一个观念大幅提高感应淬火工艺的可靠性
2015-02-23赵秀华闫满刚
赵秀华,闫满刚
一个观念大幅提高感应淬火工艺的可靠性
赵秀华,闫满刚
【摘要】介绍了一种在欧洲使用成熟的感应热处理理念和方法,能直接提高感应热处理工艺可靠性和重现性,见效快,容易实现。
在大多热处理车间或工段都有感应加热淬火设备。很多企业的感应淬火设备只是热处理的一个补充手段,一般不重要的零件或备件采用感应淬火工艺,它很难纳入重要工序之中。这主要是长期以来感应淬火工艺的可靠性或产品质量的稳定性难以保证,不能提供稳定的承载能力数据,大大影响了设计人员对感应淬火工艺的选择和应用。究其原因,根结还在于感应淬火工艺的稳定性差。因此,在行业普遍存在着感应淬火的产品质量依靠“老师傅”的现状。“老师傅”的经验决定了零件的淬火质量,但是下一个零件的感应淬火结果即使“老师傅”亲自操作也很难保证和上一件完全一致。
欧美等发达国家在20世纪60年代也经历过和我们一样的困局,但是,随着精密机械加工工艺的技术发展,数控机床、加工中心等在机械加工领域大规模应用,精密加工的工艺理念被引入到感应淬火工艺中,这样感应淬火工艺的稳定性和重现性得到了保证,从而使感应热处理工艺从一个辅助工艺变为主要工艺,使感应热处理的高效、便捷等优势得以发挥。
本文将介绍一种在欧洲使用成熟的感应热处理理念和方法,能直接提高感应热处理工艺可靠性和重现性,见效快,容易实现操作。
感应热处理工艺执行现状
1. 感应器的制作和储存
感应器是感应热处理的加热工具。根据电磁感应原理,感应器的几何特征在电参数一定的情况下和加热的结果直接相关,因此,感应器的设计和制作是要求很高的。然而感应器的实际状况大多是热处理车间手工制作(见图1),而存储也是堆在柜子中(见图2)。
此手工制作的感应器外形不规则,将来使用时热形不一致,加热区温度均匀性差;即使经过反复调整,加热效果勉强能够接受,使用完后拆下来堆在一起,难免不碰撞甚至变形,严重影响重复性使用的效果。如果需要制作该感应器的备件,那么基本不可能做到两件一致。这样工艺的一致性也无从谈起。

图1 某用户自制的平面感应器

图2 感应器存储柜
2. 感应器的连接
感应器是感应加热的施感原件,它一般连接在淬火变压器的输出端。为了适应空间位置的需要,在感应器和淬火变压器之间常常要有一个过渡导板。目前,很多设备的淬火变压器和感应器(或过渡导板)的连接是靠几个螺栓,过渡导板无刚性可言,如图3、图4所示。
此种形式连接的感应器,无法保证两次安装位置的一致性或淬火加热时的感应器状态。
3. 冷却水和淬火液
图3中展示的是最常见的冷却水连接方法。该连接方式插接时会使感应器变形而影响位置精度。更主要的,由于导板冷却不充分,发热严重,在工作过程中使感应器发生偏移,造成热处理结果的差异。
