工程机械再制造过程信息追溯模型研究
2015-03-08黄向明张传杰王伏林夏小军
黄向明,张传杰,王伏林,夏小军
(湖南大学 机械与运载工程学院,湖南 长沙 410082)
工程机械再制造过程信息追溯模型研究
黄向明†,张传杰,王伏林,夏小军
(湖南大学 机械与运载工程学院,湖南 长沙 410082)
针对工程机械再制造过程信息追溯管理中存在的追溯过程复杂、物料关系信息与其对应加工过程信息不能建立有效的联系等问题,提出了基于活动的物料清单追溯方法,建立了工程机械再制过程活动网络追溯模型.该模型将整个再制造过程的追溯实体划分为产品(物料)、作业和活动,并采用巴克斯—诺尔范式对其进行规范化描述.构建了工程机械再制造过程信息模型,利用符号化追溯活动链和活动网络构建了追溯模型.基于活动的物料清单将物料关系与其对应的加工过程进行有效地融合,在此基础上的活动链和活动网络追溯模型简化了追溯流程.
工程机械;基于活动的物料清单;追溯模型;再制造
进入21世纪以后,人口、资源、环境与社会经济发展的矛盾日益突出,以及为了建设资源节约型社会、环境友好型社会和发展循环经济,使得对再制造的需求更加迫切.工程机械具有再制造性强、再制造价值大等特点,使其成为再制造行业典型代表[1].同时,建立完善的信息追溯系统已成为大多数制造型企业处理安全事故,实现产品的可追溯以及快速处理缺陷产品等必不可少的工具[2].工程机械再制造产品由于其特殊的身份,导致人们对其使用性能以及产品质量尤其关注,这就迫切地要求工程机械再制造企业构建面向再制造生产过程的信息追溯系统.
美国生产与物流管理协会(APICS)从物流的角度将可追溯性定义为:“可追溯性有双重含义:一是指能够确定运输中货物的位置,二是通过批号或序列号记录和追踪零部件、过程和原材料[3-5].”随着可追溯性的发展,人们提出了许多针对制造过程的信息追溯方法.例如物料清单(BOM)[6]以及基于批号的物料清单(BOL)[7]等.然而,相对工程机械再制造企业而言,只能追溯组成产品的零部件和原材料的批次信息还远远不够.与原始制造企业(OEM)的制造过程相比,再制造过程具有不确定性强、生产工艺复杂等特点[8].再制造过程涉及的零部件种类繁多,根据拆解后零部件的使用价值可分为修复件、报废件、完好件,而不同的零部件其制造工艺也不同.对修复件而言,相同规格的零部件由于其损伤程度不同其修复工艺也不相同,使得每个零部件都拥有唯一的修复工艺及修复过程.由BOL的特性可知,通过BOL只能追溯构成产品的零部件或原材料的批次信息,不能定位每一个产品,因为利用BOL进行追溯是建立在每一批次零部件的属性信息以及加工过程相同的基础上.然而,在再制造过程中,同一批次的零部件其属性信息和工艺都不完全相同,这就使得追溯再制造产品的批次信息没有实际意义.目前,工程机械再制造行业在国内还处于起步阶段,再制造过程信息追溯方面还没有一套科学、合理的面向整个再制造过程的追溯方法和追溯模型.其追溯深度只停留在对个别具有典型代表的关键零部件的修复过程,覆盖面相对较小,追溯能力有限[1].国外西方发达国家的工程机械再制造行业起步较早,在信息追溯方法和技术方面发展较为成熟,其中具有典型代表的有美国卡特彼勒[9].其在工程机械再制造过程信息追溯方面,主要利用修复过程卡和关键零部件BOM有效地记录各个零部件的修复过程与其对应的物料关系.但该方法不能将过程信息和其对应的物料关系进行有效地融合,造成“信息孤岛”现象,最终导致追溯流程复杂.因此,为了解决这一问题本文提出了适合工程机械再制造过程追溯的基于活动的物料清单(A-BOM)信息追溯方法,并在该方法的基础上构建工程机械再制造过程信息追溯模型.
