凸椭圆面的编程技巧研究
2015-03-04冯发勇
冯发勇,张 娟
(赣州技师学院,江西 赣州 341000)
凸椭圆面的编程技巧研究
冯发勇,张 娟
(赣州技师学院,江西 赣州 341000)
从图纸分析入手,引进宏程序的基本编程知识,对宏程序椭圆的编制、凸椭圆面程序的编制作了详细备注说明,并提供了参考程序。
凸椭圆面;宏程序;WHILE;语句
1 任务及图样分析
引用江西省第三届数控技能大赛加工中心教师组图纸。如图1所示,对配合件的位置精度、形状精度、表面粗糙度都有严格的要求。图1精度要求主要有如下尺寸:100-0.05mm、¢600-0.05mm、R250-0.05、50-0.02、130-0.03、8±0.05、4±0.05这些尺寸直接影响工件的配合精度,在操作时特别注意控制以上尺寸。表面粗糙度要求较高的为Ra1.6μm,其余表面粗糙度控制在Ra3.2μm。
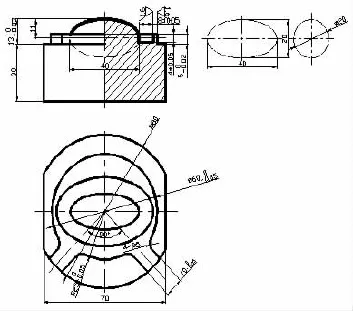
图1 图样
2 编程运算符与表达式
表1中列出的运算可以在变量中执行。运算式的右边可以是常数、变量、函数、式子,式中#j,#k也可为常量,左边的变量也可以用表达式赋值。
例如:#2=175/SQRT[2]*COS[55]
#3=124.0;

表1 算术与逻辑运算

表2 条件运算
3 循环指令(WHILE语句)
在WHILE后指定一个条件表达式。当指定条件满足时,执行从DO到END之间的持续,否则转到END后的程序段。
循环(WHILE语句)格式:WHILE[<条件式>]DOm;(m=1,2,3):ENDm;
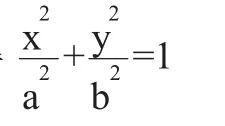
在铣削整椭圆时,一般使用椭圆的参数方程。如图2所示,以原点为圆心,分别以a、b(a>b>c)为半径作两个圆,点B是大圆半径OA与小圆半径的交点,过点A作AN⊥OX,垂足为N,过点B作BM⊥AN,垂足为M,当半径OA绕点O旋转时M的轨迹就为刀具的走刀轨迹。

图2 刀具走刀轨迹
分析:动点A、B是如何动的?M点A、B有什么联系?如何选取参数较恰当?

4 嵌套
(1)在DO-END循环中的标号(1到3)可根据需要多次使用。但是,当程序有交叉重复循。
(2)根据图纸的表述,工件材料选用为圆棒料铝合金,且两端面经过精磨,因此采用等高块及平口钳及V形块
即为点M的参数方程,消去(1)中的θ可得定位、装夹工件,用光电式寻便器或机械工寻便器确定工件零件的中心点为工件坐标系原点(即G54原点);刀具可选用R3的球刀加工凸椭圆面,角度增量选用1度;量具选用:0.02/0~150mm游标卡尺、内径百分表、深度螺旋千分尺。

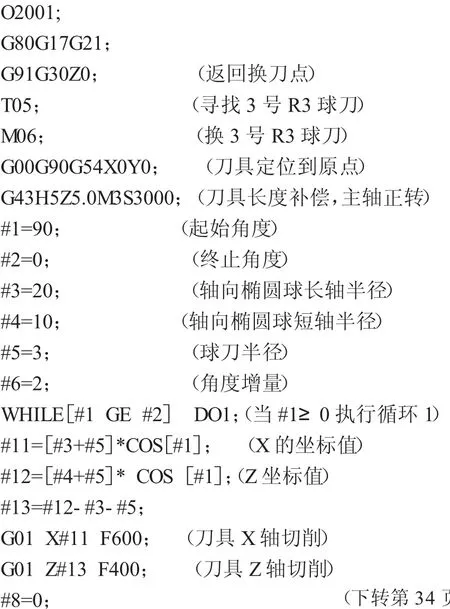
(3)凸椭圆面加工的参考程序如下:
Convex oval programm ing skills of the research
FENG Fa-yong,ZHANG Juan
(Ganzhou Technician College,Ganzhou,Jiangxi 341000,China)
This paper started from the analysis on the drawings,it introduced the basic knowledge ofmacro programs and elaborated the programmingofellipsoid and the programming of convex ellipsoid withmacro program and provided program for reference.
convex ellipsoid;macro program;WHILE;statements
TG659
A
2095-980X(2015)07-0031-02
2015-06-09
冯发勇(1980-),男,江西宁都人,主要研究方向:数控技术与应用。
