轿车涂装输送线控制网络设计
2015-02-22聂宗瑶朱正国
聂宗瑶,陈 彬,朱正国,张 磊
(1.安徽城市管理职业学院 基础部,合肥 230011;2.安徽大学 电气工程与自动化学院,合肥 230601)
浙江科技学院学报,第27卷第1期,2015年2月
Journal of Zhejiang University of Science and Technology
Vol.27 No.1, Feb. 2015

轿车涂装输送线控制网络设计
聂宗瑶1,2,陈彬1,朱正国1,张磊2
(1.安徽城市管理职业学院 基础部,合肥 230011;2.安徽大学 电气工程与自动化学院,合肥 230601)
摘要:在分析轿车生产工艺的基础上,按照轿车生产的主流技术,采用地面式机械化输送模式对传统的轿车生产中涂装输送系统进行网络化控制设计。网络化控制系统采用分散控制、集中管理的主从网络控制模式,以西门子S7-300PLC作为主(操作)站和远程ET200S作为从(操作)站实现系统控制功能;并通过人机界面实现操作人员的在线状态查询和故障查询;涂装设备的控制都具备手动、自动模式切换和故障报警指示。该系统提高了轿车涂装工艺过程的自动化水平,提升了产品质量,降低了制造成本。
关键词:轿车涂装工艺;输送线;网络控制;S7-300;人机界面
随着经济总量的高速增长,轿车生产和消费服务行业得到快速发展。目前,中国已经成为世界第三大汽车市场,汽车行业无疑已经成为制造行业的主力,同时也是制造行业发展的动力所在。如何降低汽车的制造成本、提高工艺水平、升级管控质量、提升竞争力,是每个汽车生产商都要考虑的问题。
为此,本研究选取安徽江淮汽车的制造工艺、质量管控为研究对象,重点研究与分析轿车加工涂装的工艺,从机电控制的角度优化设计轿车涂装中烘烤输送的自动化控制系统,以期既满足轿车生产工艺的需求,又有效控制生产成本。
1轿车涂装生产工艺
汽车涂装工艺在经过了十几年的不断发展之后,现在技术已经逐渐成熟。虽然各大汽车制造商的生产工艺略有不同,但是整体的工艺基本相似。
