高功率半导体激光宽带熔覆WC-NiSiB耐磨涂层的组织结构与性能
2015-03-03雷剑波顾振杰王云山
雷剑波,顾振杰,牛 伟,王云山
高功率半导体激光宽带熔覆WC-NiSiB耐磨涂层的组织结构与性能
雷剑波,顾振杰,牛 伟,王云山
(天津工业大学激光技术研究所,天津 300387)
采用3 kW高功率半导体激光器,在45钢基体上制备不同WC含量(质量分数20%~80%)的WC-NiSiB复合涂层,用扫描电镜(SEM)、能谱仪(EDS)及X射线衍射(XRD)对熔覆层的微观组织、成分分布及物相进行表征,并测试涂层试样的硬度与耐磨性能。结果表明,激光熔覆WC-NiSiB复合涂层组织主要由γ-Ni、WC、W2C、WB、W2B、Ni4B3及Ni4W等物相组成,熔覆层与基体形成冶金结合。涂层与基体的结合区,从熔合线开始逐渐向上的组织依次为垂直于界面的胞状晶、柱状晶和枝状晶,熔覆层中部为沿一定方向生长的树枝晶,表层为异向生长的细小树枝晶。随WC颗粒含量增加,涂层中WC颗粒分布更加密集。WC含量为60%时,WC颗粒分布均匀致密,熔覆层无裂纹,熔覆层的硬度最高达到1291 HV,为NiSiB合金层硬度的2.7倍,耐磨性是NiSiB合金层的6.8倍。
激光技术;激光熔覆;碳化钨;WC-NiSiB复合层;显微组织
金属增材制造包括激光熔覆立体成型、直接金属沉积、电子束熔融和电子束自由成形制造[1]。作为金属增材制造技术领域独具特色的技术之一,激光熔覆技术能显著改善基材表面耐磨、耐蚀等性能[2−4],提高零件使用寿命。
Ni基粉末具有良好的润湿性、耐腐蚀性及高温自润滑作用,而WC材料具有高熔点、高硬度及高稳定性,因此关于WC-Ni基复合涂层的制备工艺、物理性能、力学性能等已有大量研究[5−10]。杨胶溪等[11]采用1.5 kW半导体激光器,在304不锈钢表面制备WC质量分数达60%的WC-Ni超硬复合材料,熔覆过程中涂层极易出现裂纹和因WC分解而产生的气孔;吴萍等[12]利用CO2激光器,采用不同的工艺参数在A3钢表面制备Ni/WC复合涂层,基体与陶瓷硬质相间存在明显的界面和较大的性能差异,易出现陶瓷颗粒脱落、应力集中及裂纹等;徐建国等[13]采用3 kW CO2激光器,在45钢表面制备的WC/Ni合金涂层,随WC颗粒含量增加,熔覆层裂纹敏感性增加。
随着半导体激光功率及光束质量的提高,采用高功率半导体激光器进行激光熔覆已得到初步应 用[14−16]。45钢作为性价比最高的中碳钢之一,广泛应用于轴承、模具等行业,本文作者采用3 kW半导体激光器,在45钢材料表面激光熔覆制备WC-NiSiB宽带复合涂层,研究不同WC含量的WC-NiSiB熔覆层的组织、成分、硬度及耐磨性,对于提高45钢的性能及延长其使用寿命具有重要意义。
1 实验
1.1 实验材料
基体材料为45钢,尺寸为100 mm×60 mm×10 mm。熔覆材料选用WC/NiSiB合金混合粉末,其中WC粉末粒度为30~50 μm,NiSiB合金粉末粒度为45~125 μm。NiSiB合金粉末的成分列于表1。

表1 NiSiB合金粉末成分
1.2 涂层制备