淬火液的连接也是如此,不可靠的淬火液连接以及淬火冷却模式使得淬火冷却效果波动,严重时造成开裂。
4. 设备的可靠性和自动化程度
设备的可靠性和自动化程度也是影响工艺实施可靠性的一个因素。依靠“人”的经验和责任心很难满足工业化产品质量稳定性的要求。而依靠机器设备的自动化则能做到加工状态完全一致。但由于设备可靠性和自动化程度一般和投资有关,而投资涉及范围大,一般不是车间应用层面决定的,因此,这里不做主要讨论。
问题与差距
感应热处理的特点与机械加工模式一样,逐件加工;而其他用炉子进行热处理的工艺特点是多件同炉加工。同炉加工的质量控制目标是一炉(批),而感应热处理可以做到对每个工件进行质量控制。当然,如果工艺重复性没有可靠的保证,则会造成感应淬火每个零件结果的不一致。
感应加热的原理告诉我们,加热的一致性取决于施感感应器的一致性和感应器与工件耦合的一致性。除了加热外,热处理工艺操作的另外一个重要因素是冷却,冷却状态(包括温度、压力、流量、分布以及角度)的一致性同样重要。
对比目前感应热处理的操作现状和工艺原理要求,我们汇总出在感应热处理操作环节的问题和差距如下。
1. 感应器制作
感应器设计和制作的专业性极强,一般需经过专门培训。但我国很多热处理厂无专门设计人员和能力进行完备的感应器设计,而是依据“师傅”的经验现场制作。由图1和图2可以看出,感应器制作的随意性强,基本没有规范的感应器制作手段和方法。用材不规范,尺寸精度低;手工焊接面多,形状不规整。电极连接面不平整,表面状态差。

图3 感应器通过螺栓压板连接
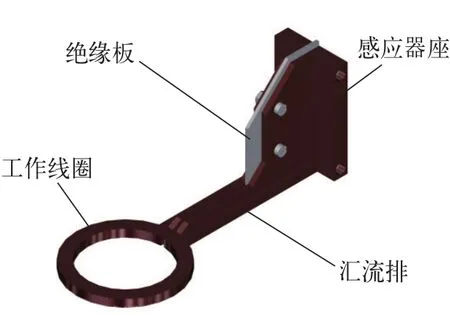
图5 感应器的构成
感应器主要由感应器座、汇流排和工作线圈三部分组成(见图5)。感应器座是感应器的根基,应有足够的强度和严格的尺寸精度,这样才能给工作线圈以可靠的位置基础;汇流排以输送电流为主,同时又用于调整线圈和感应器座之间的距离,因此,过流面积和冷却是其要保证的核心;而且工作线圈在加热时要承受电磁力,因此汇流排的强度也要考虑。工作线圈的重要性不言而喻,在工作时要通过很大的电流,其几何形状决定着加热区的形状,通常得到更多的关注。其冷却是影响寿命的重要因素,因
此要保证充分地冷却。
感应器制造的另一个重要问题,是备件的一致性。由于感应器有一定的使用寿命,因此,一个经调试和生产应用合格的感应器的替代品必须具备相同的尺寸精度,显然手工制作是难以达到要求的。
2. 感应器的连接
由于不同的零件需要不同的感应器,必须要经常更换感应器以及淬火装置适应生产需要。感应器的连接一定要保证安装位置的重现性,电接触面的可靠性,以及冷却的充分性。