汽车涂装工艺在经过了十几年的不断发展之后,现在技术已经逐渐成熟。常用的涂装工艺体系按涂层来分可以分为:二涂层(底漆+面漆)体系;三涂层(底漆+中涂+面漆)体系;四涂层体系(底漆+中涂+面漆+罩光清漆)。一般最为常见的是二层涂装体系。江淮轿车Suv线采用了二层涂装体系,是世界高水准的水性B1B2免中涂工艺,可免去中涂工艺带来的设备投入、人员及能耗成本,而且还可大幅度降低挥发性有机物的排放,从而开创了汽车绿色涂装工艺的新时代。
在轿车涂装加工工艺中,主要是以前处理和电泳工艺流程的工序最为复杂,在图1中展示了汽车涂装车间的工艺流程[1]。
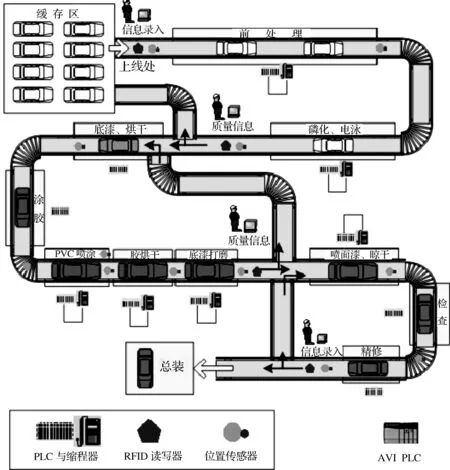
图1 涂装车间生产工艺流程图Fig.1 Coating workshop production process flow diagram
汽车涂装线所涉及的设备品种较多,机械化输送设备有地面链、升降机、转运车等;前处理、电泳设备有大量化工泵、清水泵、立式泵、电动调节阀、电磁阀等;还有各种风机,以及纯水、超滤、反渗透、涂胶、喷漆、输调漆等成套设备。
2机械输送系统组成及功能
汽车涂装车间机械传输系统是将半成品汽车绑定在滑橇上自动地运行起来并获得各工段对汽车的连续加工。该系统主要由电泳烘干设备、电泳后排空设备、电泳空撬返回输送设备组成,分布在7.00 m层和11.8 m层。
2.1 电泳烘干及排空的功能及工作过程
移行机TC001TC002从电泳升降机接入橇体(绑定着半成品汽车)后,送入电泳烘房升降机EO010。如果电泳烘干出现故障,则TC001TC002通过滚床RB005EL115TT111TC107进入存储区暂存;待烘房故障排除后,再通过以上设备进入电泳烘房升降机EO010。
通过升降机EO010,把橇体送入电泳烘房的入口滚床RB011,通过输送链OC013OC015、链式移行机CC019、烘干链OC027OC029,然后进入电泳烘房出口滚床RB031,完成电泳烘干。再由出口高温升降机EO032放下,进入强冷室滚床RB033、RB035、RB037,RB039。