将NiSiB合金粉末与WC粉末混合均匀后,直接铺粉在45钢表面,预置层厚度为3 mm,采用德国生产的DILAS 3 kW高功率半导体激光器制备WC含量(质量分数)分别为20%、40%、60%和80%的WC-NiSiB复合涂层,焦点处光斑尺寸为12 mm×2 mm,焦距300 mm,扫描速度为3 mm/s。采用同样方法在45钢表面制备NiSiB熔覆层,作为对比试样。
1.3 性能检测
将涂层试样用DK77型电火花数控切割成尺寸为10 mm×10 mm×20 mm的试块,研磨、抛光后,用王水((HCL):(HNO3)=3:1)进行腐蚀,再用酒精冲洗干净,风机吹干,然后用GX51型金相显微镜、NANOSEM 430型扫描电镜及D/MAX-2500型X衍射仪对熔覆层的金相组织、显微组织、成分及物相进行观察与分析。用DHV-1000型维氏数显显微硬度计对熔覆层硬度进行测试,在涂层的横截面上,测试从基体垂直向上到涂层表层间不同位置的硬度,同一水平线上取3点进行测试,取平均值。加载时间15 s,载荷4.9 N。
将熔覆层试样切割成尺寸为12.3 mm× 12.3 mm×19mm的块状样品,用丙酮清洗掉表面的金属屑和油污后,分别用精确度为万分之一克的电子天平称量3次,取平均值作为试样的初始质量。在MRH-200型高速环块摩擦磨损试验机上进行磨损试验,实验条件为:载荷600 N,转速300 r/min,干摩擦,试验时间为15 min。试验结束后取下试样,丙酮清洗后用电子天平称量3次,取平均值作为磨损后的质量。初始质量与磨损后的质量差即为试样的质量磨损量。并用GX51型金相显微镜对磨损面形貌进行观察。
2 结果与分析
2.1 宏观形貌
图1所示为WC颗粒含量(WC)分别为20%、40%、60%和80%的WC-NiSiB熔覆层宏观形貌。一般激光熔覆层宽度为1~5 mm,而从图中看出熔覆道宽度达15 mm,为传统熔覆道的5倍以上。(WC)为20%及40%的熔覆层表面连续,成形良好;(WC)为60%时熔覆层出现部分波浪形痕迹,熔覆道边缘存在少许不完全融化的颗粒;(WC)增加至80%时,熔覆层变薄,熔覆道边缘出现大量不完全融化的颗粒。

图1 WC-NiSiB激光熔覆层的表面宏观形貌
2.2 显微组织
图2所示为WC-NiSiB激光熔覆层的金相组织。在高能量密度激光束作用下,WC颗粒在熔池内充分流动,形成分布较好的熔覆层;基体与熔覆层结合处形成一条白亮带,无气孔、间隙及夹渣等现象,说明基体与熔覆层间形成良好的冶金结合;从图(c)可见,当(WC)为60%时,WC颗粒均匀地分布在熔覆层内,无沉降和气孔,获得较理想的高WC含量的WC-NiSiB合金熔覆层;(WC)为80%时,大量WC颗粒聚集在一起,形成部分区域性的WC颗粒聚集。
图3所示为(WC)为20%的WC-NiSiB熔覆层截面形貌,图3(a)、(b)和(c)分别为熔覆层底部靠近基体处组织、熔覆层中部组织和熔覆层表层组织。从图中可看出,熔覆层组织致密,晶粒细小,与基体结合牢固,具备典型的快速凝固组织特征。