对照图3和图4可以看出,传统的叉口型的连接导板通过螺栓连接是无法保证位置重现性的。在感应器的电接触面,由于表面平整度差,即使采用螺栓压紧也不能保证有效接触面积,因而加大了接触电阻,在使用过程中严重发热并形成氧化皮,而氧化皮又反过来加剧了接触电阻的增大,造成更大的功率损失和发热。
过渡导板是连接淬火变压器和感应器的常用装置。其作用一方面是调整加热线圈相对于淬火变压器输出端的位置,同时给感应器提供安装基础。由前述可知,要保证感应器的位置重现性,一则过渡导板需要有足够的刚性;二则在其接合面必须有定位措施,这样才能保证多次拆装感应器位置一致;另一方面由于过渡导板也是载流导体,因此在工作过程中有显著的发热,一般采用水冷。水冷不充分或导板的两极板水冷不均匀,则发热引起的变形不同而发生弯曲。这样感应器的位置同样也可变化,失去基准。
3. 冷却水和淬火液的冷却状态
既然冷却水和淬火液对感应器工作无论是位置精度,还是寿命,以及淬火结果都很重要,那么就需要对其监测和保护。而目前多数老旧机床都不具备冷却水的监测和报警功能,或者有的采用一个简单的压力表来指示。当管路堵塞时压力表仍然指示在高压力状态,但不能说明冷却水充分。目前,进口的感应加热设备上对于冷却都采用流量监测和温度监测,这样能充分保证冷却或淬火的状态一致。
解决方法——使用感应器伴侣
感应器伴侣借鉴欧洲先进的理念,是专为用户解决感应器制作标准化和一致性的基础部件。它充分考虑了感应热处理的工艺特点,从结构强度、水电连接、状态监测和保护等方面进行了充分的优化设计,让感应热处理工作者专注于工作线圈的设计和调试,其他一致性、可靠性、水电一体化连接都由感应器伴侣来保证。感应器伴侣包括感应器靴,快换导板、感应器校正模以及感应器制作标准材料四类。
1. 感应器靴
感应器靴(见图6)设计为水电一体化快速连接模式,极板采用专门轧制的电工纯铜型材,数控加工中心加工,尺寸精度高,焊接面少,电感小。极板间的绝缘和紧固采用聚四氟乙烯,绝缘性能好,耐热温度高。 接管的长度可以根据需要截短;导板上预留安装孔,可以用于固定其他附件。
由图6可以看出,只要用户焊上工作线圈(感应器头)就可以调试加热了。使用方便,互换性好。由于感应器靴的基座具有很高的尺寸精度,因此也保证了感应器的安装定位要求。这样用户就可以专注于加热线圈部分的设计和改进而无需花费时间在那些基础部件的准备上了。
2. 快换卡座
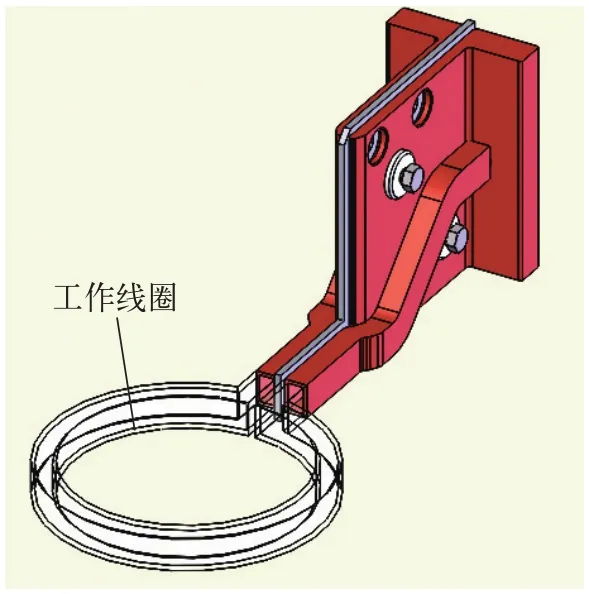
图6 感应器靴
在淬火变压器的输出端经常要接入一个连接导板。感应器伴侣中的连接导板兼顾了水电的快速连接功能,更重要的是,它提供了感应器的刚性精确定位,即快换卡座(见图7)。快换卡座采用楔入式结构,楔入卡口与感应器靴的基座精密配合;导板的冷却水通过界面的O形环密封流入感应器工作线圈,然后返回导
板;装卸感应器时只需要打开快换卡座的黄铜压块,就可更换感应器,并且水电一次完成。