在正常工况下,由强冷室出来的橇体由移行机TC049送到电泳存储区(包括7.00 m和11.80 m的积放链),再通过移行机TC107送入TT111。在非正常工况下(存储区出现故障或某些紧急状况),从强冷室RB045出来的橇体不需要经过电泳储存区直接由TC107送入TT111。旋转滚床TT111将撬体换向后(旋转180°)送入下一道工序(总装)的机械输送系统的升降机EL115上。
2.2 空橇储存及返回工作过程
积放带BB173接入总装机械输送系统送入的空橇(堆垛后),通过移行机TC049进入空撬存储线(BB175BB177),再通过拆垛CD179TT189RB195,把电泳空撬送到前处理输送系统。
3网络化自动控制系统硬件设计
轿车涂装输送流水线主要包括电泳烘干的工艺链、高温升降机,以及普通升降机、旋转滚床、移行机、存储工艺链等设备。其对应的电气硬件配置系统包含1个电控主柜、12套小(从)电控柜和13个操作站。每个电控柜对应1个操作站,现场可根据实际的需求在不同的位置设置不同的操作站来控制相应的设备,以实现系统设计的分散控制、集中管理的控制思想[2]。实现自动化控制的硬件系统整体设计架构如图2所示。
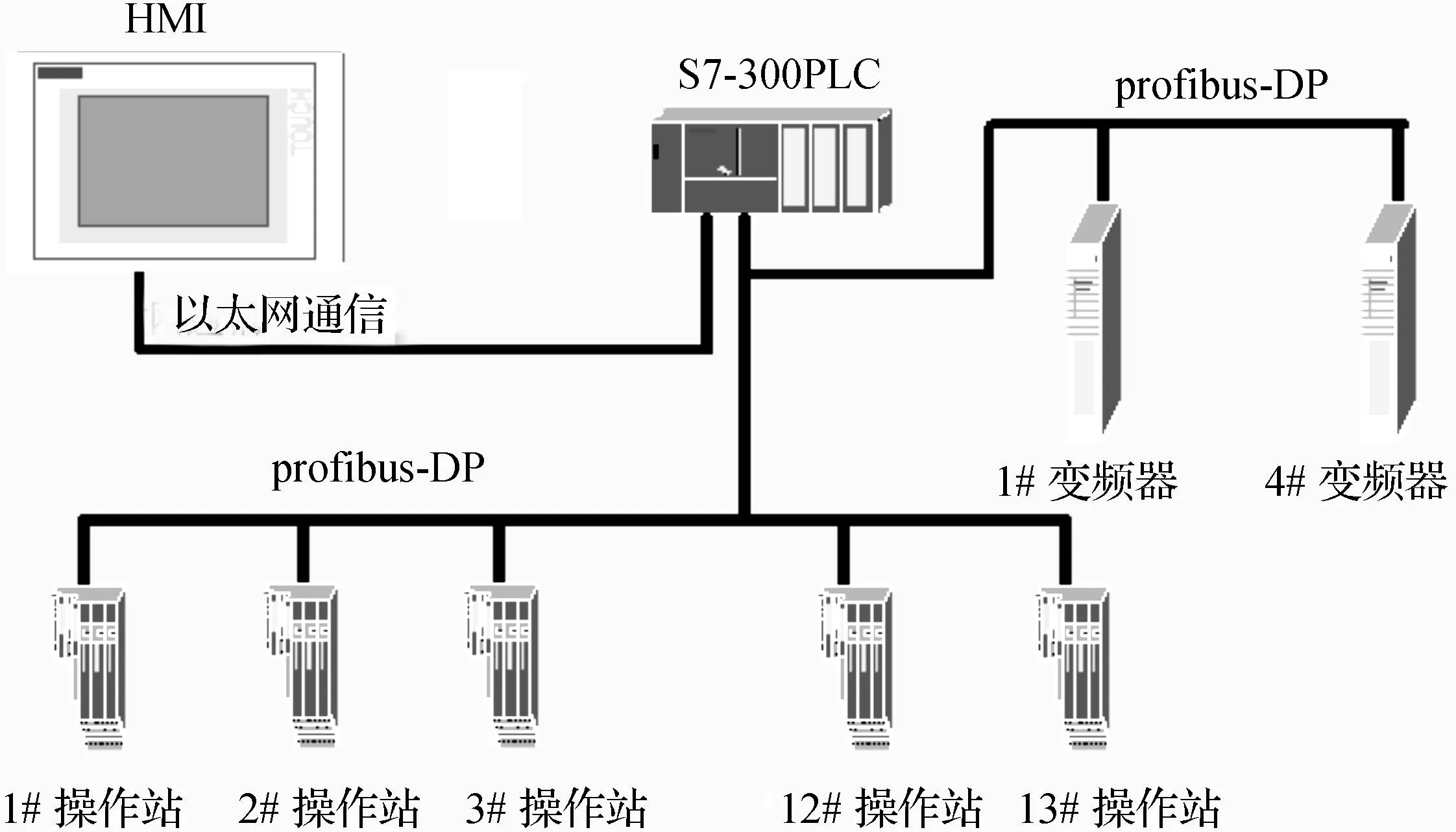
图2 硬件控制系统整体架构图Fig.2 Overall architecture diagram of hardware control system
控制柜通过profibus-DP网络与现场操作柜(箱)组成一个有机的整体。现场控制柜为系统的底层核心部分,它安装着整个系统的主回路及底层小系统的控制中心(可编程序控制器),还有现场总线模块及现场设备的控制按钮,它主要负责设备的现场起停,以及接受主机的控制。
主控制柜装有整个系统的自动启动/停止、故障复位等控制柜操作按钮及系统的故障指示灯[3]。主控制柜上侧为触摸屏(HMI),显示整个系统的运行及故障信息、连锁信息、数值设置等内容。