靠近基体附近的涂层组织表现为垂直于界面生长的胞状结构,在界面结合处有一明显白亮带,从熔合线开始逐渐向上的初晶相依次为平面晶生长、柱状晶生长和树枝状晶生长;熔覆层中部为树枝状结构,晶粒生长具有一定方向性;熔覆层的最上层为枝晶结构,生长无方向性,这是因为熔覆层顶部属于熔池最后凝固区域,散热渠道多,既可以通过已凝固的熔覆层,又可通过表面与外界进行热交换,温度梯度/结晶速率趋于零,此时结晶速度最大,故涂层表层组织为异向生长的细小树枝晶。熔覆层中部区域主要依靠基体散热,所以其组织呈现为一定方向性生长的较粗树枝晶。靠近基体的区域,由于基体的激冷作用,使得熔池底部与基体结合处温度梯度较大,结晶速率较小,此时垂直于界面方向散热最快,因此熔覆层底部组织表现为垂直于界面生长的胞状晶,然后由柱状晶过渡到枝晶。
2.3 相组成
图4所示为WC-NiSiB熔覆层的XRD谱。由图可知,不同WC含量的WC-NiSiB熔覆层的物相组成基本相同,主要由γ-Ni固溶体,碳化物硬质相WC、W2C、以及金属间化合物Ni4B3、Ni4W等组成。WC颗粒对激光的吸收系数较高,在高能激光束的作用下,WC一部分原位自生成W2C,析出的C、W元素与B、Ni元素生成Ni4W、W2B、Ni4B3等多种硬质相;(WC)为80%时,WC发生严重溶解烧蚀,其含量减少,且基体熔化严重,熔覆层稀释率增加,大量Fe扩散进入熔池,与C、W元素生成FeW3C新相。

图2 不同WC含量的WC-NiSiB熔覆层金相组织

图3 20%WC-NiSiB熔覆层截面不同部位的显微组织

图4 不同WC含量的WC-NiSiB熔覆层XRD谱
2.4 表面形貌
图5所示为WC-NiSiB熔覆层的表面SEM形貌,图中A、B、C、D、E等组织的EDS分析结果列于表2。由图5可见,随WC含量增加,熔覆层中WC颗粒分布更密集;(WC)为20%的熔覆层中WC颗粒尺寸为30~50 μm;(WC)为60%的熔覆层中WC颗粒尺寸为15~30 μm,这是因为WC颗粒对激光吸收系数较金属合金高得多,随WC含量增加,激光熔覆相同厚度WC-NiSiB熔覆层所需最小比能量减少,相同工艺参数下熔覆层温度升高[17-18],使得熔覆层内WC颗粒发生溶解而细化。
(WC)为20%的熔覆层中,WC颗粒均匀分布,颗粒周围分布着暗灰色树枝晶,树枝晶间存在白亮色共晶组织。结合表2所列分析结果与图4可以推断,暗灰色树枝晶组织A为γ-Ni固溶体,Ni元素较富集;树枝晶间的共晶组织B除了富含Fe、Ni元素外,还含有较多的B、W、Si等元素,这是因为B、W等元素易从固溶体中析出,与Ni元素形成Ni4W、Ni4B3等新的化合物偏聚于树枝晶间。
(WC)为40%和60%的熔覆层中WC颗粒分布密集,尺寸减小,结合表2中WC颗粒本体(图5(b)中的C组织)与WC颗粒边缘的D组织的EDS分析结果以及图4可知,WC与周围NiSiB合金之间产生了原子扩散,生成W2C及W2B等硬质相,使WC颗粒与Ni基合金基体间结合更加牢固。
(WC)为80%的熔覆层中含有等轴状、柱状及交互结晶状等多种形态的初晶状组织。由于WC含量高,在高能激光束作用下WC颗粒发生较明显的溶解现象,与周围NiSiB中的合金元素结合,重新凝固成新的柱状碳化物;未溶解的WC颗粒为碳化物的异质形核提供生长基底,从而形成交互结晶状碳化物。对图5(d)中的等轴晶E进行EDS分析,结果表明该组织除富含Fe、Ni、W元素,还含有C、B 元素,结合图4可知,该组织由γ-Ni固溶体和W2C、W2B及FeW3C等组成。

图5 不同WC含量的WC-NiSiB熔覆层显微组织(SEM)

表2 WC-NiSiB熔覆层的EDS分析结果
