程及实例分析.北京:化学工业出版社,2003.244-265.
[2]李勇华.印染废水处理工程建设成本及案例分析[D].河北工业大学,2010.
[3]周军,叶长明,徐驷蛟,王艳军,陈绍伟.电渗析技术在工业废水处理中应用的研究[J].通用机械,2007,07:33-37.
[4]黄圣散,吴志超.电解-厌氧-好氧-气浮工艺处理分散染料废水[J].环境工程,2012,04:25-27.