设备之间的控制与逻辑关系是自控系统软硬件设计的核心。在涂装输送系统中,最主要的逻辑关系就是滚床与滚床之间的关系[4],即是4个信号的使用。
双向运行的4个信号的使用过程如下,滚床设备逻辑关系见图3。
滚床n+1发送到滚床n〈允许正转进入〉信号;
滚床n发送〈要求正转送出〉信号到滚床n+1;
当2个信号都存在后,滚床n运行,并发送〈正在正转送出〉信号到滚床n+1,同时滚床n和滚床n+1开始运行;
如果以上动作没有故障,滚床n和滚床n+1运行;
如果滚床n出现故障,则〈正在正转送出〉信号关闭,同时滚床n+1也停止运行;
如果滚床n+1出现故障,则〈允许正转进入〉信号关闭,同时滚床n也停止运行;
当滚床n+1所有开关都感应到时,滚床n+1发送〈正转进入完成〉信号到滚床n;
滚床n+1〈允许正转进入〉信号清零;
滚床n〈要求正转送出〉信号清零;
滚床n〈正在正转送出〉信号清零;
滚床n占位信号清零,滚床n+1占位信号置位;
滚床n和滚床n+1停止运行。
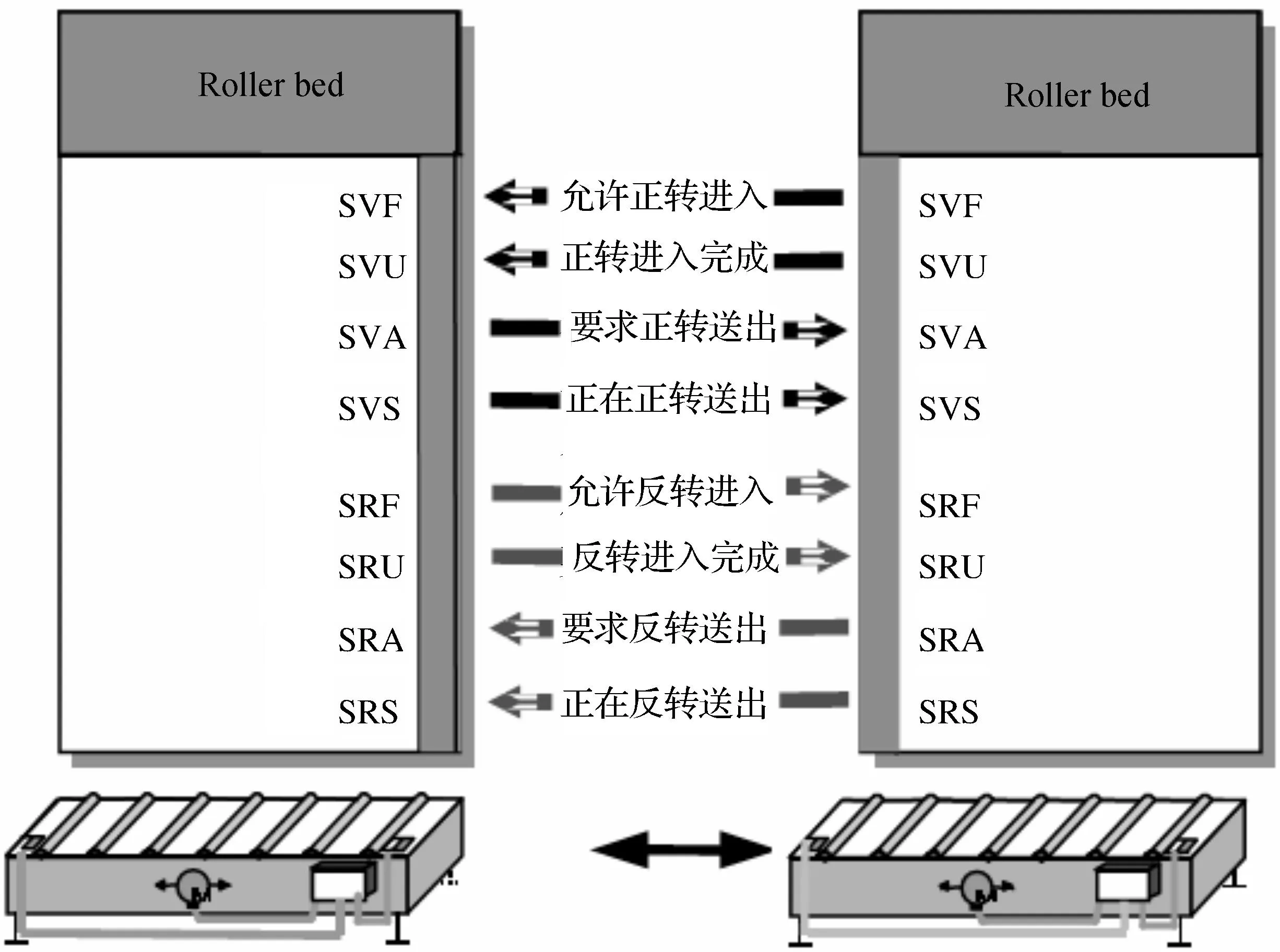
图3 滚床设备逻辑关系图Fig.3 Equipment Logic relationship diagram between rolling beds
在涂装输送系统中,除滚床基本单元的运行逻辑外,还有高温烘干工艺链及高温升降机、移行机等设备的安全连锁信号逻辑。
4网络化自动控制系统通信设计
通过DP通信实现整个系统联网,并且对于需要调整频率的变频器实现网络通信模式控制。在不同设备的程序设计中,笔者采用模块化的思想,对于功能相同的设备单元进行功能块设计。这样,如果再有同样的设备只需要调用功能块就可以了,不同背景参数放置在不同的背景数据块中即可。这种设计思路明确,便于使用和日后的维护。
4.1 网络结构介绍
汽车涂装生产线采用三层体系结构[5],分别是信息层、控制层和设备层。通过以太网、控制网络、现场总线三层网络实现“分散控制,集中管理”。因此,各子系统既相对独立,又能通过网络保证信息的畅通。