2.5 显微硬度分布
图6所示为WC-NiSiB熔覆层的硬度分布。从图中可以看出,随WC含量增加,由于熔覆层内WC颗粒分布更加密集,显微硬度明显提高。但WC含量为80%的熔覆层硬度反而比60%WC的熔覆层,略有下降,可能是因为WC含量太高,重新析出相的成分及含量有所变化,从而影响熔覆层整体硬度。NiSiB熔覆层(未添加WC)的平均硬度为480 HV,是45钢基体硬度(320 HV)的1.5倍;WC含量为60%的熔覆层硬度达到1 291 HV,为基体硬度的4倍,是NiSiB熔覆层硬度的2.7倍。由于WC-NiSiB复合涂层中析出大量的碳化物硬质相及金属间化合物,弥散分布于熔覆层内,使涂层的显微硬度显著提高。熔覆层结合区附近的硬度低于熔覆层中、上部位的硬度,这是由于基体金属对熔覆层的稀释造成的。

图6 激光熔覆层的硬度分布
2.6 耐磨性能
图7所示为激光熔覆试样的磨损量。从图可看出,NiSiB熔覆层的磨损量为6.2 mg,WC颗粒的添加极大地提高了熔覆层的耐磨性能。随WC添加量增加,磨损量减小,即耐磨性能提高;(WC)为60%时涂层的耐磨性能最好,质量磨损量为0.9 mg,其耐磨性能是NiSiB合金熔覆层的6.8倍。(WC)为80%时,熔覆层的耐磨性能略有下降。

图7 WC-NiSiB熔覆层的质量磨损量
图8 (a)、(b)所示分别为NiSiB熔覆层和20%WC- NiSiB合金熔覆层的磨损表面形貌,由图可见,NiSiB合金熔覆层磨痕较细密且数量较多,表面磨损较一致;添加WC颗粒后,磨损量明显减小,表面存在WC等硬质颗粒,这是因为加入WC后,包裹在WC等硬质颗粒表面的NiSiB合金被大量磨削,使得硬质颗粒WC等裸露出来,对之后的摩损起缓解作用,从而增强熔覆层的耐磨性。
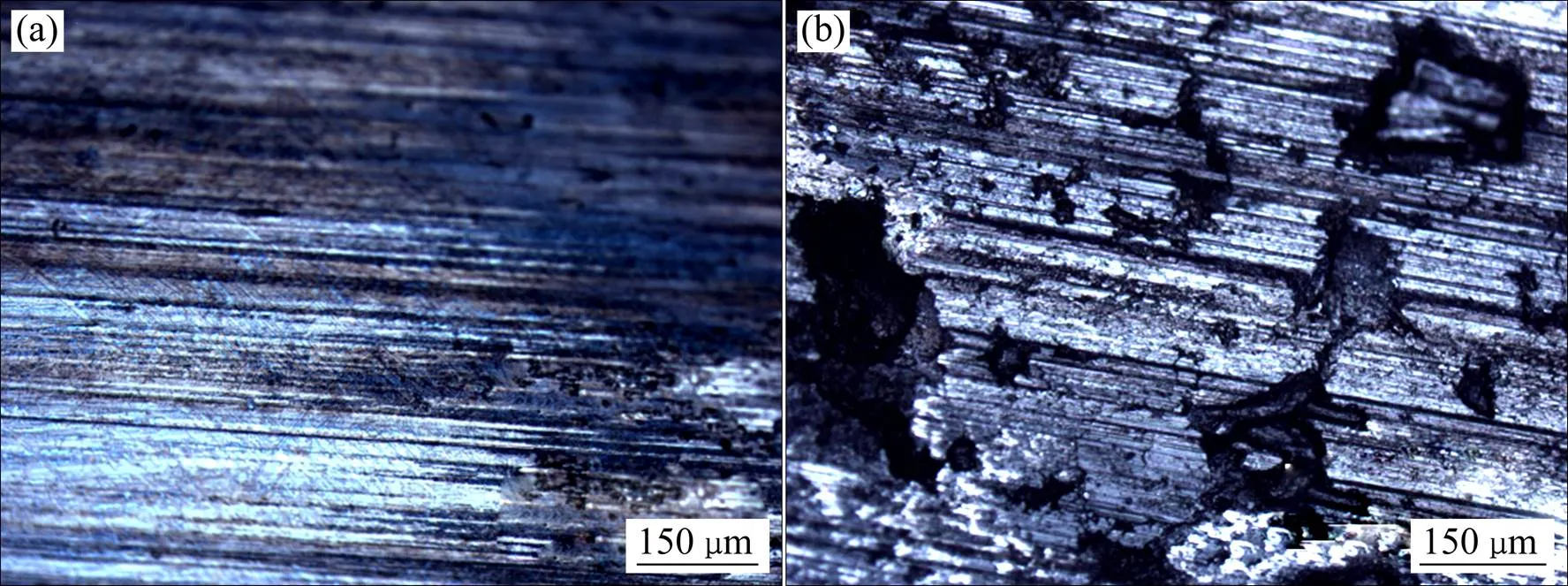
图8 熔覆层磨损形貌
3 结论
1) 采用高功率半导体激光熔覆技术在45钢表面制备熔覆层,WC-NiSiB熔覆层与基体形成冶金结合,无明显气孔、裂纹及夹渣等缺陷,熔覆层组织主要由γ-Ni固溶体WC、W2C、WB、W2B、Ni4B3、Ni4W及FeW3C等组成。
2) 随WC含量增加,熔覆层中WC颗粒分布更加密集,WC含量(质量分数)为80%时,初晶WC形态包括柱状、等轴晶状及交互结晶状等。结合区组织表现为底部垂直于界面的胞状晶,然后再柱状晶过渡到枝状晶;中部为一定方向生长的枝晶,上部为异向生长的细小树枝晶。
3)(WC)为60%时熔覆层硬度最高,为1 291 HV,是NiSiB合金熔覆层硬度的2.7倍,耐磨性是NiSiB合金熔覆层的6.8倍。
REFERENCES
[1] 李涤尘, 贺健康, 田小永, 等. 增材制造: 实现宏微结构一体化制造[J]. 机械工程学报, 2013, 49(6): 129−135. LI Di-chen, HE Jian-kang, TIAIN Xiao-yong et al. Additive manufacturing: Integrated fabrication of macro/microstructures [J]. Journal of Mechanical Engineering, 2013, 49(6): 129−135.
