电机定子铁心焊接工艺研究
2015-03-02王岳元郎玉友纪玫红
王岳元,郎玉友,纪玫红
(上海电气上海电机厂有限公司, 上海 200240)
电机定子铁心焊接工艺研究
王岳元,郎玉友,纪玫红
(上海电气上海电机厂有限公司, 上海200240)
摘要:阐述了如何进行1E级应急柴油发电机定子铁心50W470硅钢板与Q235-B钢板焊接工艺评定工作。通过选用合适的国际标准,完成标准中规定的各项工艺评定试验,最终获得经评定的焊接工艺规程(WPS),并以此来指导生产,制造出合格的产品。
关键词:1E级核电; 定子铁心; 焊接工艺评定; 焊接工艺规程
0引言
在重新开启核电市场后,上电公司承接了与德国AREVA公司配套的5 500 kW 1E级应急柴油发电机核电产品。该项目商务技术条款中明确规定:所有焊接件的焊接工艺评定按ISO 15614系列或RCC-M标准执行。文中提及的定子铁心结构中涉及的母材分别是50W470硅钢板和Q235-B钢板,每片硅钢板表面还镀了一层漆膜。公司之前对定子铁心焊接只是做了一些工艺验证,国内外同行业也没有对定子铁心进行过焊接工艺评定。本文通过解读相关标准,制定出定子铁心正确的焊接工艺规程(WPS),并依据此焊接工艺规程做出合格的焊接件。
1试验准备及工艺试验
1.1试验准备
针对5 500 kW商务技术协议中规定的所有焊接件的焊接工艺评定按ISO 15614系列或RCC-M标准执行的要求,其中ISO 15614系列是国际化标准组织专门对钢、镍及镍合金的焊接工艺评定试验的相关规定;RCC-M标准是法国压水堆核岛机械设备设计和建造规则。这两个标准中都没有直接规定50W470硅钢板和Q235-B该如何去准备试样进行评定。只是在ISO 15614—1∶2004中6.1条对于试件规定的一般规则中提及应按照 6.2的要求制备标准试件,使其焊接接头所使用的工艺应具有生产代表性;在产品/接头形式不需用本部分规定的这些标准试件时,要求采用ISO 15613—2004:基于预生产焊接试验的工艺评定标准来执行。
ISO 15613—2004标准规定:试件制备和焊接应在一般生产焊接条件下进行,以保证试件的形状和尺寸模拟结构的实际焊接条件,这也包括焊接位置和其他主要参数,如:应力条件、热效应、拘束方法以及边缘条件等。根据此标准要求模拟5 500 kW定子铁心结构进行试验试样准备,试验采用0.5 mm厚的硅钢板50W470(涂环氧酚醛硅钢片漆),尺寸为100 mm×150 mm共1 200件,加工成如图1形状;再用螺栓、螺母叠成如图2形状。与30 mm厚钢板Q235-B,尺寸为100 mm×300 mm共2件,按图3形式进行装配焊接。

图1 硅钢板落料及加工孔尺寸位置图

图2 硅钢板叠成形状图
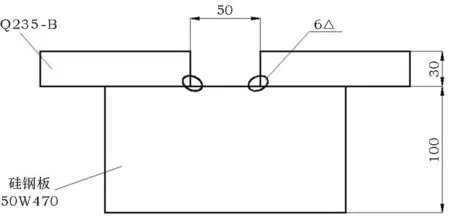
图3 硅钢板与钢板焊接示意图
1.2工艺试验
1.2.1硅钢板与钢板焊接工艺评定试验参数选择
焊接方法选用熔化极气体保护焊,保护气体采用Ar+ CO2(混合比例为80%∶20%)混合气体保护形式,气体流量控制在10~15 l/min范围内。焊接材料选用φ1.2 mmER50-6焊丝。电流采用直流反接形式,电流控制在140~170 A,电压为22~26 V。焊接速度建议为20~36 cm/min。送丝速度为1 100~1 800 cm/min。
采用从上向下立焊方式,单道焊。由于硅钢片表面涂环氧酚醛漆,易在焊接过程中形成气孔缺陷,焊接时熔滴从Q235-B钢板一侧过渡到硅钢板上。
1.2.2硅钢板与钢板焊接工艺评定试验项目及试验结果
1.2.2.1硅钢板与钢板焊接工艺评定试验项目
根据ISO 15613—2004标准规定,定子铁心的焊接属于熔化焊,试件的试验尽可能按ISO 15614系列标准规定进行,参考标准及产品实际情况,对焊接试件进行以下五项试验:
a) 100%外观检查。
b) 表面裂纹检查。
c) 硬度试验。
d) 低倍金相检验。
e) 拉伸试验。