4.2 单向滚床程序设计
系统的设备共计200个,设计中的所有设备以英文命名,以中文注释。S7-300编程软件Step7可以进行相关功能块的设计编程,相应的程序控制在不同调用中使用不同的背景数据块,就可以实现功能块与功能块之间的连锁。在此仅以核心设备——单向滚床来分析控制系统的通信设计。
单向滚床用于单向输送1个撬体,电机为单速,滚床装有1个传感器。其工作方式为自动操作模式(也可在人机界面选择手动操作模式)。自动接收:当单滚床空时(B01V没占位),发出接收允许信号,准备接收前一个滚床准备输出的撬体,滚床输送电机按照连锁信号启动运行,撬体到达B01V时停止。自动输出:如果下一个滚床空并发出接收允许信号,单滚床输送继续直到下一个滚床接收、收到下一个滚床的接收完成信号时,电机停止;滚床准备接收下一个撬体。如果下一个滚床没有准备接收,则等待;一旦下一个滚床准备接收,发出接收允许信号,单向滚床立即重新启动输出撬体。单向滚床程序块图如图4所示,里面相关程序设计及说明见图5。

图4 单向滚床程序块图 Fig.4 Program block diagram of one-way roller bed
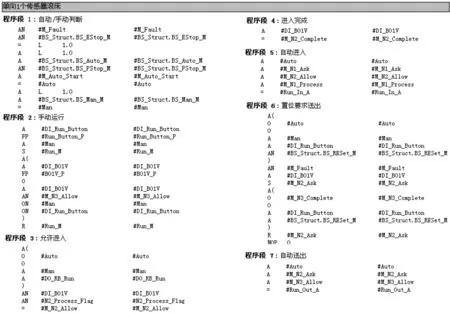
图5 单向滚床程序设计及说明Fig.5 Program design and explanation for one-way roller bed
4.3 远程ET200S的通信设置
ET200S分布式I/0系统是OP从站,用于连接中央控制器或现场总线上的过程信号[6],其链接架构如图6所示。ET300S可以将远程采集的信号送至中央控制器也可以将中央控制器的输出信号传至远方。
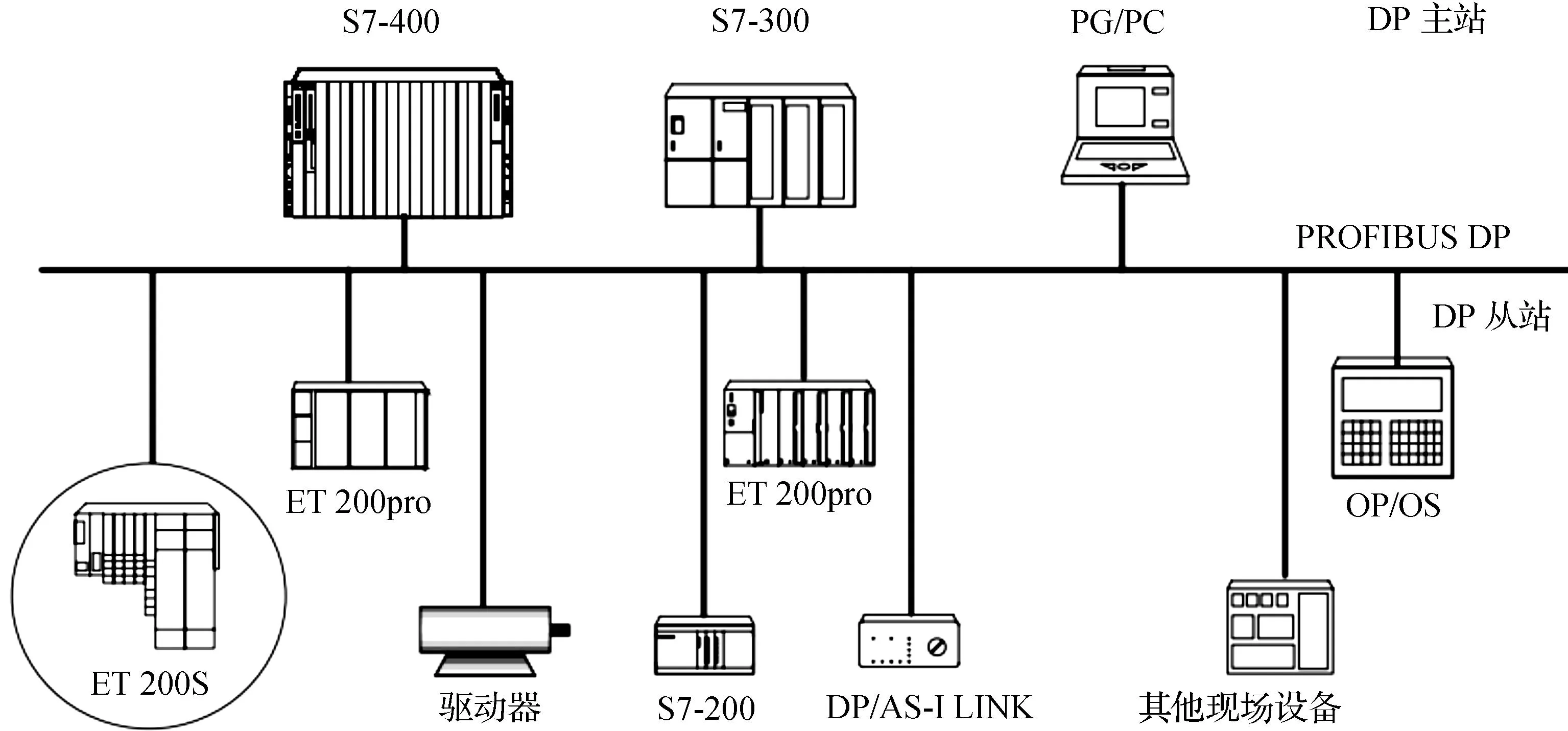
图6 ET200S典型DP网络Fig.6 ET200S typical DP network