[2] 周野飞, 高士友, 王京京. 激光熔覆高碳铁基合金组织性能研究[J]. 中国激光, 2013, 40(12): 46−50. ZHOU Ye-fei, GAO Shi-you, WANG Jing-jing. Microstructure- property of laser cladding high carbon Fe-based alloy [J]. Chinese Journal of Lasers, 2013, 40(12): 46−50.
[3] 潘 浒, 赵剑峰, 刘云雷, 等. 激光熔覆修复镍基高温合金稀释率的可控性研究[J]. 中国激光, 2013, 40(4): 109−115. PAN Hu, ZHAO Jian-feng, LIU Yun-lei, et al. Controllability research on dilution ratio of nickel-based superalloy by laser cladding reparation [J]. Chinese Journal of Lasers, 2013, 40(4): 109−115.
[4] SUBRATA M, PAUL C P, KUKREJA L M, et al. Application of taguchi-based gray relational analysis for evaluating the optimal laser cladding parameters for AISI1040 steel plane surface [J]. International Journal of Advanced Manufacturing Technology, 2013, 66(1/4): 91−96.
[5] 温庆丰, 刘 莹, 黄伟峰, 等. 机械密封端面材料WC-Ni硬质合金的研究进展[J]. 粉末冶金材料科学与工程, 2011, 16(1): 1−6. WEN Qing-feng, LIU Ying, HUANG Wei-feng, et al. Development of research on WC-Ni cemented carbides of mechanical seal face materials [J]. Materials Science and Engineering of Powder Metallurgy, 2011, 16(1): 1−6
[6] PAUL C P, MISHRA S K, TIWARI P, et al. Solid-particle erosion behaviour of WC/Ni composite clad layers with different contents of WC particles [J]. Optics and Laser Technology, 2013, 50: 155−162.
[7] 龙坚战, 徐 涛, 彭 文, 等. 粉末冶金法制备WC-Ni-3Al复合材料的组织与性能[J]. 粉末冶金材料科学与工程, 2012, 17(1): 63−68. LONG Jian-zhan, XU Tao, PENG Wen, et al. Microstructure and properties of WC-Ni3Al composities prepared by powder metallurgy [J]. Materials Science and Engineering of Powder Metallurgy, 2012, 17(1): 63−68.
[8] 樊增彬. WC/Ni基合金激光熔覆工艺及熔覆层特性研究[D]. 青岛: 山东大学, 2012: 35−52. FAN Zeng-bin. The characteristic research of WC/Ni base alloy laser cladding technology and cladding layer [D]. Qingdao: Shandong University, 2012: 35−52.
[9] HUANG S W, SAMANDI M, BRANDT M. Abrasive wear performance and microstructure of laser clad WC/Ni layers [J]. Wear, 2004, 256(11/12): 1095−1105.
[10] ACKER K V, VANHOYWEGHEN D, PERSOONS R, et al. Influence of tungsten carbide particle size and distribution on the wear resistance of laser clad WC/Ni coatings [J]. Wear, 2005, 258(1/4): 194−202.
[11] 杨胶溪, 王智勇, 左铁钏. 高功率半导体激光熔覆絮状WC- Ni基超硬复合材料[J]. 中国激光, 2009, 36(12): 3262−3266. YANG Jiao-xi, WANG Zhi-yong, ZUO Tie-chuan. High power diode laser cladding aggregate tungsten carbrid-Ni based superhard composites [J]. Chinese Journal of Lasers, 2009, 36(12): 3262−3266.
[12] 吴 萍, 姜恩永, 周昌炽, 等. 激光熔覆Ni/WC复合涂层的组织和性能[J]. 中国激光, 2003, 30(4): 357−360. WU Ping, JIANG En-yong, ZHOU Chang-chi, et al. Microstructure and properties of Ni/WC composite prepared by laser cladding [J]. Chinese Journal of Lasers, 2003, 30(4): 357−360.