由于快换卡座的连接导板刚性好,冷却为内通道,故保证了工作过程中的感应器端部的位置精度,侧方的冷却水只要一次接入,不随感应器更换而拆卸。如果需要,在冷却水接口处还可设温度或流量监测,这样更可靠。

图7 快换卡座
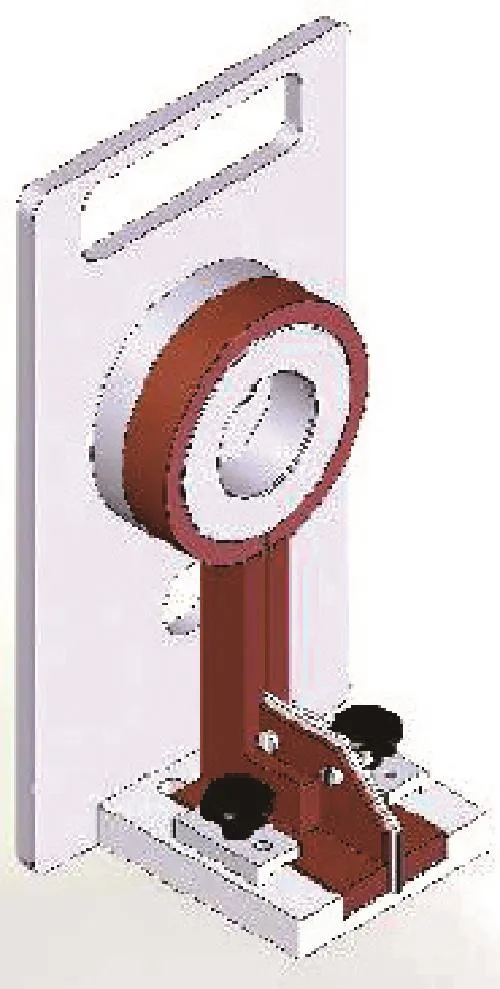
图8 感应器校正保护模
3. 感应器校正保护模
一旦感应器投入使用,在工作过程中受电磁力的作用,长时间后会产生一定的变形;甚至在更换下来的存储和移动过程中不当外力作用或许发生变形。那么,如何保证下次使用时感应器是完好的呢?借鉴刀具的存放理念我们提倡使用感应器校正保护模。如图8所示,该保护模具有足够的刚性和位置精度,卸下的感应器放入模腔时,变形会得到修正;和模腔一起存放或转移,则感应器就不会发生变形或损坏,确保下次投入使用时感应器的完好性。
4. 感应器制作标准材料
由于感应热处理是一个非常专业的领域,感应器热处理工艺人员少,对感应器的标准化认识不足,因此,感应器制作的专业化程度很低。而大多用户在自己手工制作感应器时只能利用市场上通用的铜板(管)等,而这些材料往往不能满足感应器制作的需求。比如矩形铜管,圆角太大影响加热层的分布。另外,感应器各部分的功能不同对铜的质量要求也不同。现在,专门为感应器制造而生产的系列型材可以在感应器伴侣系列商品中选取。另外,适合感应器使用的绝缘件、紧固件、清洁材料等目前也在感应器伴侣系列中可以选到,大大提高了自制感应器的几何精度,提高了工艺执行的稳定性。
5. 用户的好处
一个新产品要实现可靠的感
冷却水出应淬火,需要很烦琐的步骤,花费大量时间和精力来进行感应器的设计制造和工艺开发。
首先是淬火感应器的设计(主要是工作线圈)需要结合设备能力和设计者的技术储备反复修改,然后投入复杂的制造过程;制造出来后还要实际加热调试,反复切片验证才能最终确定感应器的几何尺寸和一套完备的工艺,而这套工艺需要一系列保证措施来实现。感应器伴侣就是实现工艺重现性的保证手段。否则,无论是感应器更换或是感应器的再制作,所有的工艺开发过程都丢失了,相同的工作必须再来,亦或是凭经验,回到“只有老师傅能干出好产品”的老路上去。而采用感应器伴侣可使工艺得到保证,无质量波动之忧,即使“老师傅”缺席,也能干出一样质量的产品,大幅提高了生产效率,降低了生产成本。
结语
长期以来,我国感应热处理行业普遍依靠经验来保证质量的做法已经远远不能满足当前要求。而这其中的重要原因就是没有找到工艺可靠性保证的可实施措施。感应器伴侣的推出,为我们找到了一条方法,可以将“老师傅”智慧留住,从而提高工艺的可靠性和产品质量,并实现了相关工装的标准化和系列化,大大提高了效率,降低了成本。
20150105
作者简介:赵秀华、闫满刚,北京金和感应器联盟。