在使用ET200S过程中,需要在编程软件Step7中进行相应的硬件组态和地址分配[7]。在启动编程软件后,在SIMATIC管理器中创建一个新的项目,然后在HW Config中打开“Properties”(属性)创建网络,从硬件目录中选择ET200S,然后设置相应的属性。
5触摸屏设计
人机界面(HMI)在工业生产领域应用越来越多,目前国内市场也出现了例如组态王、力控、昆仑通态等国产组态软件。本系统中选用的硬件是德国进口的MP277十英寸触摸屏[8]。配套的触摸屏组态软件是WinCC flexible。人机界面能够提供很好的透明性,在工艺设备不断复杂、相关设备的功能也不断增加的大环境下,对于现场的操作人员,获得最大的透明性是十分重要的。
5.1 整体界面设计
在触摸屏设计中,考虑到现场操作者的具体操作需求[9],总共设置了8个子菜单:主画面、系统画面、参数设置、连锁信号、密码管理、报警画面、系统介绍和退出。在不同的子画面中具有不同的功能,还有一些特殊功能的设置。
5.1.1主要画面
也是起始画面,下面会有相应的菜单选择,作为这个触摸屏的封面,如图7所示。
5.1.2系统画面
分别为从主站到从站及各个操作站下属的单元设备的手/自动状态、开关量信号、报警故障、运行状态等显示[10],参见图8。
5.1.3参数设置
在空橇存储及相应的电泳下线至存储或电泳下线至烘房等设置,方便生产的实际情况使用。
5.1.4连锁信号
因为本系统设计主要是电泳下线车辆的电泳烘房的输送及烘干后排空和空橇返回。在信号上会与烘干设备及前处理设备都有相应的连锁信号,比如只有在烘房的温度到达工艺要求后才可以将电泳下线的车辆送至烘房进行烘干。在排空区的空橇达到一定数量需要将空橇返回,这些都要与相关联的设备有相应的连锁。考虑到连锁信号的显示及使用与否,所以在触摸屏上会作相应的提示和功能设置。
5.1.5密码管理
也是用户管理,只有是负责该区域的操作人员才可以进行现场设备的参数设置与系统运行控制。比如是否进行空橇排空、电泳下线,车辆如果有需要转至存储区域的都需要进行相应的设置[11]。而该设置只有负责该现场操作的操作人员才可以进行,其他人员只能查看触摸屏,无设置权限。