[13] 徐国建, 黄 雪, 傅新皓, 等. Ni基合金与WC混合粉末的激光熔覆层组织[J]. 硬质合金, 2012, 29(5): 297−301. XU Guo-jian, HUANG Xue, FU Xin-hao, et al. Microstructure of laser cladding prepared by mixed powder of Ni-based alloys and WC [J]. Cemented Carbide, 2012, 29(5): 297−301.
[14] 王启明. 中国半导体激光器的历次突破与发展[J]. 中国激光, 2010, 37(9): 2190−2197. WANG Qi-ming. Breakthroughs and development of semiconductor laser in China [J]. Chinese Journal of Lasers, 2010, 37(9): 2190−2197.
[15] 王 跃, 刘国军, 李俊承, 等. GaSb基半导体激光器功率效率研究[J]. 中国激光, 2012, 39(1): 60−63. WANG Yue, LIU Guo-jun, LI Jun-cheng et al. Study of the ohmic contact of GaSb-based semiconductor laser [J]. Chinese Journal of Lasers, 2012, 39(1): 60−63.
[16] 郭士锐, 陈智君, 张群莉, 等. 大功率半导体激光表面改性的研究进展[J]. 激光与光电子学进展, 2013, 50(5): 55~62. GUO Shi-rui, CHEN Zhi-jun, ZHANG Qun-li, et al. Research progress on laser suface modification by high-power diode laser [J]. Laser & Optoelectronics Progress, 2013, 50(5): 55−62.
[17] 戎 磊, 黄 坚, 李铸国, 等. 激光熔覆WC颗粒增强Ni基合金涂层的组织与性能[J]. 中国表面工程, 2010, 23(6): 40−44, 50. RONG Lei, HUANG Jian, LI Zhu-guo et al. Microstructure and property of laser cladding Ni-based alloy coating reinforced by WC particles [J]. Chine Surface Engieering, 2010, 23(6): 40−44, 50.
[18] 周圣丰, 戴晓琴, 郑海忠. 激光熔覆与激光−感应复合熔覆WC-Ni60A涂层的结构与性能特征[J]. 机械工程学报, 2012, 48(7): 113−118. ZHOU Sheng-feng, DAI Xiao-qin, ZHENG Hai-zhong. Characteristics on structure and properties of WC-Ni60A coating by laser cladding and laser-induction hybrid cladding [J]. Journal of Mechanical Enginerring, 2012, 48(7): 113−118.
(编辑 汤金芝)
Microstructure and properties of WC-NiSiB wear resistant coating by high power diode laser broadband cladding
LEI Jian-bo, GU Zhen-jie, NIU Wei, WANG Yun-shan
(Laser Engineering Center, Tianjin Polytechnic University, Tianjin, 300387, China)
WC-NiSiB composite coatings with different WC contents were prepared on 45 steel substrate using 3kW high power diode laser. The morphology, composition and phase transformation of laser cladding layer were studied by scanning electronic microscope (SEM), energy dispersive spectroscopy (EDS), and X-ray diffraction (XRD), respectively. The results show that the phase compositions of diode laser cladding WC-NiSiB alloy are γ-Ni、WC、W2C WB、W2B、Ni4B3、Ni4W, etc; the cladding layer has a metallurgical bonding with substrate; the morphology of crystal grain at the bottom of lading layer is cell structure, whose growth is perpendicular to the interface of cladding and substrate; then the columnar grain transits to dendrite structure; the morphology of crystal grain at the central and top zones of layer is dendritic structure and grows with a single direction, but the crystal grain at surface layer grows with random direction; with the increase of WC particle content, distribution of WC in the coating is more intensive. When WC content is 60%, WC particle distribute uniformly and there is no crack in the layer. The highest hardness of HV 1217 in cladding layer is 2.7 times of NiSiB coating and it’s wear resistance is 6.8 times of NiSiB coating.
laser technology; laser cladding; WC; WC-NiSiB coating; microstructure
TG665
A
1673-0224(2015)2-304-08
国家自然科学基金资助项目(61475117);国家自然科学资金委员会与中国民用航空局联合资助项目(U1333121);天津市应用基础及前沿技术研究计划资助项目(12JCQNJC02800);天津市科技支撑重大专项项目(13ZCZDGX01109)
2014-08-12;
2014-11-14
雷剑波,副教授,博士。电话:022-8395528;E-mail: ljbtj@163.com