1 工程机械再制造过程信息追溯分析
工程机械再制造是指将拥有再制造价值的退役工程机械作为再制造企业的原材料,运用现代清洗工艺、先进的检测方法以及高科技的修复工艺,进行批量化和专业化再制造,所获得的工程机械产品在使用性能和质量安全方面可以达到新机的水平.具体再制造过程如图1所示.

图1 工程机械再制造工艺流程图
工程机械再制造过程涉及的信息种类繁多、而且各信息的联系比较复杂.这使得对该部分信息的追溯相对困难.因此,通过对工程机械再制造过程的分析,将工程机械再制造过程信息分为3大类:再制造过程中的产品(物料)信息、产品所经历的工艺信息以及再制造阶段所产生的过程信息.通过对这3大类信息的追溯,从而实现对整个再制造过程的信息追溯.
1)产品信息是指工程机械再制造过程中涉及的产品或物料的属性信息.如果产品为某一退役机上拆下的零部件,其属性信息则注明该零部件的具体型号以及来自哪台退役整机等.通过对产品信息的追溯可以确定组成总成品各个零部件的具体信息,为后期再制造产品的保养和维护提供指导.
2)工艺信息是指工程机械再制造过程包含的所有工艺如零部件的修复工艺、检验工艺、组装工艺、调试工艺以及涂装工艺.工艺信息属于技术文件,主要用于指导生产.对该信息的追溯可以帮助再制造企业规范再制造过程,实时维护工艺信息,防止不良品的产生.
3)再制造过程信息是指再制造阶段各个再制造活动所产生的信息如修复过程的修复信息、检验过程的检验信息、装配过程的装配信息,调试过程的调试信息以及涂装过程的涂装信息.对再制造企业而言,通过对过程信息追溯可以帮助再制造企业快速地寻找事故原因,准确地定位事故责任,从而提高整个企业的质量管理水平.
以上3类信息不仅包含了再制造过程的产品信息和生产信息,而且还涵盖了生产所对应的工艺信息,从而满足了信息追溯在其深度及宽度上的要求.
2 基于活动的物料清单提出
2.1 追溯实体描述
在工程机械再制造过程信息追溯过程中不仅需要追溯再制造产品的属性信息还需要追溯再制造过程信息.因此,本文提出了“追溯实体”的概念,追溯实体(Traceable Entity,TE)指在工程机械再制造过程中能够为唯一标识、描述和追溯的实体.根据追溯实体类型不同将追溯实体分为产品、作业和活动,产品经过作业产生“活动”.其中,产品可以是再制造过程中的任意物料如原材料、零部件或最终产品,作业则是再制造过程中各个操作工艺或工序的总称.
可追溯实体(TE)作为一个追溯对象拥有一个具有唯一性的标识编码和自身的属性信息.采用巴科斯—诺尔范式[10](BNF)对追溯过程中的产品、作业、活动等进行规范化描述.可追溯实体应用BNF表示如下:
PROD_TE::=
OPER_TE::=
其中PROD_TE代表产品实体,TE_ID代表该产品对应的标识编码,TE_ATTR代表该产品具有的属性信息集合,即产品信息.OPER_TE表示作业实体,TE_ID和TE_ATTR与产品实体的相似,其中作业实体的属性信息为工艺信息.当产品实体与作业实体相作用时便产生了活动实体ACTI_TE,具体表示如下:
ACTI_TE::=
其中ACTI_TE代表活动实体,TE_ID1代表该活动对应产品的标识编码,TE_ID2代表该活动对应作业的标识编码,TE_ID3代表该活动后产生的产品的标识编码,TE_ATTR则代表该活动对应的属性信息,即再制造过程信息.该信息属于动态信息,它随着生产的开展进行不断地更新,如果该活动为机加工,则其属性信息包括操作员,开始时间、结束时间等.
在实际生产过程中每个产品所经历的活动都不止一个,有的产品可能会经过多个活动.因此对应每个产品就会产生一个活动集,该活动集包含了此产品在整个生产过程中所经历的活动,记为:
ACTI_SET::=
其中TE_ID代表该产品对应的标识编码,ACTI_TEi是该产品对应的活动实体,而且每个活动的顺序是随着生产的进行从左至右依次展开.