图7 触摸屏主画面图Fig.7 Main frame HMI diagram

图8 触摸屏系统介绍画面图Fig.8 System-introduced frame HMI diagram
5.1.6报警画面
报警画面将现场所有设备的故障信号都集中显示。如果现场出现异常状况,可以通过查看报警画面了解故障状态。
5.1.7系统介绍
该菜单主要将本区域负责的所有设备及设备流程显示出来,方便操作人员或其他人员熟悉现场的工艺流程[12]。
5.1.8系统退出
在修改触摸屏程序或是不需要显示触摸屏时可以点击此键,将运行的触摸屏程序退出。
5.2 特殊功能设计
在程序的功能设计上,结合控制器PLC将电泳下线进入烘房的车辆与出烘房的数量在触摸屏上进行显示,并且记录值可以自动和手动清零,其画面如图9所示。这样,方便操作者在交接班或是节假日时期的操作。为了实现此功能,通过PLC的程序处理在程序中读取CPU的时间并且设定零点的自动清零功能[13]。该功能的使用与否在触摸屏上可以进行选择,以更加方便操作者的使用。

图9 触摸屏特殊功能画面图Fig.9 Special-function frame HMI diagram
6结语
在分析轿车生产工艺的基础上,通过对传统的汽车生产中涂装输送系统升级和改造,按照现有轿车生产的最新技术,开发满足用户需求并能够稳定运行的机械化输送电气控制信息系统。
在系统设计中,结合触摸屏对系统的相关程序进行了优化,比如存储区域的道次选择及相应的情况处理都有对应的设置,电泳下线进入烘房的车辆与出烘房的数量的集中计数显示等,并可在现场根据操作者的实际需求设计满足要求的功能程序。
系统通过上述一系列软硬件的设计、修改后,投入到生产系统中,使整体的输送设备电控成本相对下降,达到了预计的目标,实现了轿车涂装工艺的提升和成本的控制。
参考文献:
[1]尤文强.滑橇式自动输送系统在汽车生产线中设计与应用[J].华北科技学院学报,2009,6(1):41-43.
