PCCP管配件承插口焊接方法与质量控制
2015-03-07罗荣菊
罗荣菊
(中国水利水电第六工程局有限公司,611731)
综述与简介
PCCP管配件承插口焊接方法与质量控制
罗荣菊
(中国水利水电第六工程局有限公司,611731)
通过对PCCP管配件承插口传统二氧化碳气体保护焊、手工电弧焊焊接方法的改进采用焊接变位机配合埋弧自动焊机的焊接工艺方法,提高了PCCP承插口焊接质量使生产效率大大提高。
PCCP管配件承口环;插口环;焊接方法;焊接变位机;埋弧自动焊
1 引言
预应力钢筒混凝土管是指在带有钢筒的高强度混凝土管芯上缠绕环向预应力钢丝,再在其上喷制致密的水泥砂浆保护层而制成的输水管。该管材是长距离和大型输水项目的首选管材,具有非常广阔的发展前景。PCCP管配件是指应用在PCCP管道中的关键部位的钢制构件,管配件多应用在管道的功能区域,如排水、排气、打压试验以及转弯、渐变、合拢段等。该位置产生的水流变化,使管配件承受较复杂的载荷变化。
PCCP管配件承插口的结构型式与PCCP管相同,承口所用板材需根据管道直径与工作压力计算确定,插口采用环形型钢双胶圈。PCCP管道工程制造、运输和安装难点集中在管道连接承插口处,《预应力钢筒混凝土管》规定,承插口环的直径公差控制在0.4-2.0mm之间,在安装时能够使橡胶圈达到插口槽内起到密封作用。这就要求在制作过程中要严格控制承插口环与过渡环的焊接质量及变形,保证承插口环的安装配合尺寸。
2 承插口焊接传统工艺方法
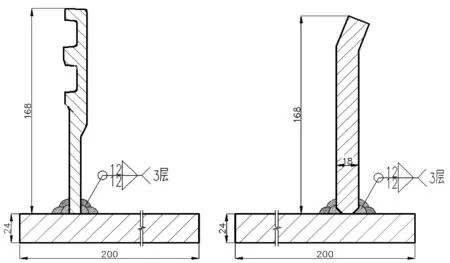
图1 传统的承插口和过渡环焊接示意图
3 新的施工方法简介
我公司根据管配件承插口环的结构特点,制定了采用焊接变位机配合埋弧自动焊机的工艺方法。采用埋弧焊的工艺方法显著的提高了承插口环焊接的生产效率,焊接质量也显著提高,保证了承插口环和过渡环之间的角焊缝焊透,达到了对接焊缝的要求,焊缝质量易于检查,可以用超声波直接检测焊缝质量,焊缝外观成型好,利于下道工序-防腐蚀的施工,节省人工和焊接材料,劳动条件得到显著改善。施工方法如图2所示。
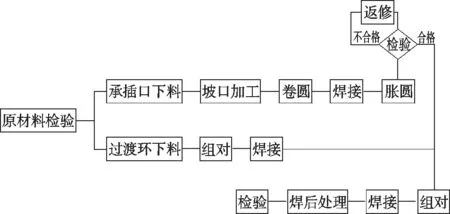
图2 施工工艺流程图
4 具体施工方法
4.1 管配件承口
高工压(≥1.0Mpa)、大管径(Φ≥2.0m)的管配件承口,采用热轧型钢,材料为Q345B,如图3所示。低工压、小管径的承口依据国际采用δ=10mm
的钢板分条,扳边制成,材料为Q235B,如图4所示。
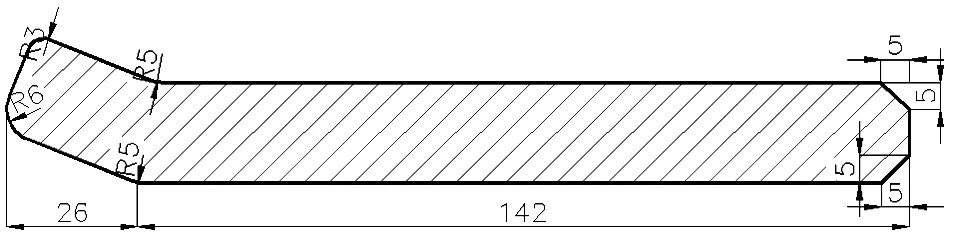
图3 高工压、大管径承口

图3 高工压、大管径承口
4.2 管配件插口
管配件插口均采用热轧型钢,根据工压和管径的分类分为两种型式。具体参见下表1及图5。

表1 插口型式表
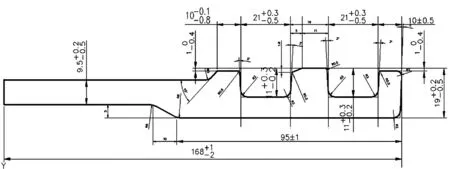
图5 管配件插口结构图
4.3 过渡环制备
过渡环为多瓣拼焊法兰,采用数控切割机切割法兰瓣,在专用平台上组对法兰。法兰焊接时应预留反变形,控制焊接线性能量,保证焊后的法兰平整度达到规范要求。
由于摆杆在运动过程中会受到各种扰动因素的影响.为提高摆杆的控制精度,下面采用自抗扰控制方法设计控制倒立摆摆杆角度的控制器.
4.3 过渡环制备
过渡环为多瓣拼焊法兰,采用数控切割机切割法兰瓣,在专用平台上组对法兰。法兰焊接时应预留反变形,控制焊接线性能量,保证焊后的法兰平整度达到规范要求。
4.4 胀圆工艺
承插口环制备完成需进行胀圆,胀圆工序在专用的胀圆机上进行。胀圆尺寸应比验收尺寸大2.5mm,该2.5mm作为承插口焊接的收缩余量。
4.5 组对
承插口和过渡环组对时,在专用胎具上进行。组对型式如图6所示。

图6 承插口与过渡环装配图图
4.6 点焊
承插口环和过渡环组对完成,需对工件进行点焊加固,电焊时采用二氧化碳气体保护焊进行,焊角尺寸4mm,采用断续焊工艺,每隔300mm,点焊一段100mm焊缝,局部应力较大部位应多加点焊。
4.7 焊接
点焊加固后的承插口部件,放置在变位机卡盘上,利用八组卡盘抓将工件固定住,旋转变位机焊接角度,使工件角焊缝处45°船形位置。升降埋弧焊机操作臂,进行埋弧焊焊接。焊接时选择合理的焊接顺序,承口部件先焊承口环外部角焊缝,再焊内部角焊缝,插口环部件先焊插口环内部角焊缝,再焊外部角焊缝。
4.8 焊接工艺参数

表2 埋弧自动焊焊接工艺参数
4.9 焊后检验
焊后对部件进行超声波检验,焊缝一次合格率100%,焊缝外观检验一次合格率100%,焊缝力学性能试验报告达到规范的各项性能指标。
5 结论
采用该工艺不仅改善了劳动者的作业环境,降低材料损耗,同时也极大程度的提高了焊接效率,对于国内大批量、大口径管配件生产具有重要意义。随着现代生产的发展,要靠刻苦获得优秀焊工的困难越来越大,并且手工焊接质量,受人为因素影响较大,而埋弧焊则受人影响的因素较小,焊缝质量稳定,外观平整美观。
实践证明,该项工艺可以科学的指导PCCP管配件的承插口制作,并且有力的保证了产品质量,其工艺和过程控制是行之有效且安全可靠。
2015-08-28
10.3969/j.issn.1000-6133.2015.06.012
TN784
A
1000-6133(2015)06-0057-03