2.2 基于活动的物料清单
BOM描述了企业产品构成物料的结构关系,即通过BOM可以确定组成产品的所有物料,以及这些物料所在的物料层次,但不能确定物料的具体信息以及物料所对应生产过程信息.因此,为了满足工程机械再制造过程信息追溯的需求,将产品所对应的“活动”引入BOM中,生成基于活动的物料清单(A-BOM),如图2所示.

图2 A-BOM树状结构图
其中acti_seti代表该物料对应的活动集,如:acti_set3表示零件E的活动集,通过该活动集可以追溯零件E的属性信息以及再生产过程中其涉及的所有活动.因此,由图2可知,A-BOM不仅描述了构成产品A的所有中间件以及构成所有中间件的零件,同时还描述了产品A以及构成产品A所有零部件的活动集.这在一定程度上弥补了BOL以及BOM存在的缺陷,使追溯的宽度和深度得到了不同程度的提高.
3 工程机械再制造过程信息追溯模型构建
3.1 工程机械再制造过程信息模型
信息模型是指从信息的角度对过程进行描述,其目标是用面向对象的方法刻划企业数据和过程信息[11].在工程机械再制造过程中,对整个再制造过程的信息追溯是通过产品信息、工艺信息以及过程信息展开的.因此通过对该3大类信息进行建模,最终实现对整个再制造过程的信息追溯.实际再制造过程中涉及的产品信息、工艺信息以及过程信息的种类相对较多,因此针对该3类信息,分别构建一组通用的信息模型.
1)产品信息模型
再制造过程中涉及的产品主要有:具有修复价值的修复件;可以直接用于装配的完好件;采购件;由零件装配而成的部件;由部件及零件装配而成的整机.各个产品对应的信息模型如下:修复件(零件编码、零部件名称、零部件规格、拆解整机的品牌、型号、用于装配整机的型号),完好件(零件编码、零部件名称、零部件规格、拆解整机的品牌、型号、用于装配整机的型号),采购件(零件编码、零部件名称、型号、供应商名称、采购日期、用于装配的整机型号),部件(部件编码、部件名称、型号、用于装配整机型号),整机(整机编号、整机名称、型号).
2)工艺信息模型
再制造阶段主要涉及的工艺有:零部件的修复工艺、检验工艺、组装工艺、调试工艺以及涂装工艺.由于工艺信息属于技术文件,其表达相对统一而且比较规范.因此用一组模型表达所有工艺,具体如下:工艺编码、工序、技术要求、图纸编号以及使用设备等.
3)过程信息模型
再制造阶段的过程信息与工艺相对应主要有:修复过程、检验过程、装配过程、调试过程以及涂装过程.过程信息是由工艺指导的生产活动产生的,所以过程信息的模型与工艺信息相对应.主要有:工艺对应工序的操作者、操作开始时间、结束时间、操作结果.其中“操作结果”视具体情况而定.如该过程为检验过程,则“操作结果”为检验结果数据;如该过程为调试过程,则“操作结果”为调试结果数据等.
3.2 工程机械再制造过程信息追溯模型
工程机械在制造过程中的A-BOM图不仅描述了工程机械的物料组成关系,同时还反映了各个物料所经历的活动.因此,以A-BOM上的活动集为主线,利用活动确定物料的再制造过程信息以及活动对应的产品和作业.这些信息对应的追溯实体分别为活动TE、产品TE以及作业TE.在再制造过程中为了实现可追溯性,每个产品或物料都拥有一个唯一标识编码,每一个编码对应于一个活动集,将活动集上的活动连接,形成了活动链.所有产品或物料的活动链的集合,构成活动网络.该活动网络即是工程机械再制造过程信息追溯模型,如图3所示.通过该模型可以追溯所有再制造过程涉及的产品或物料属性信息,产品或物料所经历的工艺信息以及再制造过程的加工信息或检测信息.