[2]廖常初.PLC编程及应用[M].北京:机械工业出版社,2002:187-202.
[3]尤文强,王洋.基于汽车车身自动转接的PLC自动控制系统[J].工程设计学报,2007,14(1):39-43.
[4]张霖.数控微细铣削机床系统构建及性能研究[D].南京:南京航空航天大学,2007.
[5]Nie Z Y, Ma X S, Jiang J. Optimized design of PSA nitrogen-manufacturing system based on PLC[C]. Fourth International Seminar on Modern Cutting and Measurement Engineering. Beijing: SPIE,2011:186-188.
[6]刘建昌.S7-300/400PLC工业网络通信技术指南[M].北京:机械工业出版社,2009:79-112.
[7]Zhu L M, Zheng G, Ding H, et al. Global optimization of tool path for five-axis flank milling with a conical cutter[J].Computer-Aided Design,2010,42(10):903-910.
[8]李方圆.变频器行业应用实践[M].北京:中国电力出版社,2006:39-45.
[9]王树.变频器调速系统设计与应用[M].北京:机械工业出版社,2005:93-95.
[10]殷建国.工厂电气控制技术[M].北京:经济管理出版社,2006:41-47.
[11]陈叶荣,刘祺.节拍式流水线电机出厂试验系统设计[J].电机与控制应用,2012,39(8):33-35.
[12]张宏建,蒙建波.自动检测技术与装置[M].北京:化学工业出版社,2014:86-90.
[13]康辉民,陈小安,陈文曲,等.耦合电压对高速电主轴动态性能的影响[J].机械工程学报,2011,47(7):148-156.
启事
为适应我国信息化建设的需要,扩大作者学术交流渠道,本刊已加入《中国学术期刊(光盘版)》《中国期刊网》全文数据库和《万方数据——数字化期刊群》《中文科技期刊数据库》《中国科技论文在线》《台湾华艺CEPS中文电子期刊》等,并被俄罗斯《文摘杂志》(AJ)、美国《化学文摘》(CA)、美国《剑桥科学文摘》(CSA)、美国《乌利希国际期刊指南》和中国《电子科技文摘》收录,作者著作权使用费随本刊稿酬一次性给付。如果作者不同意将文章编入有关数据库,请在来稿时声明,本刊将作适当处理。
Design of network-controlled system on car-painting conveyor line
NIE Zongyao1,2, CHEN Bin1, ZHU Zhengguo1, ZHANG Lei2
(1. Department of Basic Education, Anhui City Management Vocational College, Hefei 230011, China;
2. School of Electronic Engineering and Automation, Anhui University, Hefei 230601, China)
Abstract:Based on the analysis of the car production process, according to the mainstream of car production technology, we use ground mechanical transmission mode of traditional painting conveying system in the car production of the network-controlled design. Network-controlled system adopts the distributed control-centralized management mode of master-slave network control, which is based on Siemens S7-300 PLC as the main station(operations), remote ET200S as from(operation) stand to realize system control function. And through the man-machine interface(HMI), operators implemente online status query and fault query. Car-painting equipment is controlled with both manual and automatic mode of switch and fault alarm instructions. The above method improves the automation level of the car coating process and the product quality and reduces the manufacturing cost.
Key words:car coating process; conveyor line; network control; S7-300; HMI
中图分类号:TP273.5;U466
文献标志码:A
文章编号:1671-8798(2015)01-0028-08
作者简介:聂宗瑶(1972—),男,安徽省合肥人,高级工程师/副教授,硕士,主要从事检测技术与仪器仪表、嵌入式系统研究。
基金项目:安徽省高校专业综合改革资助项目(2013zy145)
收稿日期:2015-01-05
doi:10.3969/j.issn.1671-8798.2015.01.006