图4 焊接工艺评定试件
实际焊接工艺评定定子铁心试件如下图4所示。
1.2.2.2硅钢板与钢板焊接工艺评定试验结果
硅钢板与钢板焊接工艺评定试验结果如下:
a) 目视检查,标准参考ISO 5817—2014,按B级要求验收,检查结果:无表面气孔、未熔合、咬边、焊缝下塌、焊瘤、焊脚不对称等缺陷。结果合格。
b) 对焊缝表面裂纹检查,采用着色深透探伤无损检测方法,以JB/T 4730.5—2005系列标准II级要求验收,结果显示:未发现超标缺陷显示。
c) 硬度试验采用的检测规范为GB/T 4340—2009系列,检测HV10值如下表1所示,硬度值未出现异常值。
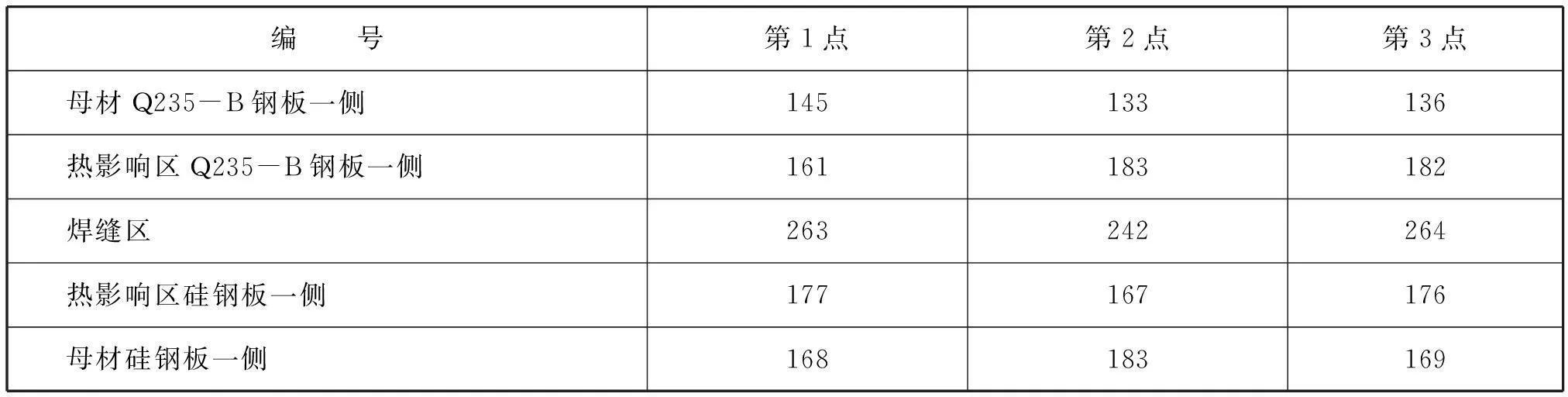
表1 焊接工艺评定试件硬度值(HV10)
d) 低倍金相检测规范按GB/T 226—1991标准执行,两块试样上均有气孔显示,其中一块上有两个气孔,另一块上有一个气孔。见图5所示,质量等级只能达到D级要求。不能达到焊接工艺评定B级验收标准。这主要与硅钢片母材表面涂环氧酚醛漆有关系,而实际产品中又不允许去除油漆,因此需要结合设计规格书中“筋与铁心之间的焊缝计算”结果和试件拉伸试验结果一起来判断是否合格。

图5 焊接工艺评定金相试验结果
e) 如果按照ISO 15613—2004标准规定不需要做拉伸试验,鉴于金相试验结果不能满足焊接工艺评定B级验收等级,因此通过拉伸试验值对定子铁心焊筋焊缝强度计算来验证是否满足设计规格书“筋与铁心之间的焊缝计算”结果要求。设计规格书中对“筋与铁心之间的焊缝计算”结论是:如果采用焊丝ER50-6,假定突然短路形成的切向力全部由筋与铁心之间的焊缝承担,计算出来的许用切应力[τ]= 50 MPa。
试验时,通过万能材料试验机在Q235-B 钢板两端施加拉力,记录焊缝脱开时的拉伸力。试验结果显示,当剪切强度极限为306 MPa 时,焊缝硅钢片脱开,表现为剪切破坏。按照一点应力状态和第四强度理论将剪切强度极限τb换算成等效拉伸强度极限为:
计算出来的等效拉伸强度几乎是设计书要求的强度10倍以上,同时我们采用有限元算法进一步核算焊缝区的等效应力,计算中以10倍额定转矩作为载荷,计算结果均表明筋与铁心焊接强度足够。证明尽管我们焊缝因油漆会出现气孔现象,但焊缝的强度足够满足电机运行。
2产品焊接
5 500 kW 1E级应急柴油机定子铁心整个焊接工艺评定是在客户AREVA现场工程师和必维国际检验集团(BV)的监理工程师的监造下进行的,所有的试验及实验结果经三方确认,获得了合格的焊接工艺评定报告,并依据此编制了焊接工艺规程(WPS)文件。焊工根据WPS文件选用焊接参数及操作技术在正式产品上施焊,获得比较好的效果,顺利通过了BV监理工程师的现场见证,定子铁心焊接实物见下图6所示。

图6 5 500 kW定子铁心焊接实物
3结语
3.1通过选用合适的国际标准,完成标准中规定的各项工艺试验,并通过有限元分析计算试验数据,最终获得经评定的焊接工艺规程(WPS),顺利完成了1E级应急柴油发电机定子铁心焊接。
3.2在国内电机行业开创了定子铁心焊接工艺评定的先例,并通过定子铁心焊接工艺评定的成功经验,为电机产品中的特殊材料、特殊结构的焊接工艺评定工作,提供了新的思路。