(a) 活动链
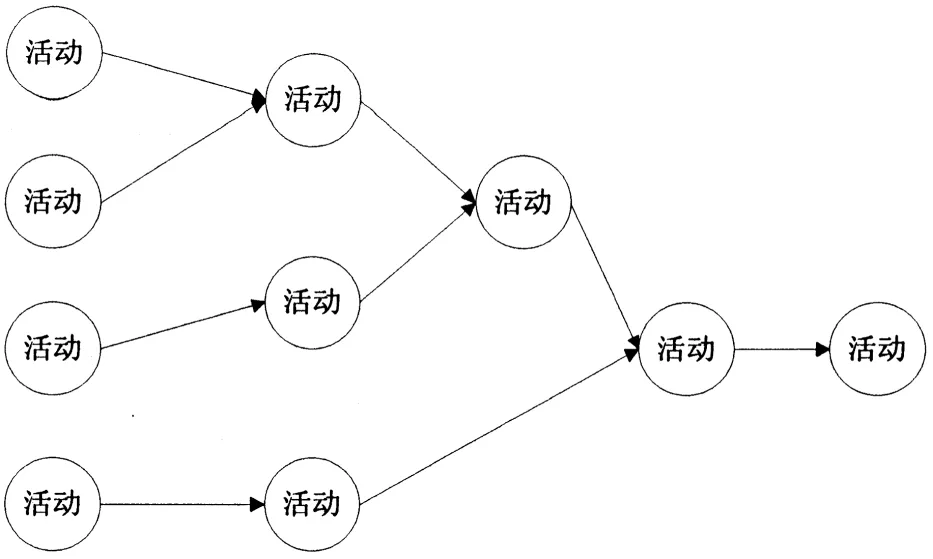
(b)活动网络
在模型中每条活动链代表产品或物料经历的加工过程,活动链的每个活动节点由产品和作业共同作用产生.通过活动链可以确定产品所经历的活动,即产品的加工过程,其中活动属性记录该活动对应的加工信息,如加工时间、操作人员、加工结果等.网络上的交点表示通过该活动产品或物料的结构发生变化,即通过该活动产生了新的产品或物料.以组装为例,各个零部件通过组装活动装配成一台整机,这种物料变化通过该活动的ID反映出来.在该模型中根据追溯的方向不同可以将追溯分为向后追溯(Backward Traceability)和向前追溯(Forward Traceability)[12].向后追溯强调是生产过程的跟踪,即通过原材料的序列号确定该原材料加工的零部件以及该零部件的去处.向前追溯则强调溯源,即利用最终产品的序列号追溯其构成的零件以及构成零件的原材料信息.
在工程机械再制造过程中当某个产品发现问题时,利用该产品的ID可以快速地确定产品属性信息.如:修复件来自拆解退役机的型号等,再利用该产品的活动链准确地定位再制造活动.其中活动中包含活动属性信息,即加工过程信息,如操作者、使用设备等,有利于实现再制造过程中的信息追溯,最终提高工程机械再制造企业的质量管理和生产管理水平.
4 结束语
基于BOM和BOL方法,分析两者在追溯方面存在的不足,结合工程机械再制造的特点,提出了基于活动的物料清单(A-BOM)的信息追溯方法.通过对工程机械再制造过程的分析,构建了工程机械再制造过程信息追溯模型.该模型已经应用于武汉千里马工程机械有限公司的MES系统的信息追溯模块中,并取得了良好的应用效果.该模型可作为一种通用追溯模型,不仅适合工程机械再制造行业,而且还适合汽车的再制造行业.
[1] 张培红,刘辉.我国工程机械再制造行业的现状及出路探讨[J].建设机械技术与管理,2012(10):113-114.
ZHANG Pei-hong, LIU Hui. Have a discussion on the status quo and the escape hatch of the China's construction machinery remanufacturing industry[J]. Construction Machinery Technology & Management,2012(10): 113-114.(In Chinese)
[2] 章兢,张小刚,王耀南,等. 一种基于C/S结构的工业生产过程实时监视与信息管理系统[J].湖南大学学报:自然科学版,2000,27(3):57-62.
ZHANG Jing, ZHANG Xiao-gang, WANG Yao-nan,etal. A real-time supervision and management system for industrial production process based on C/S strucure[J]. Journal of Hunan University: Natural Sciences,2000,27(3):57-62. (In Chinese)
[3] BJARNE Bergguist .Traceability in iron ore processing and transports[J]. Minerals Engineering,2012(30):44-45.
[4] TECHANE Bosona, GIRMA Gebresenbet. Food traceability as an integral part of logistics management in food and agricultural supply chain[J]. Food Control, 2013,33(1):32-48.
[5] JANSEN-VULLERS M H, DORP C Avan, BEULENS A J M. Managing traceability information in manufacture[J].International Journal of Information Management,2003,23(5):395-413.
[6] 周宕,贺鸣.面向多品种、小批量生产基于质量物料清单的质量追溯技术[J].工业工程与管理,2013,18(6):84-90.
ZHOU Dang,HE Ming.Quality traceability technology based in multi-specification & small-batch production[J].Industrial Engineering and Management,2013,18(6):84-90. (In Chinese)
[7] 邹宗峰,孙雪华.基于物联网技术的汽车零部件追溯信息系统研究[J].自动化技术与应用,2013,32(4):51-57.
ZOU Zhong-feng,SUN Xue-hua. Research on tracing information system of auto parts based on lot[J]. Techniques of Automation and Applications, 2013,33(4):51-57. (In Chinese)
[8] 叶元忠.大型物流企业工程机械再制造探析[J].铜业工程,2011(4):59-61.
YE Yuan-zhong. Analysis on engineering machinery remanufacturing in large logistics companyies[J]. Copper Engineering, 2011(4):59-61. (In Chinese)
[9] 梁德虎.卡特彼勒生产管理系统及应用策略研究[D].天津:天津大学管理学院,2009.
LIANG De-hu.Caterpillar production system and deployment strategy study[D].Tianjin: School of Management,Tianjin University, 2009. (In Chinese)
[10]刘晓冰,催发婧,薄洪光,等.钢铁企业在制品成本追溯模型研究[J].计算机应用研究,2011,28(4):1392-1395.
LIU Xiao-bing,CUN Fa-jing,BO Hong-guang,etal. Research on traceability cost model of work in process for steel enterprise [J]. Application Research of Computers, 2011, 28(4) : 1392 -1395. (In Chinese)
[11]刘子健,韩瑞静,李丽,等. 多层多体信息模型结构设计与实现技术研究[J]. 湖南大学学报:自然科学版,2009,36(9):31-36.
LIU Zi-jian, HAN Rui-jing, LI Li,etal. Design of layered multi-body information model and its implementation technology[J]. Journal of Hunan University: Natural Sciences,2009,36(9):31-36. (In Chinese)
[12]李钊,刘家国. 海洋工程装备项目的BOL材料追溯模型[J].哈尔滨工程大学学报,2011,32(4):525-529.
LI Zhao,LIU Jia-guo. A BOL based material traceability model in offshore equipment projects[J]. Journal of Harbin Engineering University,2011,32(4):525-529. (In Chinese)
Research on Information Tracing Model for the Process of Construction Machinery Remanufacturing
HUANG Xiang-ming†,ZHANG Chuan-jie,WANG Fu-lin,XIA Xiao-jun
(College of Mechanical and Vehicle Engineering, Hunan Univ, Changsha, Hunan 410082, China)
Some problems hinder the achievement of information traceability management in the process of construction machinery remanufacturing, which are the complexity of tracing process and the difficulty of effectively integrating material relationship and information of manufacturing process. Based on the activity-based bill of material,a tracing method was proposed, and the tracing model for the process of construction machinery remanufacturing was built. In this model, the traceability entity of the remanufacturing process was divided into three classes: product, operation and activity, which were described with "Backus-Naur Form". An information model for the process of construction machinery remanufacturing was established, while a tracing model was built by using symbolic traceable activity chain and network. The material relationship and information of manufacturing were effectively integrated with the activity-based bill of material, and the tracing process was also simplified with the tracing model.
construction machinery; activity-based bill of material; tracing model; remanufacturing
1674-2974(2015)02-0017-05
2014-09-11
国家高技术研究发展计划资助项目(2013AA040206)
黄向明(1971-),男,湖南宁乡人,湖南大学副教授†通讯联系人,E-mail: h_xiangming@aliyun.com
TP301.5
A
